大型封頭鍛件鍛造工藝編制及實(shí)踐研究
2018-01-24 03:26:15王爽王寶亮
金屬加工(熱加工) 2018年1期
■ 王爽,王寶亮
大型封頭鍛件是壓力容器重要鍛件之一,壓力容器殼體是由筒體和封頭兩大部分構(gòu)成的一個(gè)密閉容器,在其壁上又各引出部分接管法蘭等。封頭與筒體連接可采用焊接或法蘭連接。封頭制造質(zhì)量的好壞對整體壓力容器使用性能都有直接影響。此封頭屬于異形鍛件,在鍛造生產(chǎn)中容易出現(xiàn)折疊缺陷、裂紋、尺寸超差等質(zhì)量問題。本文通過研究工藝編制及生產(chǎn)實(shí)踐中容易出現(xiàn)的一些問題來提高鍛件質(zhì)量。鍛件如圖1、圖2所示。
1. 鍛造工藝編制
根據(jù)材質(zhì)確定鍛造溫度范圍, 始鍛溫度1250℃,終鍛溫度750℃,精鍛溫度700℃。根據(jù)鍛件尺寸形狀確定鍛造變形工序,第一火次:壓鉗口;第二火次:鐓粗拔方倒八角;第三火次:鐓粗、KD法拔長下料;第四、五、六火次:2次預(yù)鍛下模鐓粗;第七、八火次:出成品。
(1)錠型選擇 鋼錠冒口及澆口切除重量,按鋼錠錠身重量百分比計(jì)算,一般封頭鍛件冒口切除:錠身重15%~20%,澆口切除5%~10%。
坯料重量可按下式計(jì)算
G坯料=G鍛件+G燒損+G料頭G鍛件=KG1
G1=ρV
式中 G坯料——坯料重量;
G鍛件——鍛件重量;
G燒損——加熱時(shí)由于坯料表面氧化而燒損重量。第一次加熱取被加熱金屬的2%~3%,以后每次加熱取1.5%~2.0%;
G料頭——在鍛造過程中切掉的那部分金屬重量,如修切端部的料頭等;
G1——鍛件名義重量;
K——鍛件補(bǔ)償系數(shù),封頭鍛件一般取1.04~1.07;
ρ——金屬密度,鋼鐵取
7.85kg/dm3,
V ——鍛件體積。
根據(jù)鍛件尺寸和上述公式進(jìn)行計(jì)算,并結(jié)合《鋼錠手冊》發(fā)現(xiàn)沒有合適錠型可供選擇,故與其他鍛件合鍛選取312t上注24棱鋼錠,煉鋼方法LVCD+LB3。

圖 1
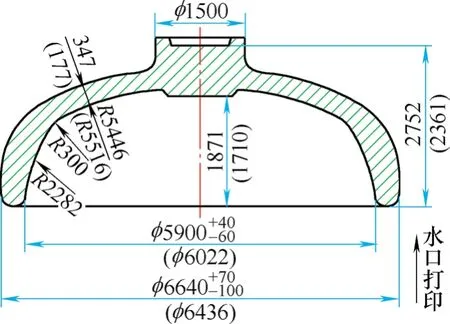
圖2 大型封頭鍛件圖樣
(2)各鍛造變形火次工藝尺寸確定與工附具選擇 第一火次:壓鉗φ1550mm;氣割澆口錠身250mm(含刀口),如圖3所示,所用工附具為:850上平下V砧。
第二火次:鐓粗至φ4250mm×2000mm;WHF法拔方至2700mm×3900mm;按圖4倒八角400~500mm并及時(shí)清理裂紋或折傷,所用工附具為:φ1300mm漏盤,1500mm上下平砧。
第三火次:鐓粗至φ4220mm×2000mm,壓平上端面凸臺(tái);KD法拔長至φ3000mm×3960mm,用上平、下V砧精鍛大頭端外圓至φ2800mm×4550mm,按圖5拔長下料,操作機(jī)從坯料澆口端夾持,將冒口端從根部拔長至φ1300mm,氣割下料,下料后注意返爐時(shí)澆口朝上立于專用十字墊鐵上加熱。所用工附具為:φ4800mm鐓粗蓋,φ1300mm鐓粗漏盤,1500mm上下V砧。
第四火次:在預(yù)鍛下模鐓粗至圖6所要求尺寸,所用工附具為:電動(dòng)回轉(zhuǎn)臺(tái)(或3600mm回轉(zhuǎn)臺(tái)+φ5800mm蓋子),φ4800mm鐓粗蓋,1200mm上平砧,預(yù)鍛下模。
第五火次:用條形球面錘頭,預(yù)鍛下模時(shí),在回轉(zhuǎn)臺(tái)(400t)上按表1中布錘及壓下量要求旋轉(zhuǎn)鍛造,鍛后鍛件內(nèi)表面光整無明顯錘痕;將鍛件開口朝下返爐。所用工附具為:電動(dòng)回轉(zhuǎn)臺(tái)(或3600mm回轉(zhuǎn)臺(tái)+φ5800mm蓋子),φ4800mm鐓粗蓋,1200mm上平砧,預(yù)鍛下模,條形球面錘頭,如圖7所示。
第六火次:專用下凸模和下凸模中用雙扇形橢球面錘頭,按表2旋轉(zhuǎn)鍛造布錘及壓下量要求鍛造,所用工附具為:電動(dòng)回轉(zhuǎn)臺(tái)(或3600mm回轉(zhuǎn)臺(tái)+φ5800mm蓋子),專用下凸模,φ4800mm鐓粗蓋,1200mm上平砧,雙扇形橢球面錘頭,如圖8所示。
第七、八火次:用雙扇形橢球面錘頭旋轉(zhuǎn)鍛造至封頭鍛件開口端外徑到φ6600mm后,用環(huán)體將鍛件壓下至鍛件與下凸模貼合,如圖9、圖10所示;用凸臺(tái)壓實(shí)錘頭局部壓實(shí)鍛件上部凸臺(tái)如圖11所示,所用工附具為:電動(dòng)回轉(zhuǎn)臺(tái)、專用下凸模、專用上沖頭、環(huán)體。450t橋式起重機(jī)掛門子鉤取料、上料。
所用設(shè)備根據(jù)變形過程及鍛件尺寸結(jié)合各水壓機(jī)的鍛造能力,選擇150MN水壓機(jī)進(jìn)行生產(chǎn)。
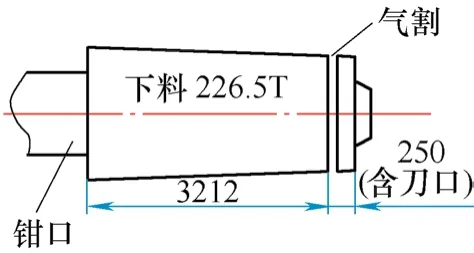
圖 3
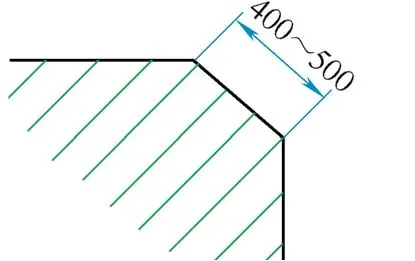
圖 4
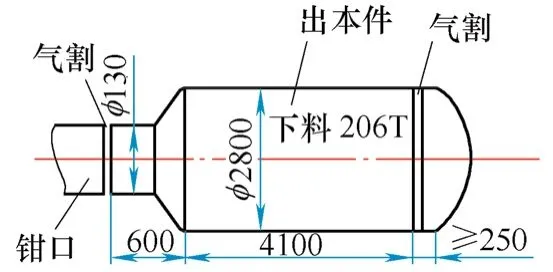
圖 5
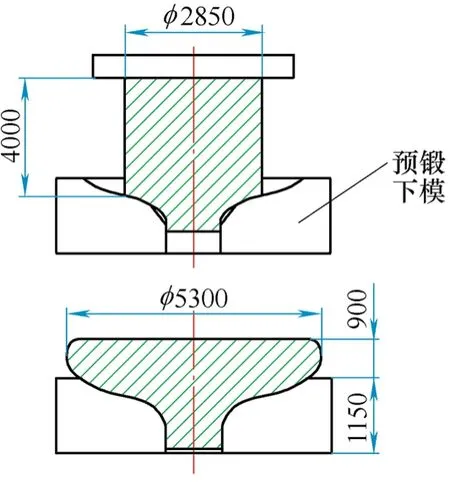
圖 6
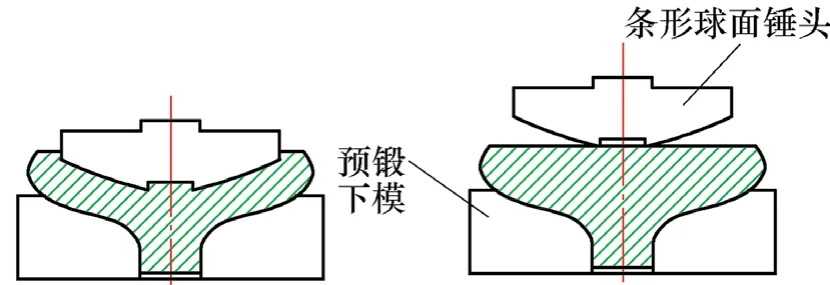
圖 7
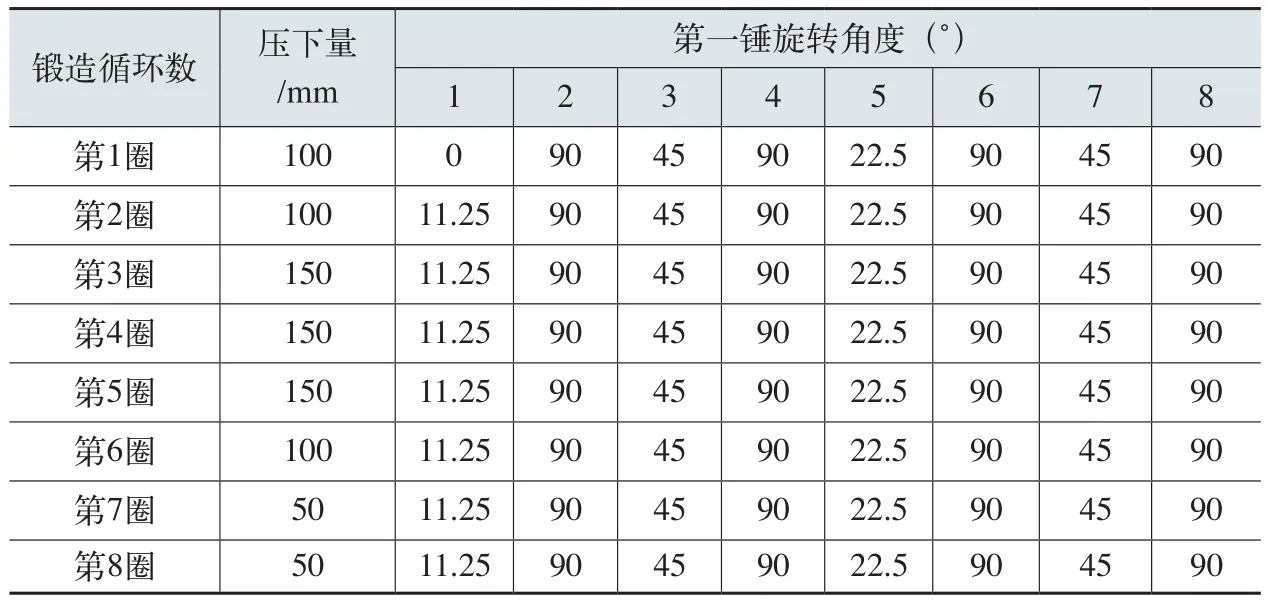
表 1
2.生產(chǎn)中各工序操作要點(diǎn)與注意事項(xiàng)
(1)鐓粗、WHF拔長、倒八角 鐓粗高度H=1400mm,在放置坯料時(shí),方向必須有人看正。WHF拔長尺寸2400mm×2400mm,壓下量15%,翻轉(zhuǎn)90°壓下一道次,澆、冒口交替布砧。保證冒口端平齊,為下火次鐓粗做準(zhǔn)備。倒八角,長度約500mm。注意折傷,若折傷深超過50mm時(shí)需吹氧處理。
注意事項(xiàng):輔具擺放,鐓粗前坯料是否立正,鐓粗高度,WHF壓下量,倒八角壓下量,折傷深度,吹氧情況。
(2)鐓粗,KD拔長,氣割下料 鐓粗高度H=1400mm,在放置坯料時(shí),方向必須有人看正。KD拔長前四道次壓下量坯料高度20%。留量100轉(zhuǎn)萬噸采用850上平砧、下V砧光整。氣割鉗口時(shí),貼近鉗口根部氣割。
注意事項(xiàng):附具擺放,鐓粗前坯料是否立正,鐓粗高度,KD壓下量,光整留量,氣割長度、位置,有傷吹氧清理。
(3)第一次預(yù)鐓粗(兩次預(yù)鐓粗火次合并) 澆口向上鐓粗至H=1500mm,放置坯料時(shí)方向必須有人看正,翻轉(zhuǎn)180°,鐓粗至H=1100mm,1200平砧平整凸面至工藝高度。返爐時(shí)澆口向上。測量坯料高度及直徑,根據(jù)鐓粗時(shí)坯料,澆、冒口直徑實(shí)際情況,確定是否翻轉(zhuǎn)鐓粗或現(xiàn)狀開高度。目的是保證坯料澆、冒口變形均勻,滿足工藝要求。
注意事項(xiàng):附具擺放,鐓粗時(shí)坯料澆、冒口直徑實(shí)際變形情況,確定是否翻轉(zhuǎn),坯料高度及直徑,裝爐時(shí)澆口向上。
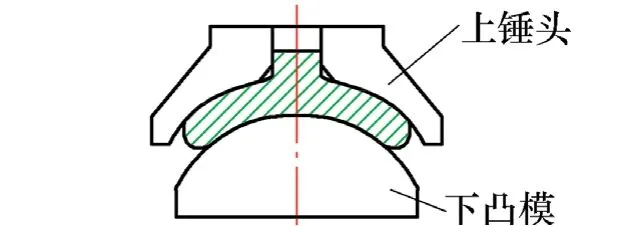
圖 8
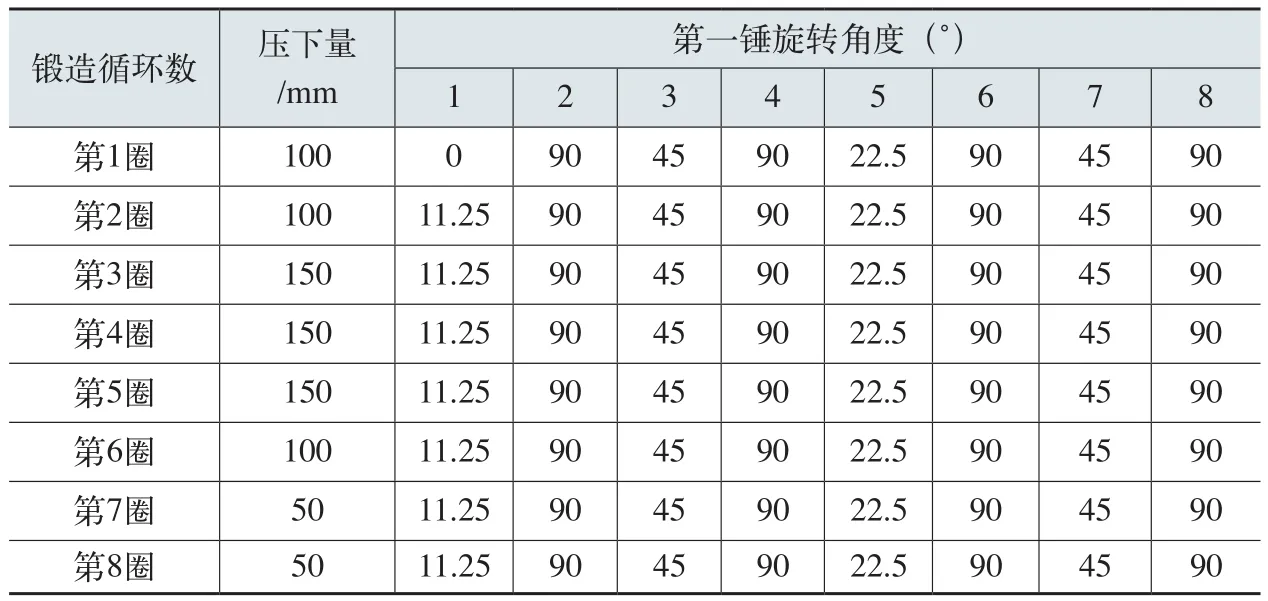
表 2

圖 9 圖 10 圖 11
(4)出成品火次 南550t橋式起重機(jī)掛鏈子吊環(huán)體,待坯料放正后,將環(huán)體放置在坯料上,一同拉入水壓機(jī)。用環(huán)體整體鐓粗,壓下量250~300mm。卸下環(huán)體,拉出走臺(tái),南550t橋式起重機(jī)將環(huán)體吊走。吊專用沖頭至坯料凸臺(tái)上,找中對正。拉入坯料,壓凸臺(tái),壓下量150~200mm。
注意事項(xiàng):附具擺放,橋式起重機(jī)吊鉗是否正確,環(huán)體壓下高度,凸臺(tái)壓下高度,凸臺(tái)下延至走臺(tái)高度4400mm,壓凸臺(tái)前,用水壓機(jī)上砧板點(diǎn)高度,計(jì)算后再壓。
3. 結(jié)語
鍛件生產(chǎn)中不論是工藝編制還是實(shí)際操作中,每一個(gè)細(xì)節(jié)都有可能影響到鍛件質(zhì)量,所以質(zhì)量的提升需要全體員工堅(jiān)持不懈的共同努力。
[1] 高錦張.塑性成形工藝及模具設(shè)計(jì)[M].2版.北京:機(jī)械工業(yè)出版社,2008.
[2] 俞漢清,陳金德.金屬塑性成型原理[M].北京:機(jī)械工業(yè)出版社,2001.
[3] 康大韜,葉國斌.大型鍛件材料及熱處理[M].北京:龍門書局出版社,1998.
