前擺臂沖壓仿真分析及其工藝驗(yàn)證
2018-01-25 05:32:26劉裕中吳雄偉鄧國(guó)朝謝國(guó)文廣州汽車集團(tuán)股份有限公司汽車工程研究院
鍛造與沖壓 2018年2期
文/劉裕中,吳雄偉,鄧國(guó)朝,謝國(guó)文·廣州汽車集團(tuán)股份有限公司汽車工程研究院
為適應(yīng)底盤零部件的輕量化需求,保證產(chǎn)品使用要求,因此需要使用更高強(qiáng)度等級(jí)的材料,由此給產(chǎn)品的沖壓成形帶來了更大的難度。本文針對(duì)CP800前擺臂沖壓工藝進(jìn)行可行性分析,發(fā)現(xiàn)采用以往的沖壓工藝,無法解決前擺臂局部翻邊開裂的問題,通過增加一套預(yù)成形模具,解決了局部翻邊開裂的問題,并在模具調(diào)試階段得到驗(yàn)證。
圖1為某車型底盤前擺臂,零件尺寸為480mm×235mm×40mm,其中轉(zhuǎn)角部位翻邊為伸長(zhǎng)翻邊,此處翻邊易出現(xiàn)開裂問題,翻邊局部示意圖如圖2所示,翻邊高度為19mm,轉(zhuǎn)角半徑為23mm。零件料厚為2.5mm,材料為CP800,材料參數(shù)見表1。
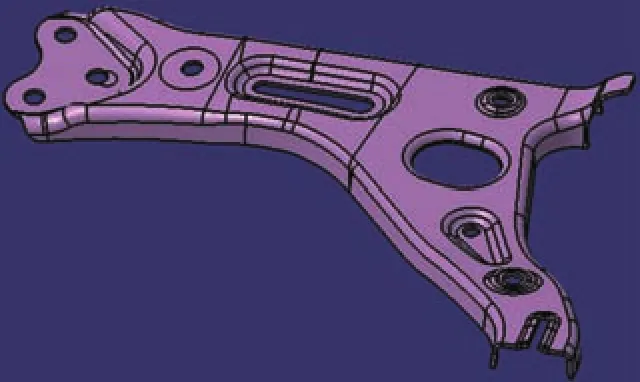
圖1 底盤前擺臂
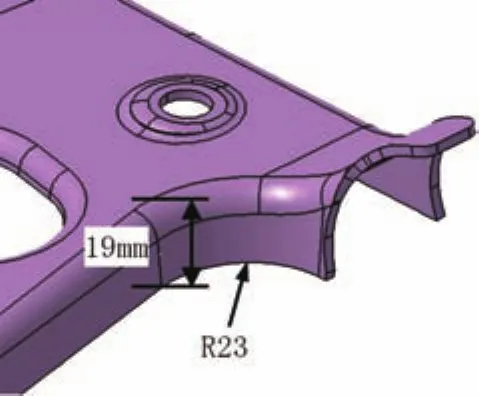
圖2 局部翻邊高度

表1 CP800 材料參數(shù)信息
傳統(tǒng)翻邊方案分析
前擺臂沖壓工藝方案制定
總結(jié)過往翻邊經(jīng)驗(yàn),在直接翻邊時(shí),翻邊高度H>R/3時(shí)(R為轉(zhuǎn)角半徑),翻邊易出現(xiàn)開裂,而前擺臂的翻邊高度與轉(zhuǎn)角半徑基本一致,不適合用直接翻邊成形的方案。解決這種高翻邊開裂問題的傳統(tǒng)方法是先將翻邊通過拉延成形出一部分形狀,待修邊完成后,再進(jìn)行翻邊成形,通過這種工藝方法,可以做到翻邊高度H>R/3。根據(jù)此方法,初步制定前擺臂沖壓工藝方案為:落料→成形→切邊沖孔→翻邊整形。
拉延分析結(jié)果
三維CAD中完成建模后,導(dǎo)入AutoForm軟件進(jìn)行模型設(shè)置,圖3為拉延分析模型。拉延工序分析結(jié)果及減薄率如圖4所示,分析結(jié)果表明此處最大減薄率為11.5%,成形性良好。

圖3 拉延分析模型

圖4 拉延工序分析結(jié)果及減薄率
翻邊分析結(jié)果
整形工序在修邊工序之后開展,三維CAD完成工藝建模后,導(dǎo)入AutoForm軟件進(jìn)行仿真模型設(shè)置,整形分析模型如圖5所示。整形工序分析結(jié)果及減薄率如圖6所示,分析結(jié)果表明此翻邊處最大減薄率為29.3%,易形成開裂。通過分析距鐓死點(diǎn)10mm處的模擬過程(圖7)可知,距鐓死點(diǎn)10mm時(shí),材料減薄率為18.3%,此時(shí)翻邊開始開裂。實(shí)際沖壓調(diào)試時(shí),此處翻邊存在開裂,開裂位置與實(shí)際分析結(jié)果一致,如圖8所示。

圖5 整形分析模型
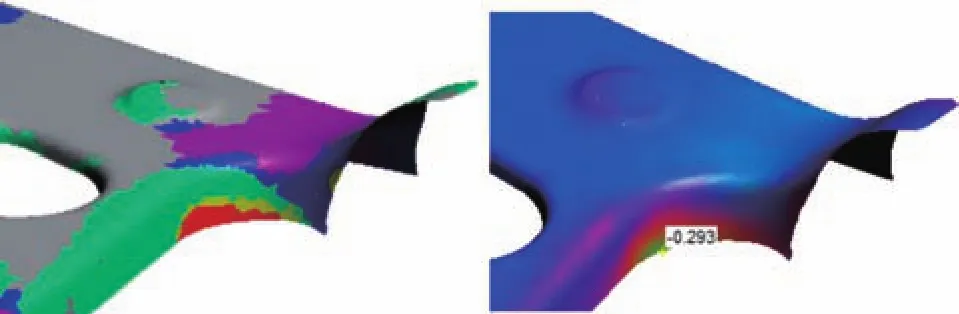
圖6 整形成形性及減薄率
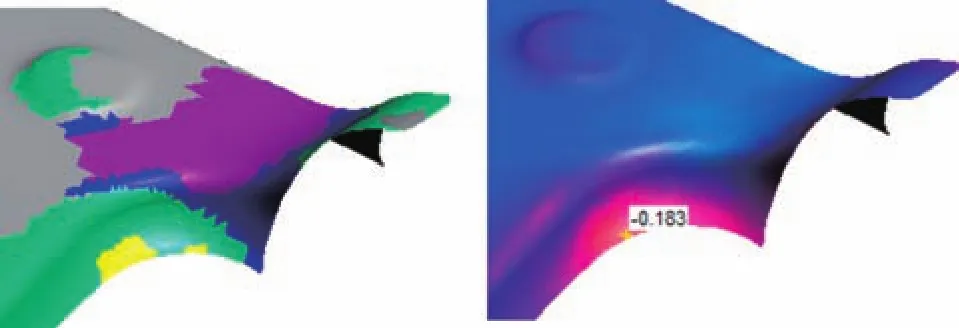
圖7 距鐓死點(diǎn)10mm位置分析結(jié)果圖
翻邊開裂原因及解決思路
翻邊部位應(yīng)變分析
翻邊部位的應(yīng)變狀態(tài)圖如圖9所示,主應(yīng)變?yōu)檠胤呏荛L(zhǎng)方向,次應(yīng)變?yōu)檠胤吀叨确较颍f明材料在向下翻邊的過程中,由于翻邊位置材料不足,翻邊邊緣位置周長(zhǎng)方向變形量大,使得材料局部減薄嚴(yán)重,并最終導(dǎo)致開裂。
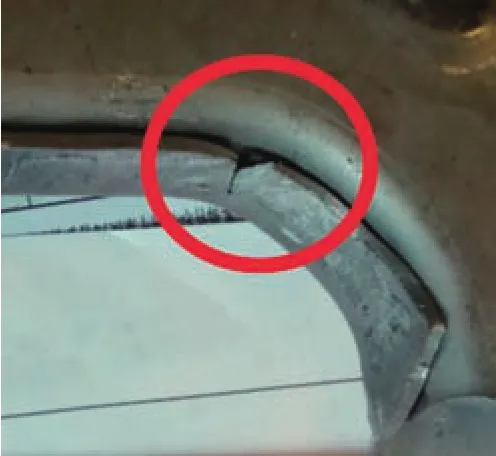
圖8 實(shí)際沖壓結(jié)果
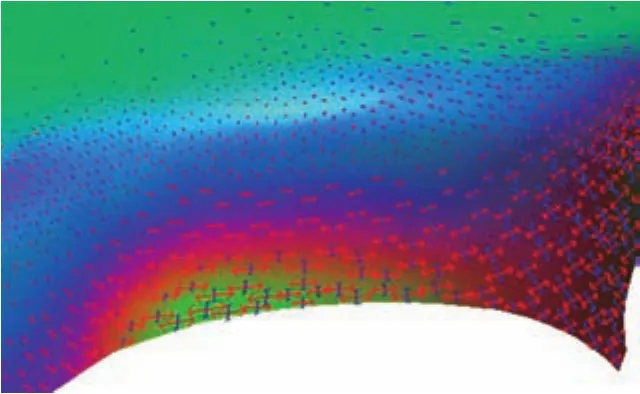
圖9 翻邊部位應(yīng)變狀態(tài)
翻邊開裂解決措施
要解決此處翻邊位置開裂,分析影響此處翻邊開裂的因素,主要是受翻邊高度H,轉(zhuǎn)角半徑R決定,但是由于產(chǎn)品設(shè)計(jì)約束,翻邊高度H以及轉(zhuǎn)角半徑R均無法更改,因此只能通過工藝的手段解決此處翻邊開裂。要解決此處翻邊開裂,就要使得此處材料在翻邊前與翻邊后的線長(zhǎng)變化量盡量小,從而使此處材料延展量小,避免開裂。常用方法有兩個(gè):方案1,在拉延工序增加儲(chǔ)料包,翻邊時(shí)降低翻邊線長(zhǎng)變化量;方案2,通過多次拉延,盡量拉延到與翻邊接近狀態(tài),降低翻邊線長(zhǎng)變化量。
方案1分析結(jié)果
在拉延工序上的紅圈位置,增加工藝儲(chǔ)料包,可以降低翻邊線長(zhǎng)的變化量,從而達(dá)到解決翻邊開裂的問題,如圖10所示。拉延分析結(jié)果表明此翻邊處最大減薄量為10%,成形狀態(tài)良好,如圖11所示。翻邊分析結(jié)果表明此處翻邊最大減薄量為30%,翻邊開裂如圖12所示。
方案1分析結(jié)果表明,此處由于產(chǎn)品翻邊變形量太大,即使后期多輪優(yōu)化此處儲(chǔ)料凸包,仍無法解決此處翻邊開裂問題,因此方案1無法解決此處翻邊開裂問題。

圖10 方案1局部增加儲(chǔ)料包
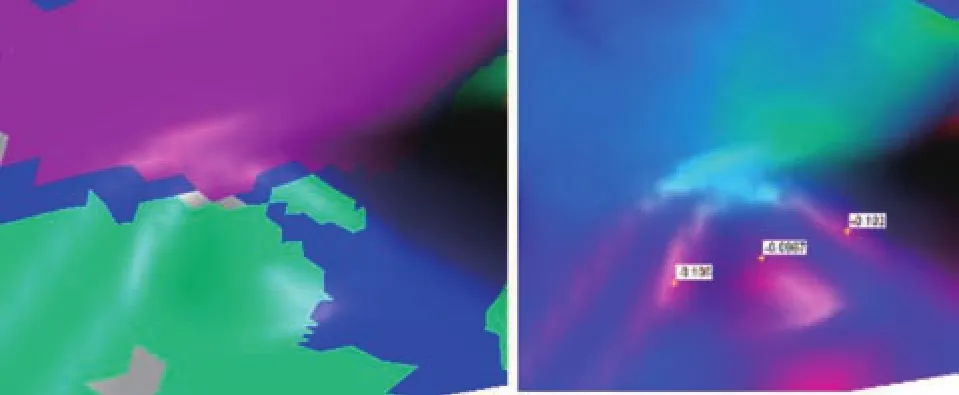
圖11 方案1拉延成形性及減薄率

圖12 方案1整形成形性及減薄率
方案2分析結(jié)果
通過增加一套預(yù)成形模具,使第二序產(chǎn)品拉延后的狀態(tài)盡量與翻邊狀態(tài)接近,降低翻邊線長(zhǎng)變化量,方案2增加的預(yù)成形凸包如圖13所示。方案2的關(guān)鍵在于增加預(yù)成形凸包,從而為第二序成形儲(chǔ)存足夠的材料(直接拉延第二序產(chǎn)品將開裂),修邊工序沿著第二序的圓角根部修邊到位,最后翻邊工序只需要將圓角部位成形到位即可。
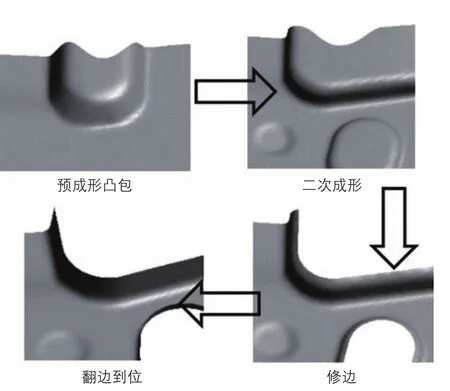
圖13 方案2增加預(yù)成形凸包
方案2中第二序成形最大減薄量為12%,成形狀態(tài)良好,如圖14所示。翻邊分析結(jié)果表明此處翻邊最大減薄量為20%,如圖15所示。采用方案2實(shí)際翻邊狀態(tài)良好,翻邊不開裂,實(shí)際沖壓結(jié)果如圖16所示。
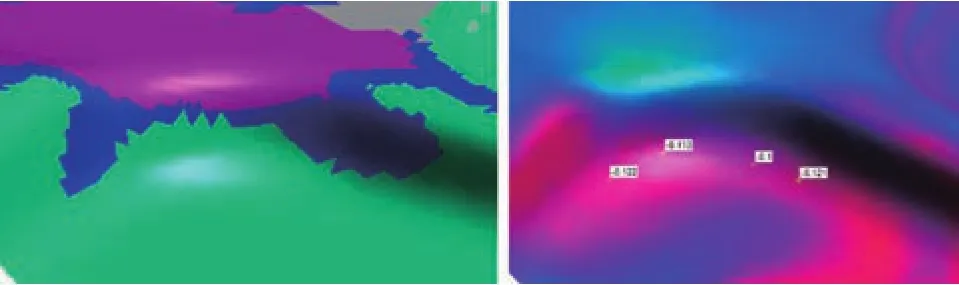
圖14 方案2二次成形性及減薄率

圖15 方案2翻邊成形性及減薄率

圖16 方案2實(shí)際沖壓結(jié)果
結(jié)論
⑴CP800級(jí)別的材料成形困難,在前擺臂轉(zhuǎn)角位置,翻邊高度大,轉(zhuǎn)角半徑小,采用以往的工藝方案難以成形到位。
⑵采用增加儲(chǔ)料凸包的方法,對(duì)前擺臂轉(zhuǎn)角位置翻邊開裂沒有實(shí)質(zhì)性的改善,主要是由于此處翻邊變形量太大,局部位置空間有限,儲(chǔ)料包儲(chǔ)料量有限。
⑶增加一套預(yù)成形模具,可以為第二序成形儲(chǔ)存足夠的材料,使第二序成形后的狀態(tài)盡量接近產(chǎn)品最終狀態(tài)。
⑷采用這種沖壓工藝方法,可以為其他大深度、小轉(zhuǎn)角半徑的翻邊成形提供借鑒。
猜你喜歡
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國(guó)中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06
