基于三點(diǎn)法的主軸回轉(zhuǎn)精度實(shí)驗(yàn)分析
2018-04-02 09:53:24張根明
機(jī)械工程與自動化 2018年1期
關(guān)鍵詞:測量標(biāo)準(zhǔn)
張根明
(廣東工業(yè)大學(xué),廣東 廣州 511400)
0 引言
在超精密機(jī)床上加工回轉(zhuǎn)體工件時,回轉(zhuǎn)運(yùn)動是它們最基本的運(yùn)動形式。回轉(zhuǎn)運(yùn)動不管出現(xiàn)任何的誤差都會直接反映在被加工件上。當(dāng)我們進(jìn)行超精密加工時,對加工表面誤差影響最大的就是主軸的回轉(zhuǎn)誤差[1],因此對超精密機(jī)床回轉(zhuǎn)誤差的研究已經(jīng)成為學(xué)者們關(guān)注的熱點(diǎn)問題。
主軸回轉(zhuǎn)誤差指的是主軸的回轉(zhuǎn)軸線與理想的回轉(zhuǎn)軸線之間的誤差[2]。研究主軸的回轉(zhuǎn)誤差能夠很直觀地看出主軸的動態(tài)性能以及將要被加工的工件表面的粗糙度以及形狀誤差。主軸的回轉(zhuǎn)誤差從空間上可劃分為軸向誤差、徑向誤差、斜向誤差3種。
近幾年,國內(nèi)外有許多關(guān)于主軸回轉(zhuǎn)誤差測量技術(shù)研究的報道,Donaldson提出了用反轉(zhuǎn)法誤差分離技術(shù)來測量主軸回轉(zhuǎn)誤差[3]。東京技術(shù)學(xué)院Shoji Noguchi Tadao Tsukada和Atsushi Sakamot使用呈90°分布的兩個傳感器對數(shù)據(jù)進(jìn)行讀取,運(yùn)用矢量法來顯示主軸徑向誤差的測量結(jié)果,這種方法與傳統(tǒng)方法相比較更為精確[4]。中國船舶工業(yè)公司第6354所闡光萍使用了一種新的方法——雙向轉(zhuǎn)位法,對主軸徑向誤差進(jìn)行測量[5]。本文采用三點(diǎn)誤差分離法有效地將傳感器的安裝誤差和標(biāo)準(zhǔn)球的圓度誤差從采集的數(shù)據(jù)中進(jìn)行分離,并且對測量的數(shù)據(jù)進(jìn)行詳細(xì)分析,找出回轉(zhuǎn)精度的影響因素。
1 測量系統(tǒng)原理及實(shí)驗(yàn)方案
1.1 測試系統(tǒng)原理
當(dāng)主軸做勻速運(yùn)動時,傳感器探頭對主軸進(jìn)行回轉(zhuǎn)誤差的測量,由于不方便直接對主軸進(jìn)行測量,因此,我們需要借助一個高精度的標(biāo)準(zhǔn)球來測量,標(biāo)準(zhǔn)球由真空吸盤吸附在主軸端面,如圖1所示。在測量時會存在3種誤差,分別為安裝偏心誤差、標(biāo)準(zhǔn)球的圓度誤差和主軸的回轉(zhuǎn)誤差。第一種誤差是由安裝偏差引起的,可以轉(zhuǎn)換為距圓心的距離的正弦值和余弦值,是一次函數(shù),因此可用一次諧波濾除,剩余的兩種誤差可用誤差分離算法進(jìn)行分離[6-7]。因?yàn)橹鬏S的回轉(zhuǎn)誤差與主軸的輪廓沒有關(guān)系,是機(jī)器的固有特性,而標(biāo)準(zhǔn)球的形狀誤差也是固有特性,不會因測量裝置而改變,因此這兩個信號是獨(dú)立的[8],我們采用三點(diǎn)法,將3個高靈敏的傳感器布置在標(biāo)準(zhǔn)球同一截面,當(dāng)主軸轉(zhuǎn)動時,標(biāo)準(zhǔn)球跟著旋轉(zhuǎn),這時傳感器采集數(shù)據(jù),之后對采集的數(shù)據(jù)進(jìn)行分離。圖2為氣浮主軸回轉(zhuǎn)誤差測量實(shí)物圖。
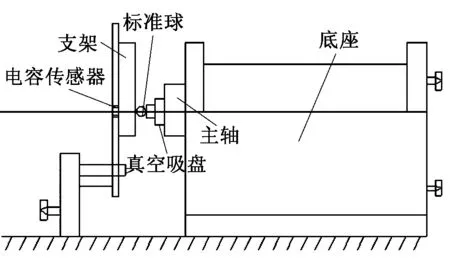
圖1 氣浮主軸回轉(zhuǎn)誤差測量裝置示意圖
1.2 實(shí)驗(yàn)方案
在主軸的軸端用真空吸盤吸附納米級圓度的標(biāo)準(zhǔn)球,配套3探頭安裝底座,將3個非接觸的雙靈敏度電容位移傳感器(傳感器型號為CPL190、靈敏度0.389 V/um)按照一定的角度安裝在同一截面內(nèi),將傳感器采集到的數(shù)據(jù)導(dǎo)入電腦中,通過電腦寫入的公式將電信號轉(zhuǎn)化成位移值,最后再利用MATLAB程序進(jìn)行仿真運(yùn)算,將仿真后的結(jié)果繪制成圖形。
分析徑向誤差中的同步誤差(Synch)和異步誤差(Asynch)兩個指標(biāo)。同步誤差是指主軸連續(xù)轉(zhuǎn)動時每一圈采樣值的總和再除以轉(zhuǎn)動的圈數(shù),其來源于軸承與軸承座的位置安裝誤差,導(dǎo)致工件的圓度問題。異步誤差是指每圈采樣的極值減去每圈采樣的同步誤差再取最大值,其來源于主軸受到的不正當(dāng)載荷引起的結(jié)構(gòu)振動,導(dǎo)致工件表面光潔度問題。同步誤差指標(biāo)適用于分析刀具在主軸內(nèi)旋轉(zhuǎn)的銑、鏜、鉆等對圓度要求高的工藝,異步誤差指標(biāo)適用于車削、磨削等刀具與工件有間斷的接觸、對表面粗糙度要求高的工藝。
2 三點(diǎn)法誤差分離模型
三點(diǎn)法誤差分離技術(shù)是由日本學(xué)者青木保雄和大園成夫在1966年提出的,該方法利用頻譜技術(shù)將圓度誤差與回轉(zhuǎn)誤差分離開來。
圖3為三點(diǎn)法分離圓度誤差和回轉(zhuǎn)誤差的原理圖,以傳感器檢測軸線S2、S3、S4的交點(diǎn)O為坐標(biāo)原點(diǎn)建立平面直角坐標(biāo)系XOY。R(θ)為被測件在θ處的圓度誤差,X(θ)、Y(θ)分別為主軸在θ處的回轉(zhuǎn)誤差在X、Y軸上的分量。α、β分別為S3、S2與S4之間夾角[9]。
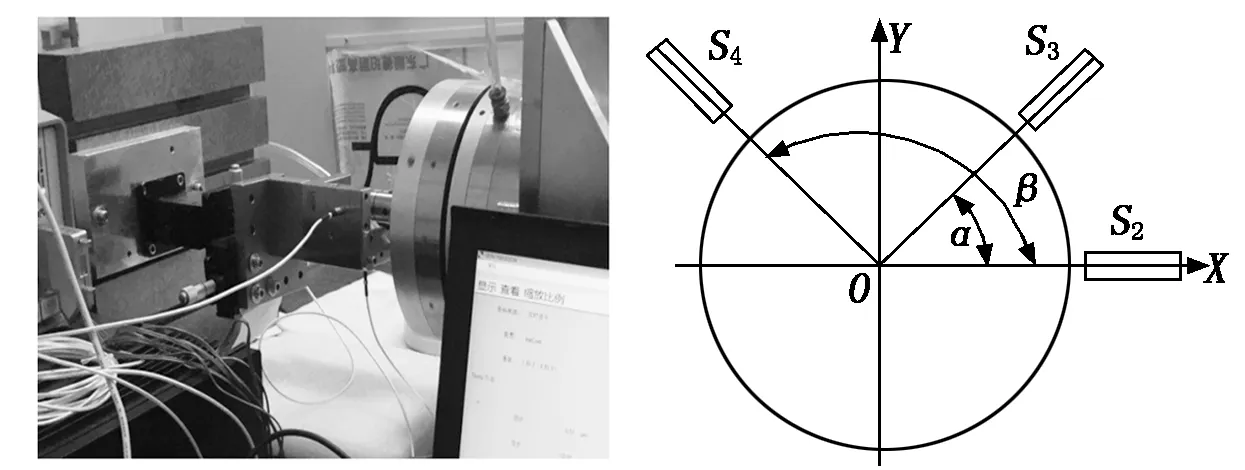
圖2氣浮主軸回轉(zhuǎn)誤差測量實(shí)物圖圖3三點(diǎn)法分離誤差原理圖
測量時,傳感器被固定在支架上,標(biāo)準(zhǔn)球隨著主軸做回轉(zhuǎn)運(yùn)動,其中S2(θ)、S3(θ)、S4(θ)分別為3個傳感器的信號輸出,這樣可以得出三個傳感器所包含的數(shù)據(jù):
S2(θ)=R(θ)+X(θ).
(1)
S3(θ)=R(θ+α)+X(θ)cosα+Y(θ)sinα.
(2)
S4(θ)=R(θ+β)+X(θ)cosβ+Y(θ)sinβ.
(3)
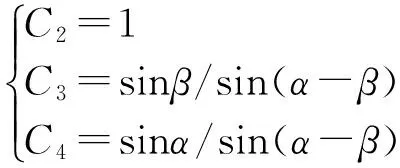
引入傳感器標(biāo)定系數(shù)C2、C3、C4,則式(1)、式(2)、式(3)分別乘以C2、C3、C4得到:
C(θ)=C2S2(θ)+C3S3(θ)+C4S4(θ).
(4)
將X(θ)、Y(θ)消去,得到三點(diǎn)誤差分離的基本方程:
C2S2(θ)+C3S3(θ)+C4S4(θ)=C2R(θ)+C3R(θ+α)+C4R(θ+β).
(5)
令C2=1,得到一組特性解為:
C(k)=C2S(k)+C3S(k1)+C4S(k2).
(6)
因?yàn)镾(k)和C(k)均為周期序列,故對兩邊進(jìn)行離散傅立葉變換,記C(k)的離散傅立葉變換為C(N),則:

(7)
而對式(6)兩端取DFT得:

(8)
對式(8)取傅氏反變換,可求得形狀輪廓誤差:

(9)
在超精密車床上,主軸運(yùn)轉(zhuǎn)時,其不斷重復(fù)的轉(zhuǎn)動并不是做周期運(yùn)動,只是主軸回轉(zhuǎn)時的精度非常高,幾乎每轉(zhuǎn)的保持性都非常好。由此計算出的同步誤差可以視作主軸的回轉(zhuǎn)運(yùn)動誤差:
(10)
Asyn(n)=S(k)-Syn(n).
(11)
3 測試數(shù)據(jù)分析
利用如圖2所示的測量系統(tǒng)進(jìn)行測量得到氣浮主軸在(500~1 000)r/min轉(zhuǎn)速下的徑向誤差。圖4、圖5分別為轉(zhuǎn)速為500 r/min時的時域圖、頻域圖。圖6、圖7為轉(zhuǎn)速1 000 r/min時的時域圖、頻域圖。
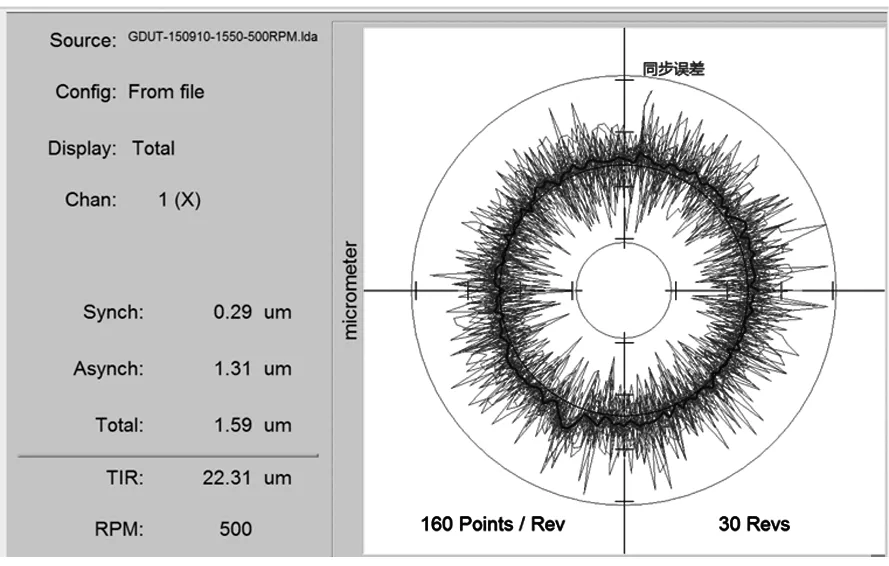
圖4 同步、異步誤差時域圖(n=500 r/min)
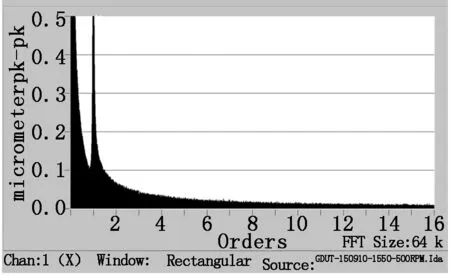
圖5 同步、異步誤差頻域圖(n=500 r/min)
時域圖是用極坐標(biāo)圖表示的,所形成的圖像是在主軸轉(zhuǎn)動時由傳感器對標(biāo)準(zhǔn)球每一圈采160個點(diǎn),共采集了30圈的結(jié)果,每一小格代表的是0.5 μm。圖4(圖6)中,同步誤差形成了一圈不規(guī)則的圖形,它是由主軸轉(zhuǎn)動時一圈圈的數(shù)據(jù)值重疊形成的,其極大值點(diǎn)和極小值點(diǎn)的差值的一半代表同步誤差的值。圍繞在同步誤差周圍那些雜亂無章的點(diǎn)所圍成的不規(guī)則圖形代表異步誤差,在圖形中的任意角度找到最大值和最小值,它們的差值就是異步誤差的取值,選取其中的最大值作為我們測量得到的異步誤差。
在圖5(圖7)中,橫坐標(biāo)為測量時信號提取的信號階次,其基頻的單位為64 kHz;縱坐標(biāo)代表的是每個階次所對應(yīng)的峰值,單位為mm。數(shù)字1代表1階諧波,也就是基頻,數(shù)字2~16代表2~16階諧波,它們都是1的整數(shù)倍,因此都是同步誤差,而那些分布在1~16中間的與基頻成非整數(shù)倍關(guān)系的諧波都是異步誤差。標(biāo)準(zhǔn)球的安裝誤差全部混在一次諧波中,因此我們要將其濾除掉。當(dāng)2~16任何一個階次的信號異常凸起,代表這個階次的信號很差,則在圖4中同步誤差會出現(xiàn)相應(yīng)數(shù)量的花瓣形狀,同樣它在最后計算同步誤差時所占的權(quán)重也會很大,這樣在計算中將會導(dǎo)致同步誤差很大。
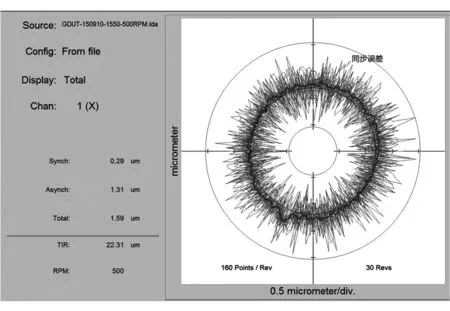
圖6 同步、異步誤差時域圖(n=1 000 r/min)
為了方便、形象地將所測得的數(shù)據(jù)表示出來并且驗(yàn)證三點(diǎn)法誤差分離的準(zhǔn)確性,將所測得的原始數(shù)據(jù)提取出來,除去安裝偏心和圓度誤差,在XY方向上合成,進(jìn)行計算處理,利用MATLAB對這些數(shù)據(jù)進(jìn)行仿真得到回轉(zhuǎn)誤差的圖像,這是主軸回轉(zhuǎn)誤差最常用的一種評定方法,不同轉(zhuǎn)速下回轉(zhuǎn)誤差仿真結(jié)果如圖8所示。
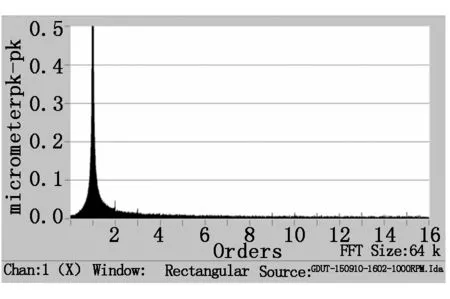
圖7 同步、異步誤差頻域圖(n=1 000 r/min)
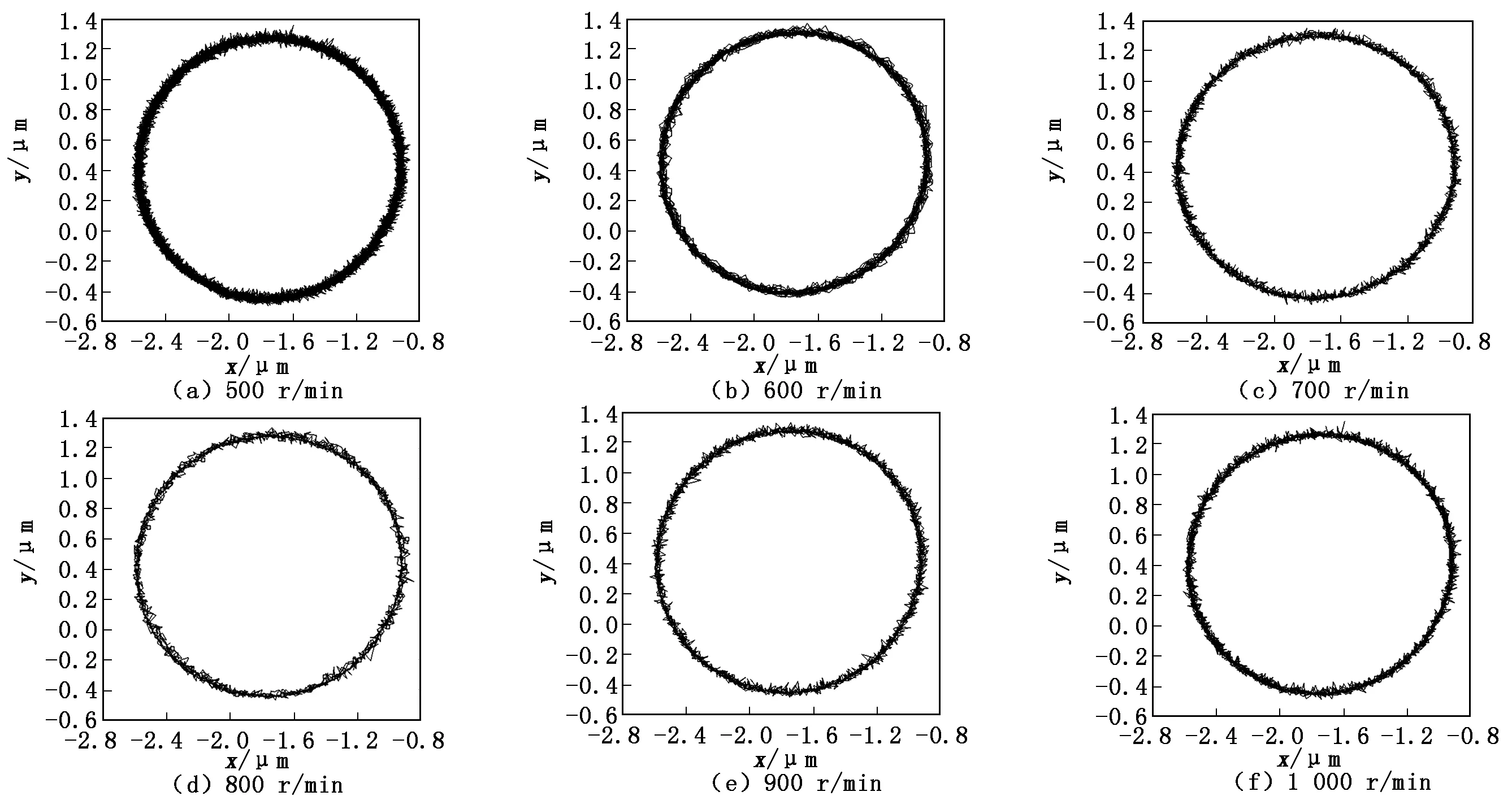
圖8 不同轉(zhuǎn)速下主軸的回轉(zhuǎn)誤差測量結(jié)果
圖8表示的是所采集原始數(shù)據(jù)的二維仿真圖形,圖中任意一點(diǎn)所取橫坐標(biāo)或縱坐標(biāo)的最大差值就是回轉(zhuǎn)誤差的值。
4 結(jié)語
本文通過三點(diǎn)法對氣浮主軸回轉(zhuǎn)誤差中的同步誤差、異步誤差進(jìn)行詳細(xì)的測量、分析,并用MATLAB對不同轉(zhuǎn)速下的同步誤差和異步誤差進(jìn)行仿真,可以很好地預(yù)測主軸加工出來的工件圓度、表面粗糙度等各項(xiàng)指標(biāo),這為在線監(jiān)控氣浮主軸的回轉(zhuǎn)誤差提供了很好的理論依據(jù)。
參考文獻(xiàn):
[1]尹自強(qiáng).超精密直線度測量及表面微觀形貌分析研究[D].長沙:國防科技大學(xué),2003 :1-10.
[2]陳長浩.主軸運(yùn)動精度的測試與研究[D].北京:北京工業(yè)大學(xué),2010:10.
[3]Donaldson R.A simple method for separating spindle error from test ball roundness error[J].Annals of the CIRP,1972,21(1):125-126.
[4]Shoji Noguchi,Tadao Tsukada,Atsushi Sakamot.Evaluation method to determine radial accuracy of high-precision rotating spindle units[J].Precision Engineering,1995,17(4):266-273.
[5]闡光萍.超精密空氣主軸回轉(zhuǎn)精度的測量與數(shù)據(jù)處理[J].航空精密制造技術(shù),1999(1):5-7.
[6]Muralikrishnan B,Venkatachalam S,Raja J,et al.A note on the three-point method for roundness measurement[J].Precision Engineering,2005,29(2):257-260.
[7]洪邁生,蔡萍.多步法誤差分離技術(shù)的比較分析[J].上海交通大學(xué)學(xué)報,2004,38(6):877-881.
[8]Liu H L.A new method and instrument for measuring circular motion error of NC machine tools[J].International Journal of Machine Manufacture,2005,45(11): 1347-1351.
[9]黃斌.基于激光位移傳感器的數(shù)控機(jī)床主軸徑向運(yùn)動誤差測試方法研究[D].杭州:浙江大學(xué),2008:37.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:52
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
專用汽車(2016年4期)2016-03-01 04:13:43
