空客與國內飛機監造項目管理對比分析
2018-01-18 00:48:08張桂書李宏宇張龍金英楊慧娟
項目管理技術 2018年1期
張桂書 李宏宇 張龍 金英 楊慧娟
(中國商飛上海飛機制造有限公司,上海 200436)
0 引言
飛機監造工作幾乎貫穿于飛機的整個生產過程中,包括大部件對接、總裝、涂裝等,做好監造工作對保障飛機的裝配質量、交付進度、航線運營、維護具有重要意義[1-2]。目前,國產支線飛機已進入批生產階段,提高客戶服務質量、建立健全監造工作體系、對接批生產對國產飛機成功商業運營具有重要意義。國外制造商已通過大量的機型預投產、批產,形成了較為成熟的監造工作體系。737NG系列飛機[3]全部制造周期約為28d,A320系列飛機全部制造周期約為42d,從監造計劃準備和現場檢查、問題處理都有詳細的管理規范和工作流程。為進一步推進國內飛機制造商監造工作對標國際規范,飛機制造商監造工作人員配合客戶監造代表完成飛機檢查,解決監造代表提出的問題,并確認問題處理符合規定的技術程序、標準和要求。本文以飛機監造工作實施范圍為基礎,將空客公司(以下簡稱“空客”)客戶監造的監造準備和現場檢查、問題處理、信息反饋模式與國內進行對比分析,結合監造現狀,提出監造過程的優化改進建議。
1 空客監造業務流程
1.1 客戶檢查準備
在飛機總裝前,空客將與客戶的監造代表簽署在飛機制造和交付過程中客戶參與制造商提供的展示項目檢查的會議紀要,指定該架飛機在制造和交付過程中客戶可以參與的項目。空客根據客戶的不同需求和要求,按區域重要性和客戶的重視程度,將檢查項目進行檢查等級劃分。客戶從中選擇檢查項目,或要求增加新的檢查項目,雙方確認后形成最終的客戶檢查項目清單。依據飛機生產交付計劃,空客工作人員為監造代表安排檢查時間、地點、相關檢查項目等,檢查計劃制訂后,提前向監造代表發出檢查通知,監造代表確認并準備檢查。期間,監造代表也可以通過客戶平臺或電子郵件的形式了解詳細檢查計劃。
在客戶監造代表檢查前,質量人員對客戶檢查區域進行檢查,確定檢查區域已做好客戶檢查準備,并在檢查清單上簽字或蓋章。檢查經理和質量人員再次對檢查區域進行檢查,如發現問題及時通過內部問題處理流程解決,避免客戶發現。當檢查經理認為檢查區域不能滿足客戶要求時,有權拒絕客戶現場檢查,直到區域問題解決,方可進行客戶監造代表現場檢查。客戶檢查前期工作流程如圖1所示。
1.2 客戶現場檢查
檢查經理陪同客戶監造代表執行檢查項目清單中的檢查項,客戶監造代表現場檢查并在對應的檢查項上簽字,確認已檢查的項目,但不代表客戶接受對應區域的最終狀態。在客戶檢查期間,所有的檢查項目將在檢查經理陪同下完成。在任何情況下,檢查經理都要負責客戶的人身安全。如客戶監造代表因故不能參加,檢查經理應在飛機所有者的授權下,嚴格按照確定好的檢查項目進行檢查,并反饋檢查報告。
檢查期間,CIM將為客戶監造代表提供飛機生產狀態、偏差處理文件及相關技術報告,以及QLB中的RFR處理情況。監造代表通過客戶平臺查閱并反饋問題處理意見。階段性檢查工作結束后,CIM和客戶監造代表共同撰寫相應的檢查報告,包括讓步清單、RFR問題處理總結、與檢查相關的建議等,收集客戶信息。
1.3 問題處理
客戶在檢查過程中提出的疑問和質量問題將在現場得到合理的解答或按客戶問題處理方式進行處理,如圖2所示。客戶監造代表現場檢查發現質量問題,通過客戶質量日志及時提出RFR(Request For Rework),相關責任部門制定返工和修正措施,通知最終CIM(Customer Inspection Manager),相關責任部門協助CIM匯總相關處理文件,向客戶監造代表進行答復。期間,客戶監造代表及時對問題處理結果進行反饋,在CIM的陪同下完成機上驗證。若客戶監造代表對問題的處理結果拒收一次,CIM將會通知責任部門,重新評估處理方案是否滿足客戶要求,并做最終處理;若拒收兩次,CIM則通知交付經理,檢查經理協助交付經理(CADM)和合同交付經理(ADQM),與客戶協商,確定最終的解決方案。
2 監造業務對比分析
國內監造工作在購機合同簽署之后,通過飛機交付指令首先與客戶對接,制定客戶檢查項目清單,簽訂架次監造項目說明書;檢查期間,根據實際生產進度,陪同客戶監造代表對檢查項目實施檢查;對于監造代表現場提出的疑問和問題,監造、質量人員或相關專業技術人員進行解答;雙方確認的質量問題,通過問題處理流程進行處理、答復,如圖3所示。
監造工程人員和監造代表共同確認客戶監造代表現場提出的問題后,形成客戶現場檢查單,針對問題性質,判別確定責任部門,并提交處理,責任部門負責將問題處理方式反饋到監造工程室;監造問題處理后,監造工程人員和客戶監造代表現場檢驗處理結果。監造工程室組織召開客戶監造代表和相關責任部門問題處理工作會議,聽取客戶監造代表要求,協調問題處理。客戶監造代表如對問題處理結果不滿意,重新提交責任部門處理;再次處理后仍不滿意,監造工程人員和客戶監造代表協商將問題納入商務談判。

圖1 客戶檢查前期工作流程

圖2 問題處理流程
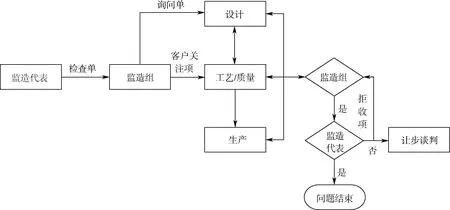
圖3 監造問題處理及反饋
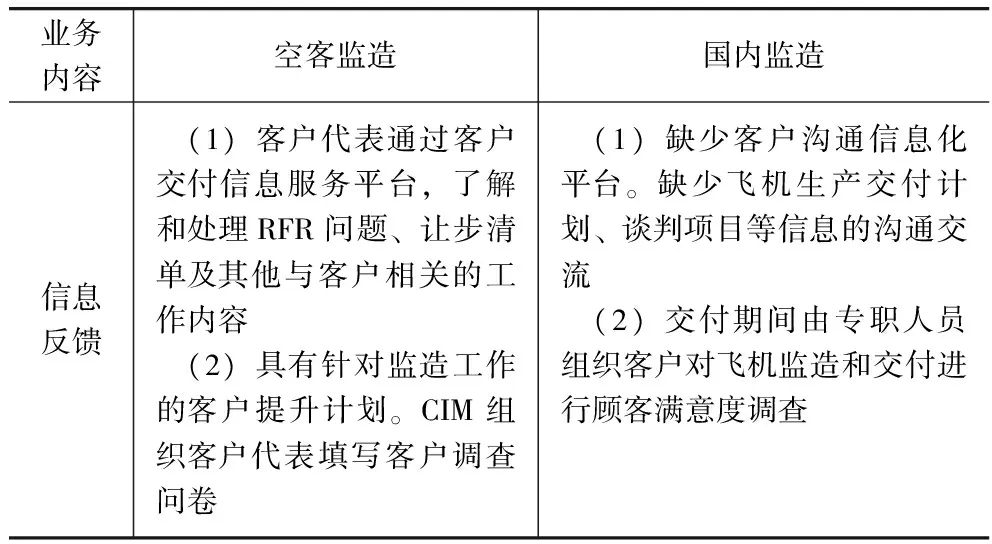
監造工作在客戶檢查、問題處理、信息反饋等方面的區別見表1。
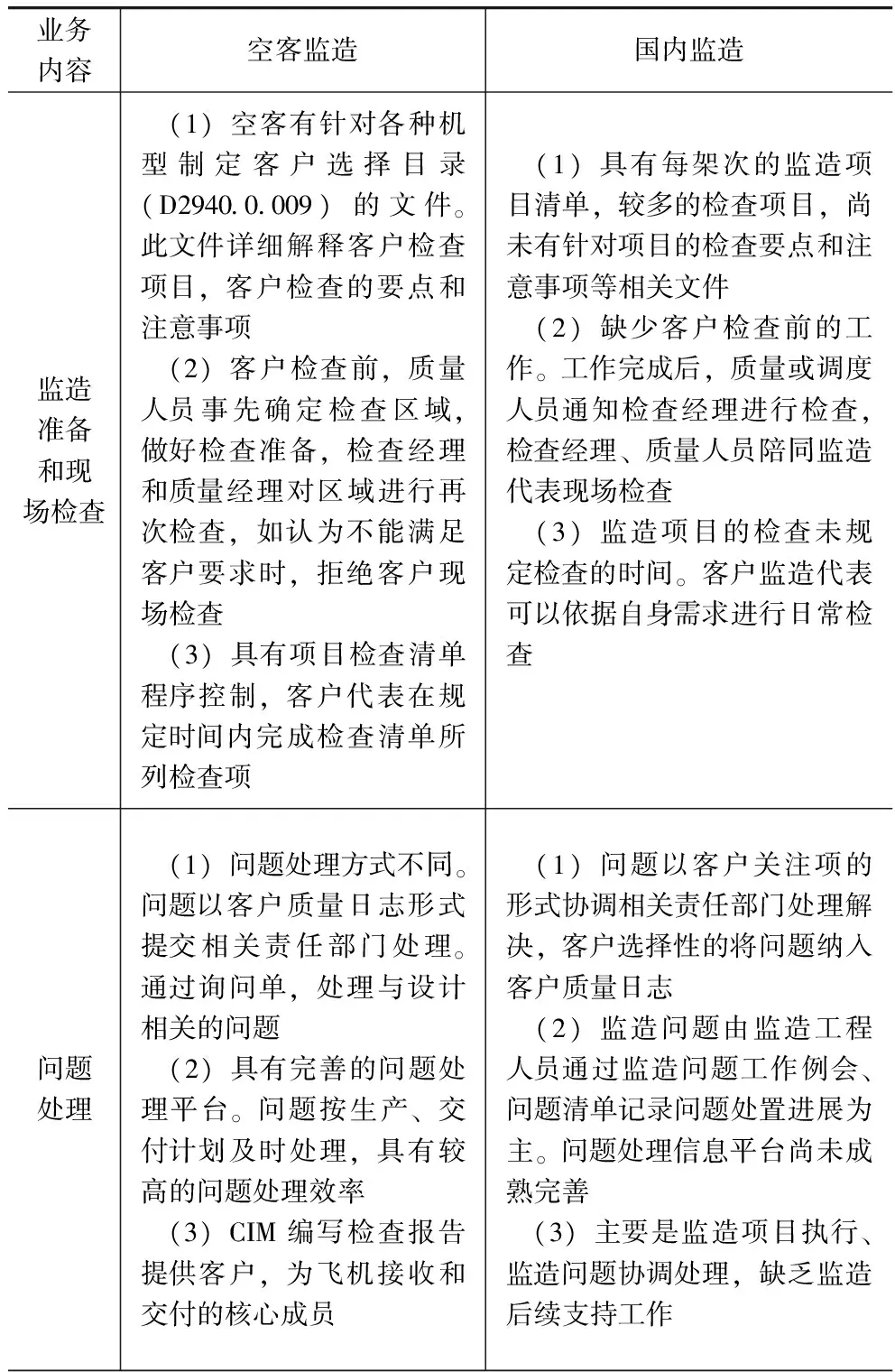
表1 空客和國內監造工作模式對比
(續)
3 改進實例
3.1 監造項目檢查規范
為進一步提升客戶代表現場檢查的規范性,高效、高質量地完成生產線檢查,編制了飛機監造項目檢查規范(圖4),對每一個檢查項目制定檢查要點(表2)。

圖4 檢查規范
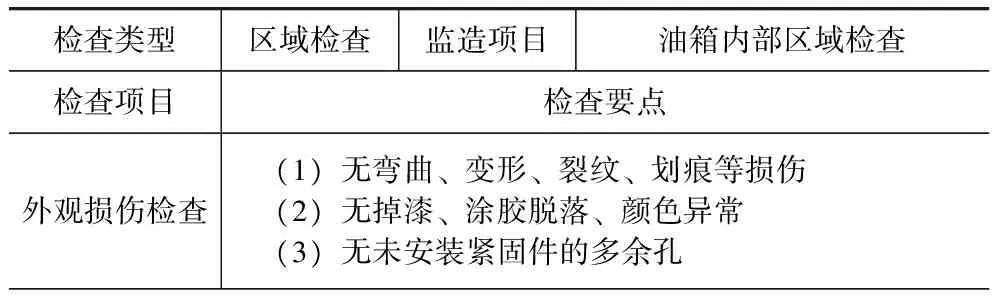
檢查類型區域檢查監造項目油箱內部區域檢查檢查項目檢查要點外觀損傷檢查 (1)無彎曲、變形、裂紋、劃痕等損傷 (2)無掉漆、涂膠脫落、顏色異常 (3)無未安裝緊固件的多余孔
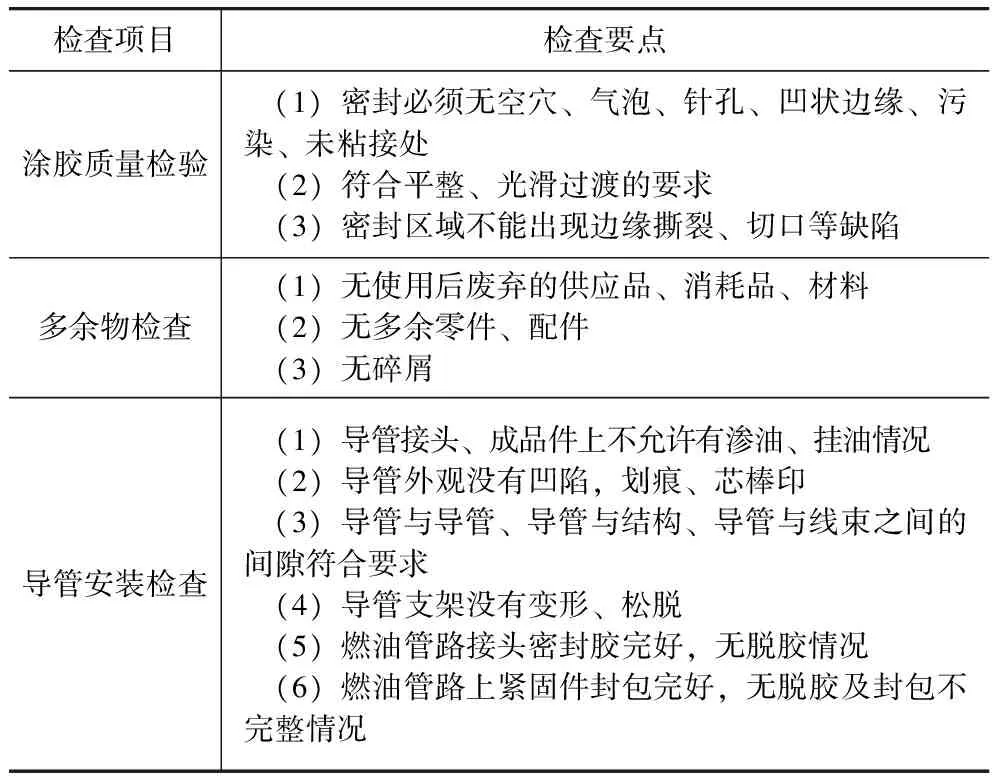
(續)
3.2 問題處理信息優化
結合實際問題處理中出現的客戶問題描述不清晰、未能準確定位零部件故障信息造成信息錯誤傳遞的現象,通過多架次的監造問題記錄分析,對所存在的問題進行初步歸納,確定問題信息三要素,見表3。
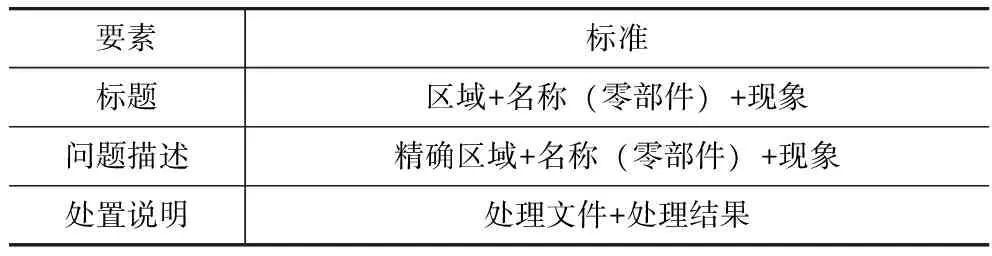
表3 信息三要素
問題信息規范化錄入平臺,責任部門疑問減少,信息傳遞更加明確,提高問題處理效率。客戶質量日志規范化描述建立了與客戶溝通的橋梁,使問題流轉更加流暢、高效。
4 結語
通過持續的改進,監造業務流程已趨于完善。為進一步提升飛機的質量和客戶的信任,通過與國外先進成熟的體系相比較,監造工作還需進一步完善現場檢查、問題處理、信息反饋等方面的工作。客戶代表檢查前盡可能發現問題并及時處理,增加檢查手冊指導現場檢查,提高現場檢查效率,提升客戶代表信任度;逐步完善監造問題信息化平臺,提升問題的處理效率,并加強客戶信息平臺溝通;進一步完善客戶滿意度調查,合理采納客戶合理化建議,落實監督程序,最大限度地滿足客戶需求。
[1]Mitehell,K.Sholy,B.Stolzer,et al.General aviation aircraft flight operations quality assurance:overcoming the obstacles[J].IEEE Aerospace and Electronic Systems Magazine,2007,22(6):9-15.
[2]韓克.基于質量管理的南航飛機監造體系優化研究[C].使命與責任-質量方法促轉型升級——第五屆中國質量學術與創新論壇文集(上),2012.
[3]陳磊,唐水龍,習俊通.民用飛機自動化裝配生產線規劃技術研究[J].航空制造技術,2013(13):26-29.PMT
猜你喜歡
小哥白尼(軍事科學)(2022年3期)2022-06-09 03:11:24
環球時報(2022-05-30)2022-05-30 15:16:57
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
民用飛機設計與研究(2020年4期)2020-11-27 17:34:02
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
當代陜西(2019年11期)2019-06-24 03:40:28
產品可靠性報告(2017年7期)2017-09-05 09:49:12
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04