基于PLC的養豬場自動喂料系統設計
2018-01-25 10:52:32史東強
時代農機 2017年11期
史東強
(金華職業技術學院 信息工程學院,浙江 金華 321000)
我國是一個養豬大國,養豬產業占整個養殖業的很大比重。豬的喂養是生豬養殖場的主要工作,隨著豬場養殖規模的擴大,喂食工作越來越繁重。為了適應規模化養豬的需要,機械化與自動化程度對生豬養殖場十分重要。近些年來,我國陸續從國外引進了大量養殖設備。這些設備價格昂貴且不便于操作,也同時存在很多問題,使這些設備后期維護十分麻煩。如飼料飼喂設備,往往采用管道輸送方式,干飼料的管道輸送系統或濕料的管道輸送系統由于存在管道殘留飼料變質會使豬生病,同時,也會破壞了既有的豬舍美觀。而采用自動拌料塔和自動運料、自動出料車,可以避免殘留飼料的問題,還會讓自動喂料系統價格更便宜,同時性能更加穩定。
1 自動喂料裝置的組成
自動化養豬場設備是由飼料塔、輸料線、動力系統、控制系統等組成,啟動按鈕按下去后,電機帶動輸料線在管道內運行,輸料線圍繞圈舍內部各個食槽上方走一個循環,最后回到飼料塔里面,在每個食槽上方的管線里面開一個下料口,當輸料線帶動飼料塔里面的飼料在管道內運行到下料口的位置,飼料就會順著下料管道下到食槽里面,在最后一個食槽里面有一個料位傳感器,當最后一個食槽下滿的時候,料位傳感器就會把信息傳給控制系統,控制系統會切斷電源,動力箱停止工作,輸料過程就此完成,此設備在多家大型豬場經過多年的使用,得到了廣大用戶的認可,不僅節約了大量的勞動力,而且可以使整棟圈舍里面的豬只同時進食。
2 系統電氣控制結構
整個自動喂料系統中共用到了4個電動機,其中三個分別是攪拌機驅動裝置、小車行走驅動裝置和出料軸的驅動裝置,還有一個是運料倉的清洗水泵電機,它們都由PLC進行集中控制,如圖1所示。
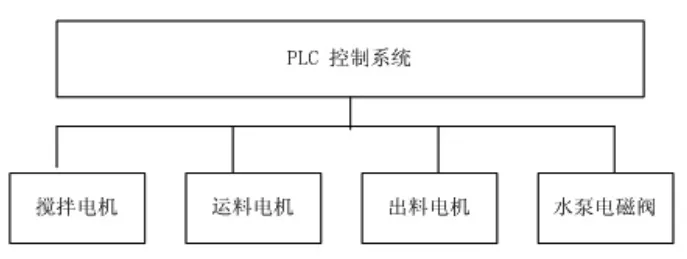
圖1 自動喂料系統電氣控制結構圖
各個控制模塊具體如下:①M1為攪拌機的驅動電動機,主功能是攪拌飼料,受定時時間脈沖和小車原點行程開關SQ1控制;②M2為小車運料的驅動電動機,主要功能搬運攪拌好的飼料,受傳感器SQ2和行程開關SQ3控制;③M3為小車上出料的驅動電動機,主要功能是將小車上攪拌好的飼料倒入料槽,受傳感器 SQ4、SQ5、SQ6、SQ7 控制;④M4 為水泵,小車清洗裝置,主要是清洗小車上的雜物;⑤YH為電磁閥,主要是儲料塔出料門控制,受定時時間脈沖控制。
3 系統工作流程
自動喂料系統主要由自動攪拌、自動運料、自動出料、自動清洗等工作模塊組成,并由這些模塊共同合作,完成飼料從攪拌到出料、清洗的整個過程,下面將對各個流程進行具體說明。
(1)自動攪拌流程。自動攪拌主要是根據一定的配比,手動將各類飼料放入攪拌機后,按下啟動按鈕,攪拌機啟動。攪拌倉內開始注入飼料,當所有飼料都進入攪拌倉,攪拌機開始運行,20s后攪拌均勻出料;當出料到達限位,則停止出料,然后循環進行。
(2)自動運料出料流程。以具有兩個食槽的系統為例,當飼料小車從加料/充電位置開始前進,當到達槽位1時,飼料小車前進,開始加料操作,當加完用戶指定的飼料量后,運料車繼續前進,完成后面槽位的加料。當運料車完成所有槽位的加料后,飼料小車運動電機反轉,飼料小車前后運行,直到返回到加料/充電位置停下,這樣就完成了本次的加料工作。
(3)自動清洗流程。在當天運料完成使用后,運料小車要及時進行清理以確保飼料的安全。為了節省工人的勞動強度,提高系統的使用效率,系統安裝了電磁閥來控制噴淋頭完成自動清洗。
4 系統程序設計和調試
(1)PLC程序的編寫。PLC程序設計主要包括以下5個步驟:①了解控制系統的整體情況,這部分主要是通過了解生產現場的狀況、系統設計的技術指標和各操作間的邏輯關系。按功能把整個控制程序劃分成多個部分,使設計的程序流程合理、清晰和簡潔;②繪制系統程序流程圖。結合上面步驟1的內容,繪制出系統程序流程圖來清晰表明各動作的順序和條件;③制定抗干擾措施。根據現場具體工作環境,確定干擾的來源,再對系統硬件和軟件制定抗干擾的措施。使用屏蔽信號線、電源隔離和信號濾波等為幾種主要的抗干擾措施;④編寫程序。將前面步驟的PLC程序流程圖用編程語言實現;⑤程序調試。應用于現場控制,調試編寫的程序。
(2)系統硬件調試。自動喂料控制系統安裝完畢后,首先,將PLC和外部設備的相應控制元件相連,然后將PLC和編程計算機相連,進行試運行,檢查氣密性和電氣性能等,最后,按照飼料小車的操作步驟看小車的運行等是否符合要求。
(3)系統的軟件調試。調試的軟件是GX Works2,以下為該軟件的調試步驟:①打開GX Works2軟件,新建一個簡單的工程;②單擊工具欄上的“模擬開始/停止”按鈕,或單擊主菜單中“調試”-->“模擬開始/停止”選項;③彈出下面的窗口,等待寫入完成后,單擊“關閉”按鈕;④彈出GX Simulator2窗口,選擇“RUN”或“STOP”選項可以啟動或停止仿真,在GX Simulator2窗口中選擇“RUN”;⑤在主窗口的“操作編輯區”中選擇梯形圖中軟元件“X0”,單擊鼠標右鍵,在右鍵菜單中選擇“調試”-->“當前值更改”;⑥在彈出的“當前值更改”窗口“ON”按鈕;⑦運行狀態監控,可以看到“操作編輯區”中變化。
剛編好的程序難免有一些缺陷或錯誤,為了及時發現和消除程序中的錯誤,減少系統現場調試的工作量,確保系統在各種正常和異常情況時都能做出正確的響應,需要進行離線測試,而不將PLC的輸出接到設備上。按照控制要求在指定輸入端輸入信號,觀察輸出指示燈的狀態,若輸出不符合要求,則查找原因,并排除之。
(4)聯機調試。聯機調試時,把編制好的程序下載到現場的PLC中。調試時,主電路一定要斷電,只對控制電路進行聯機調試。將所編寫的梯形圖程序進行編譯,通過連接電纜把程序下載到PLC中。通過現場的聯機調試,還會發現新的問題或對某些控制功能的改進。
5 結語
系統的各項調試順利完成,調試結果符合設計方案要求。通過利用PLC的自動化改造,該裝置可以順利完成養豬場自動拌料、自動送料、自動出料及自動清洗過程,實現了整個設計的方案中所有的功能。通過對養豬場喂料送料系統的自動化改造,可以極大地節省人力成本,提高養豬場的運營效率,提高養殖行業的自動化水平,具有很好的市場發展前景。
[1]嚴盈富.監控組態軟件與PLC入門[M].北京:人民郵電出版社,2006.
[2]江秀漢,湯楠.可編程控制器原理及應用(第二版)[M].西安:西安科技大學出社,2003.
[3]張萬忠.電器與PLC控制技術[M].北京:化學工業出版社,2003.
[4]王整風.可編程控制器原理與實踐教程[M].上海:上海交通大學出版社,2007.
[5]曾慶波.監控組態軟件及其應用技術[M].哈爾濱:哈爾濱工業大學出版社,2005.
[6]袁任光.可編程控制器選用手冊[M].北京:機械工業出版社,2002.
[7]王永華.現代電氣控制及PLC應用技術[M].北京:北京航空航天大學出版社,2003.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
家庭影院技術(2017年9期)2017-09-26 03:41:45
環球時報(2017-03-30)2017-03-30 06:44:45
電子制作(2017年19期)2017-02-02 07:08:38