數控銑床圓弧切入切出編程技巧分析
2018-02-14 06:07:18韓勇娜王立蕓
時代農機 2018年12期
關鍵詞:程序
韓勇娜,王立蕓
(臨海市中等職業技術學校,浙江 臨海317000)
在機械產品中很多零件都具有內外輪廓,可能是標準形狀也可能是不標準形狀,且隨著社會的發展對機械產品的精度要求越來越高,普通的加工方法已經不能滿足零件的精度要求,在輪廓加工中進刀點和退刀點如果加工方法不當很容易出現過切現象造成零件廢品。合理的進退刀可以有效提高產品質量和加工效率。
在用數控銑床加工內輪廓和外輪廓的時候一般會采用直線切入切出或圓弧切入切出兩種方法。直線切入切出法編程方法簡單適合精度較低,以及初學者練習編程時使用。在實際產品生產中,若產品對質量要求較高,一般情況下都會采用圓弧切入切出的方法來編程。目前市場上的數控機床只有少數高端數控系統具有專門圓弧切入切出的指令(如德國的海德漢數控系統)。但大部分數控系統都還不具備專門的圓弧切入切出指令,這就需要操作人員根據不同的產品特點來進行加工程序的編寫。
以圓形為例,如需要加工圖1 所示的的外圓形輪廓,設加工深度為5 mm,毛坯尺寸為50 mm×50 mm。首先要選定一個切入點,選擇切入點的原則是首先保證零件精度,其次盡量使編程簡單減少計算,根據數控編程的坐標系以及圓的形狀特點可以確定四個特殊點,分別是圓形輪廓線與X、Y 坐標軸相交的A、B、C、D 四個點。本例選取A 點作為切入切出點。加工時首先確定起始點(也稱安全點)。起始點的確定原則是靠近工件但不接觸工件。假如我們選擇的加工刀具直徑為10 mm 的立銑刀,那么起始點X 軸坐標應大于30,選擇32 mm。加工程序如下:
O0001(程序名)
N1 G54 G90 M03 S1000(建立工件坐標系、絕對值編程、主軸正轉轉速1000n/min)
N2 G00 X32 Y0(快速定位到安全點)
N3 G00 Z2(快速下刀到安全點)
N4 G01 Z-5 F200(進給到加工深度)
N5 G41 G01 X23 Y8 D01(刀具半徑左補償到圓弧切入起點)
N6 G03 X15 Y0 R8(圓弧切入到切入切出點)
N7 G02 X15 Y0 I-15 J0(加工φ30 圓)
N8 G03 X23 Y-8 R8(圓弧切出)
N9 G40 G01 X32 Y0(取消刀補返回起始點)
N10 G00 Z100(抬刀)
N11 G00 X0 Y100(退刀)
N12 M05(主軸停)
N13 M30(程序結束)
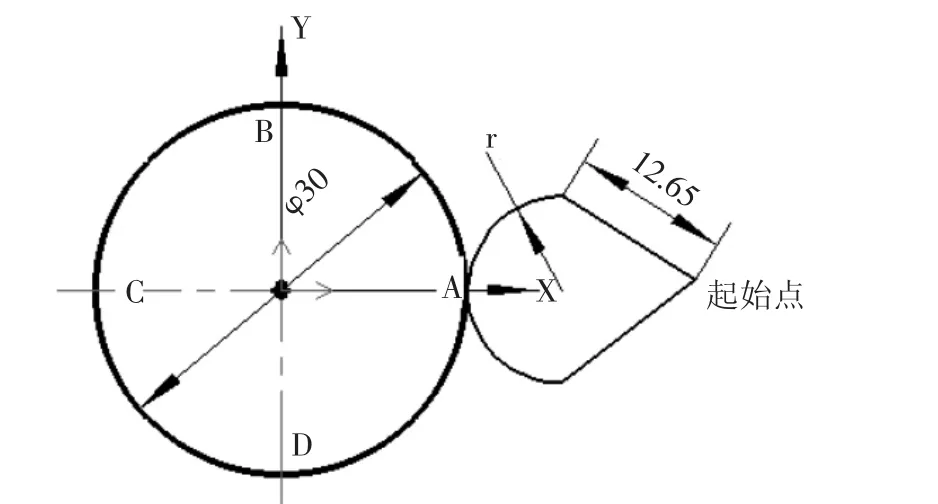
圖1
N5 和N9 程序段為添加刀具半徑補償和取消刀具半徑補償,因受刀具半徑長度影響,以及數控機床設定中,這兩句必須是在快速定位(G00)或直線插補(G01)狀態下,且機床運動的距離必須大于刀具半徑。此點為初學數控編程人員經常容易出錯的地方。在本例中,從起始點(X32 Y0)到圓弧切入起點(X23 Y8)所走距離約為12.6 mm。如果用改刀補的方法進行余量切除的話,刀補半徑補償值就必須小于12.6。
N6 和N8 程序段為圓弧切入和切出,本例選擇的為兩段四分之一圓弧半徑為8,在圓弧半徑的選擇上必須要滿足一個條件,即圓弧半徑必須大于刀具半徑。選擇四分之一圓弧目的是為了程序坐標點的計算方便。如果使用計算機編程或著計算機找點不需要手工計算坐標點的話,理論上圓弧半徑可以無限大。
外輪廓的加工上不受加工空間限制在起始點定位和圓弧切入切出點、圓弧切入切出半徑上選擇較多可根據加工效率、零件特征、編程習慣等進行選擇,自由度較大。但在加工內輪廓的時候由于加工范圍受限以及內輪廓曲率半徑限制起始點和圓弧切入切出長度和半徑都會局限在一定的范圍內。如圖2 所示,需加工直徑為16 mm 的內圓形輪廓,設加工深度為5 mm,加工刀具為直徑10 mm 的鍵槽銑刀。在本例中圓弧切入切出半徑r 必須大于刀具半徑并且小于內圓半徑即大于5 小于8,如果圓弧切入切出半徑r 小于刀具半徑的話,機床就會報警,顯示程序錯誤,如果大于內圓半徑的話就會過切,造成零件報廢。我們選取圓弧切入切出半徑為7 來進行編程。
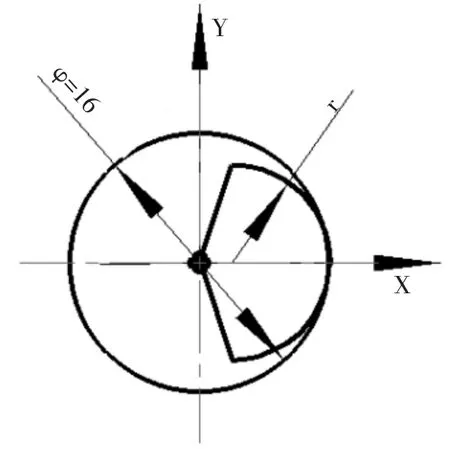
圖2
加工程序如下:
O0002(程序名)
N1 G54 G90 M03 S1000(建立工件坐標系、絕對值編程、主軸正轉轉速1000 n/min)
N2 G00 X0 Y0(快速定位到安全點)
N3 G00 Z2(快速下刀到安全點)
N4 G01 Z-5 F200(進給到加工深度)
N5 G41 G01 X1 Y-7 D01(刀具半徑左補償到圓弧切入起點)
N6 G03 X8 Y0 R7(圓弧切入到切入切出點)
N7 G03 X8 Y0 I-8 J0(加工φ16 內圓)
N8 G03 X1 Y7 R7(圓弧切出)
N9 G40 G01 X0 Y0(取消刀補返回起始點)
N10 G00 Z100(抬刀)
N11 G00 X0 Y100(退刀)
N12 M05(主軸停)
N13 M30(程序結束)
在以上兩個程序中都是采用了先下刀再加刀具半徑補償的方法來編程,此方法優點在于編程出錯率較低適合大部分機床,缺點是加工效率稍低。若數控機床操作人員編程技巧熟練對所操作的機床了解較深,也可以采用先加道具半徑補償在下刀和加工結束時先抬刀再取消刀具半徑補償的方法。以圖2 為例,加工程序如下:
O0003(程序名)
N1 G54 G90 M03 S1000(建立工件坐標系、絕對值編程、主軸正轉轉速1000n/min)
N2 G00 X0 Y0(快速定位到安全點)
N3 G00 Z2(快速下刀到安全點)
N4 G41 G00 X1 Y-7 D01(刀具半徑左補償到圓弧切入起點)
N5 G01 Z-5 F200(進給到加工深度)
N6 G03 X8 Y0 R7(圓弧切入到切入切出點)
N7 G03 X8 Y0 I-8 J0(加工φ16 內圓)
N8 G03 X1 Y7 R7(圓弧切出)
N9 G00 Z100(抬刀)
N10 G40 G00 X0 Y0(取消刀補返回起始點)
N11 G00 X0 Y100(退刀)
N12 M05(主軸停)
N13 M30(程序結束)
在此程序中N4 和N11 兩句中采用了G00(快速定位)的狀態建立和取消刀具半徑補償,機床運動速度比G01 要快很多,節省加工時間,降低加工成本,經濟性和加工生產效率較高。
本次分析的例題都是標準的圓形輪廓,對于不規則的輪廓編程時切入點的選擇和切入切出圓弧半徑的選擇上只要堅持按著以下幾個原則來編程基本能解決大部分零件加工編程。
①切入切出點盡量選擇象限點,即圖1 中A、B、C、D 四個點。
②若象限點坐標計算復雜,則選擇圖形輪廓中容易計算的坐標點。
③內輪廓盡量選擇曲率半徑較大的地方作為切入切出點。
④內輪廓編程時切入切出圓弧半徑盡量接近內輪廓曲率半徑,可以減少加工痕跡。
輪廓加工中按照本例的方法可以完成大部分輪廓的切入點程序編制,但還是有些情況無法采用圓弧切入切出來編程,這時候就可以采用另外的編程方法,如螺旋切入、斜線切入等,這就要機床操作人員根據具體情況具體分析,靈活運用。只要能加工出合格產品的程序都是好程序。在好程序的基礎上減少加工時間,提高刀具使用壽命等,使加工程序不斷優化。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40