鑄鋼件質量分析及質量改進措施
2018-01-24 03:26:14徐遠蒙吳春光李蔚陳珍山張虞婷
金屬加工(熱加工) 2018年1期
■ 徐遠蒙,吳春光,李蔚,陳珍山,張虞婷
我公司采用一臺3t/h電弧爐,主要進行碳鋼、多元低合金鋼以及高鉻白口鑄鐵的熔煉,鑄件應用于電廠磨煤機的備品備件等。這些鑄件在磨煤機上高負荷長時間連續運轉,因而對鑄件的可靠性和耐磨性有嚴格的要求。鑄鋼車間生產工序多,從工藝制訂、模具制作、造型、制芯、烘模、配模,一直到鋼液熔煉、澆注、清理、打磨及熱處理等,其中任一工序質量控制不到位,都將對鑄鋼件的質量產生一定的影響。
1. 主要質量問題
我公司鑄鋼件生產中存在的質量問題主要有:外表粘砂、縮孔、氣孔、尺寸偏差、錯型、脆性材質的裂紋、硬度不足及變形等。其中較為常見的鑄造缺陷是大件表面粘砂、氣孔,以及冒口下方縮孔。這些問題引起車間技術人員的足夠重視,通過分析原因,采取了合理有效的措施,防止鑄件的報廢給車間生產和成本造成極大的損失。
2. 質量問題的影響因素
質量問題的影響因素主要分為兩方面:一是工藝制訂的合理性;二是操作不當引發的質量問題。
(1)工藝問題 是指工藝設計人員制訂的工藝不合理,引發的鑄件質量問題有縮孔、尺寸偏差、硬度不足、裂紋及變形等,如表1所示。
在鑄鋼件的鑄造工藝設計上,澆注系統的布置和冒口的尺寸、位置等,都必須根據鑄件形狀及熱節大小,經過嚴格的工藝設計,工藝不當容易使鑄件補縮距離不足,在冒口下方產生縮孔。鑄件采用順序凝固的原則,保證鑄件上各部分按照遠離冒口的部分最先凝固,然后是靠近冒口部分,最后是冒口本身凝固的次序進行。加強冒口的補縮作用可以通過在鑄件底部和側面放置冷鐵、在冒口下方設置補貼來增加冒口的補縮距離、傾斜10°澆注,以及澆注結束時從冒口補澆后用保溫劑覆蓋等措施,使鑄件遵循順序凝固的原則,保證縮孔集中在冒口中,從而獲得致密的鑄件。
鑄件的尺寸偏差主要是由于技術人員對鑄造收縮率的把握不準確所致,鑄造線收縮率應該充分考慮金屬本身的化學成分、澆注溫度、鑄件的結構復雜程度和尺寸的大小,同時應該考慮鑄件在鑄型中的收縮是自由收縮還是受阻收縮,綜合確定實際收縮率。
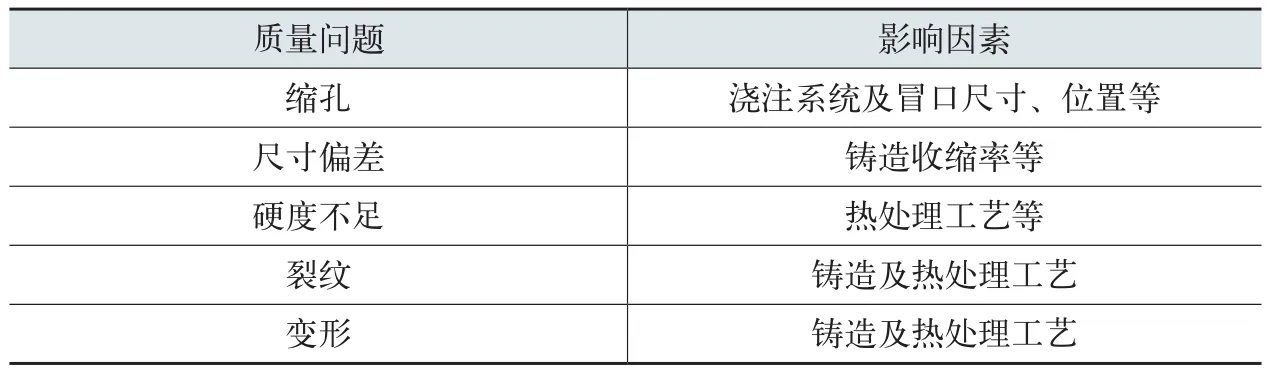
表1 工藝制訂不合理引發的質量問題
硬度不足的問題主要是由于熱處理工藝不當引起的。熱處理工藝參數如加熱溫度、加熱速度、保溫時間、冷卻速度等,應根據鑄件材質、壁厚、化學成分等制訂。我公司高鉻白口鑄鐵件采用高溫淬火+中溫回火的熱處理工藝,以獲得高硬度的馬氏體基體,鑄件熱處理后的硬度≥58HRC。
脆性材質的裂紋,如高鉻白口鑄鐵,其wCr為18%~21%,硬度高,脆性大,容易產生裂紋。裂紋分為熱裂紋和冷裂紋。熱裂紋外觀特征沿晶界擴散,外形曲折,表面呈氧化色,不光滑。防止熱裂的措施有降低鋼中的硫、磷含量;采用冷鐵加速熱節冷卻;厚薄搭接處應作出過渡;直角相接觸應作出圓角等。冷裂紋外形是連續直線或圓滑曲線,常穿過晶粒,斷口有金屬光澤或呈輕微氧化色。預防措施:第一,要制訂合理的鑄造工藝,開箱時間要留足,若過早打箱,由于鑄件溫度高,在空氣中冷卻會加大內外溫差,以致引起變形和開裂。第二,要制訂合理的熱處理工藝,消除鑄造應力。對于碳鋼,采用正火+高溫回火處理。圖1為ZG270-500的熱處理工藝。
鑄件在冷卻過程中,可能會由收縮應力引起鑄件外形和尺寸與圖樣不符,發生變形。截面均勻的鑄件在冷卻速度不均時會發生撓曲變形。平板鑄件中心部分比邊緣部分冷卻慢,產生拉應力,而邊緣部分產生壓應力,發生撓曲變形。對于鑄件變形應該盡量減少鑄件冷卻過程中的溫差。具體預防措施:在鑄件厚實處加放冷鐵;控制打箱落砂的時間;放置較重的壓鐵以減少鑄件的撓曲;采取設置加強筋的方式;平板鑄件適當增大加工余量。
(2)操作問題 作業人員操作不當、未按工藝執行或者違章操作,也是引發質量問題的主要原因之一。常見的鑄造缺陷有粘砂、氣孔和錯型等(見表2)。
粘砂的問題,一方面與涂料的選用、涂刷方法和涂層厚度有關,涂料一般選用醇基鋯英粉涂料,其耐火度高,抗粘砂性能好,涂刷后涂層致密光滑,能有效抵抗金屬液的滲透,起到良好的抗粘砂作用,涂料涂層厚度不宜太薄。另一方面與砂型的緊實度和強度有關,砂型緊實度要高。我公司采用樹脂砂和陶白砂兩種造型方式,樹脂砂要求24h抗拉強度≥0.6MPa、24h抗彎強度≥1MPa。另外,粘砂問題還與鋼液澆注溫度有關,溫度越高,則越容易出現粘砂,因此應適當降低澆注溫度,提高澆注速度。我公司高鉻白口鑄鐵厚大件出爐溫度控制在1400~1450℃,澆注溫度在1360~1400℃,力求高溫出爐,低溫澆注,出鐵后鎮靜3~5min開始澆注;碳鋼件的出爐溫度一般1580~1600℃,出鋼后靜置3min,澆注溫度為1530~1550℃。圖2所示為碳鋼件HP1163輥套,從中可以看出鑄件外表面有粘砂,給清理工作造成困難。
在氣孔問題上,大型鑄鋼件采用陶白砂造型,砂型需要烘干,其烘干工藝如圖3所示。高鉻鑄件由于硬度高,冒口難以清割,常在冒口下放置易割片,其使用時也需要烘干水分。采用樹脂砂造型的鑄件,樹脂砂干透氣性≥240,砂芯要加強出氣,可以通過預埋草繩或出氣繩的方式排氣;醇基涂料要烘干;樹脂、固化劑和原砂的混合比例要適當,我公司樹脂、固化劑、原砂的混合比例為(0.9~1.4):(0.4~0.9):100,保證型砂強度和緊實度的同時,降低樹脂、固化劑過多引起的發氣量。
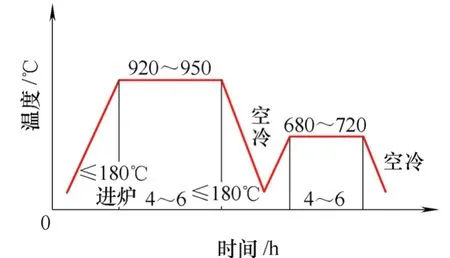
圖1 ZG270-500的熱處理工藝

表2 操作不當引起的質量問題
對于錯型的問題,配模合箱時,至少三個人在場配合,其中兩個人合箱,第三個人在旁邊觀察定位銷,發現合箱位置有偏差時馬上要求停止。合箱后,擰緊扣箱螺栓,并按照工藝要求用紅泥糊箱,防止澆注時“跑火”。
3. 質量改進措施
針對上述關于質量問題的影響因素,車間從管理、操作兩個層面統籌考慮,制訂了以下措施。
(1)明確質量管理職責 明確質量目標、提高質量意識;通過公司每年“質量月”活動的契機,明確質量的管理職責。
車間技術管理人員負責工藝管理、工藝監督、工藝完善等技術工作,確保工藝執行到位;同時積極深入生產實踐,不斷改進工藝、發展新工藝,通過改善工藝來提高質量。深入生產現場,對生產過程的工藝執行、操作質量進行監督。對出現的質量問題進行跟蹤、統計;對缺陷產生的部位、頻次,以及生產過程中的各種因素進行分析,做到持續跟蹤和改進。
(2)確定技術攻關方向 由于產生鑄造缺陷因素具有多樣性,因此尋求完善的過程工藝還需深入實踐。根據鑄件具體的質量問題,制訂合適的鑄造及熱處理工藝來消除鑄缺。
(3)強化質量過程控制 針對不同鋼種的特性以及具體鑄件的結構和大小,合理選擇樹脂砂和陶白砂造型以及澆注溫度,來減輕鑄件粘砂的傾向;根據鑄件大小及壁厚制訂相應的涂料涂刷工藝和涂刷次數;對型砂的性能進行定期檢測,并作檢定記錄;加強大件配模質量的監督;通過合理裝爐、改進烘干爐操作工藝,確保砂型烘干;加強車間工藝紀律檢查。
樹立工藝持續改進和完善的理念,設定具體工藝發展方向,嚴格把關各道生產工序,減輕粘砂、氣孔、縮孔等現象,避免大件報廢,拓展新材料、新工藝,提高生產鑄件的質量。

圖2 碳鋼鑄件輥套的粘砂

圖3 砂型的烘干工藝
4. 結語
通過提高工藝人員的設計水平,規范操作工人的操作行為,強化工藝執行力度,保證鑄造過程的可控性,確保鑄鋼件成品率的提高,以穩定的質量迎接市場的考驗。
[1] 李新亞. 鑄造手冊:第5卷鑄造工藝[M].3版.北京:機械工業出版社. 2011.
[2] 安閣英. 鑄件形成理論[M].北京:機械工業出版社,1990:248-249.
[3] 廖瓊. 鑄鋼件缺陷及防止措施[J]. 經濟技術協作信息,2011(15):149.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
