內(nèi)燃機(jī)鋼制活塞焊接的研究現(xiàn)狀
2018-04-09 07:35:57,,
機(jī)械制造文摘(焊接分冊(cè)) 2018年1期
關(guān)鍵詞:焊縫
,,
(山東大學(xué) 材料科學(xué)與工程學(xué)院,山東 濟(jì)南 250061)
0 前言
內(nèi)燃機(jī)因具有較高的熱效率、優(yōu)良的動(dòng)力性能、可靠耐久等優(yōu)點(diǎn),而被廣泛應(yīng)用于載重汽車、鐵路機(jī)車及船用發(fā)動(dòng)機(jī)等領(lǐng)域[1]。內(nèi)燃機(jī)按照使用燃料的不同分為汽油機(jī)、柴油機(jī)、天然氣機(jī)等。天然氣被稱為清潔能源,自上世紀(jì)以來就被高度重視,但由于中國研發(fā)天然氣發(fā)動(dòng)機(jī)技術(shù)起步較晚,因此天然氣發(fā)動(dòng)機(jī)目前主要應(yīng)用于城市小型載客汽車;汽油發(fā)動(dòng)機(jī)具有體積小、重量輕、起動(dòng)性好、噪音小等特點(diǎn),成為絕大多數(shù)轎車發(fā)動(dòng)機(jī)的首選;柴油的能量密度高,在熱效率及經(jīng)濟(jì)性方面具有較大優(yōu)勢(shì),主要用在大、重型載貨汽車上,但在廢氣及噪聲污染方面面對(duì)巨大的挑戰(zhàn)[2]。在歐美市場(chǎng)中,由于歐VI排放標(biāo)準(zhǔn)的實(shí)施使得柴油發(fā)動(dòng)機(jī)廣受青睞,因其在動(dòng)力、功率、維修、節(jié)油等方面具有汽油發(fā)動(dòng)機(jī)無法比擬的優(yōu)勢(shì),更符合新時(shí)代對(duì)內(nèi)燃機(jī)大功率、低排放的要求。柴油發(fā)動(dòng)機(jī)可通過增壓,即增加充氣量及燃油供應(yīng)量,達(dá)到進(jìn)一步提高功率的目的,并且在較高的壓力下柴油燃燒更完全,排煙的濃度降低,廢氣中含有的CO和碳?xì)浠衔锏纫灿兴档停瑢?duì)減少汽車尾氣污染有利[3]。
隨著氣缸爆發(fā)壓力超過20 MPa且燃?xì)鉁囟瘸?00 ℃,高溫高壓的工作環(huán)境對(duì)內(nèi)燃機(jī)的要求更為苛刻,而內(nèi)燃機(jī)整體性能的提高主要依靠于關(guān)鍵零部件的提升。活塞作為內(nèi)燃機(jī)的心臟零件,在整個(gè)發(fā)動(dòng)機(jī)工作過程及廢氣排放方面起到至關(guān)重要的作用[4]。為提高活塞的剛度及高溫使用性能,選用更高強(qiáng)度的鋼代替?zhèn)鹘y(tǒng)鋁合金,采用焊接式結(jié)構(gòu)代替整體式結(jié)構(gòu)制備活塞,利用焊接方法制造的高強(qiáng)鋼材質(zhì)的活塞早在2012年德國漢諾威國際商用車展中,就已作為重點(diǎn)展示產(chǎn)品展出。在國內(nèi)部分活塞制造廠與重點(diǎn)高校聯(lián)合,針對(duì)鋼制活塞及相應(yīng)地焊接方法進(jìn)行研究,雖有較快發(fā)展但仍處于理論探究和實(shí)驗(yàn)摸索階段。
1 鋼制活塞焊接的優(yōu)點(diǎn)
活塞在發(fā)動(dòng)機(jī)工作過程中主要受周期變化的機(jī)械負(fù)荷和熱負(fù)荷、活塞與缸套間的摩擦力、頂部高溫高壓燃?xì)獾臒釕?yīng)力以及裙部受連桿擺動(dòng)產(chǎn)生的側(cè)壓力等的影響[5]。目前中國車用活塞多由鋁合金鑄成。鋁合金雖有質(zhì)量輕、導(dǎo)熱性好、運(yùn)動(dòng)慣性小等優(yōu)點(diǎn),但其熱膨脹系數(shù)大,高溫時(shí)強(qiáng)度和硬度下降較快,尤其在受力和受熱作用下,裙部最易發(fā)生變形,增加與缸套間的摩擦撞擊,易造成噪音污染且縮短使用壽命[6]。
鋼的熱導(dǎo)率低,鋼制活塞燃燒室的溫度要高出鋁合金50~100 ℃。對(duì)柴油發(fā)動(dòng)機(jī)而言,燃?xì)鉁囟仍礁咴接欣谶_(dá)到柴油的自燃溫度且燃燒充分,但過高的溫度加劇了活塞疲勞損傷且會(huì)引起燃燒室縮口及凹坑出現(xiàn)裂紋,影響使用性能[7]。較低的熱膨脹系數(shù)使得鋼制活塞在長(zhǎng)期工作時(shí),裙部也不會(huì)產(chǎn)生較大橢圓變形,因此在裝配活塞選擇間隙時(shí),不易出現(xiàn)鋁活塞中的卡死或敲擊問題。除此之外,鑄造鋁合金的抗拉強(qiáng)度平均在150~250 MPa之間,而普通的合金結(jié)構(gòu)鋼的抗拉強(qiáng)度絕大多數(shù)在780 MPa以上,其中超高強(qiáng)度鋼可高達(dá)1 000 MPa以上。鋁合金活塞多通過頂部陽極氧化、P變質(zhì)處理、鑄鐵鑲環(huán)、鋁纖維等方法進(jìn)行強(qiáng)化以滿足使用性能[8],而鋼材料經(jīng)過適當(dāng)?shù)臒崽幚砗捅砻鎻?qiáng)化,比經(jīng)過表面處理的鋁合金更耐磨損。高強(qiáng)度的鋼不僅滿足對(duì)活塞性能的要求,且通過降低活塞高度使得其整體重量和鋁活塞相差無幾。同時(shí),這種高度的降低,加長(zhǎng)了活塞連桿,有利于減輕裙部的側(cè)向壓力[9]。
鋁合金活塞主要有單體式和組合式兩種,單體式由鋁合金鑄成,組合式活塞是鋼頂鋁裙通過連接螺栓成為整體。相應(yīng)地,鋼制活塞亦有整體式鍛鋼活塞和焊接式兩種。鋼制活塞由于頂部溫度較高,因此大多采取設(shè)置內(nèi)冷油腔的冷卻方式。整體式活塞將頭部和裙部整體鍛造成型,在環(huán)岸的下側(cè)加工出環(huán)形槽,并用兩塊碟形的彈簧片與之形成封閉的內(nèi)冷油腔。整體式鍛鋼活塞有利于降低摩擦損失及改善漏氣性能,但隨著最高燃燒壓力超過21 MPa,活塞環(huán)岸由于結(jié)構(gòu)懸浮,承載能力較弱,易發(fā)生變形影響發(fā)動(dòng)機(jī)性能及可靠性[10]。焊接式結(jié)構(gòu)是將活塞的頭部與裙部分別鍛造成型,通過焊接成為一體,形成封閉的內(nèi)冷油腔。這種結(jié)構(gòu)不僅具有提高熱穩(wěn)定性,減少裙部摩擦,提升活塞導(dǎo)向的作用,同時(shí)與缸套間隙減小,有利于降低油耗,提高活塞的燃燒效率及使用壽命[11]。但要求活塞內(nèi)外兩層焊縫同時(shí)焊接,這無疑給傳統(tǒng)的焊接工藝提出了難題。
2 鋼制活塞的摩擦焊
摩擦焊是一種固相熱壓焊技術(shù),在焊縫中不存在與熔化和凝固冶金有關(guān)的焊接缺陷和脆化現(xiàn)象,焊接接頭強(qiáng)度能夠達(dá)到甚至超過母材的強(qiáng)度。目前,國內(nèi)外針對(duì)鋼制活塞的焊接,選用的方法多是摩擦焊技術(shù)。輝門鋼活塞[12]是行業(yè)內(nèi)首次使用摩擦焊技術(shù)生產(chǎn)的全鋼活塞,其采用的雙摩擦焊技術(shù)在內(nèi)部和外部同時(shí)具有兩個(gè)摩擦焊接面,其中兩道焊縫分別在活塞環(huán)岸和內(nèi)腔位置。在摩擦焊過程中,為保證內(nèi)外焊縫的焊接質(zhì)量盡量接近,減小因線速度不同導(dǎo)致的熱量不同問題,內(nèi)部小直徑環(huán)面先進(jìn)行摩擦,達(dá)到一定溫度,大直徑環(huán)面再進(jìn)行接觸摩擦焊接[13]。與典型的單圈摩擦焊縫相比,在焊接參數(shù)上的變化表現(xiàn)在主軸電機(jī)電樞電流有兩個(gè)前峰值,滑臺(tái)位移多出一個(gè)平臺(tái)。使用摩擦焊的鋼活塞,在結(jié)構(gòu)上具有更高的強(qiáng)度、剛性及冷卻效果,在性能上的優(yōu)勢(shì)體現(xiàn)在降低了鋼活塞整體重量,有利于控制內(nèi)燃機(jī)的漏氣量和機(jī)油消耗。
針對(duì)鋼制活塞摩擦焊的研究探索,李義等人[14]對(duì)CA6DM2活塞采用38MnVS6非調(diào)質(zhì)鋼利用摩擦焊方法,通過控制軸向變形量控制摩擦焊接參數(shù),焊后進(jìn)行高溫回火,分析顯微組織、硬度及強(qiáng)度。其摩擦焊鋼活塞的結(jié)構(gòu)圖如圖1所示。試驗(yàn)表明,經(jīng)熱處理后的焊縫組織主要為細(xì)小的針狀馬氏體組織,焊縫及基體硬度滿足活塞的使用要求,抗拉強(qiáng)度超過基體強(qiáng)度且斷裂未發(fā)生在焊縫區(qū)。杜隨更等人[15]著重研究了38MnVS6鋼制活塞摩擦焊接頭微觀組織,焊縫組織如圖2所示,其中大量的灰色組織為細(xì)小針狀的馬氏體,硫化物夾雜呈黃色。由于母材中的軸向分布變化為垂直軸向,硫化物夾雜的聚集與分布成為影響接頭性能的主要原因。
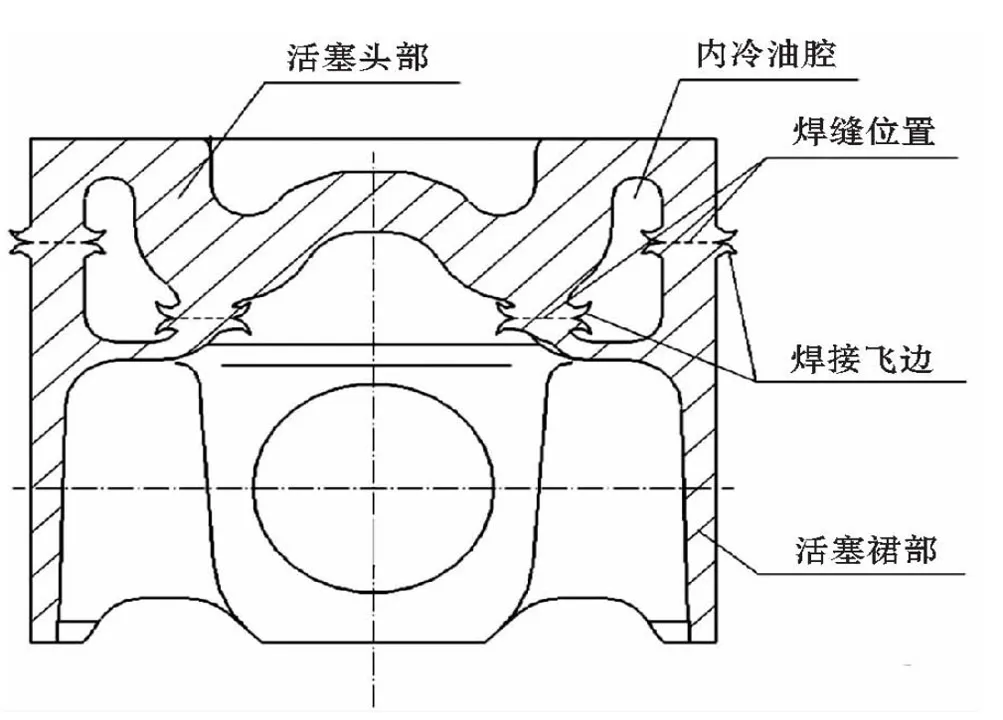
圖1 摩擦焊鋼活塞結(jié)構(gòu)圖
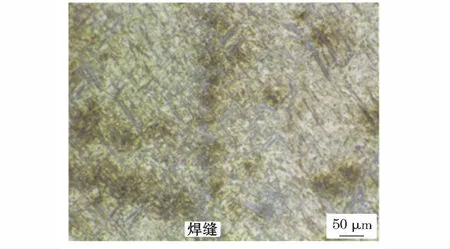
圖2 摩擦焊焊縫組織
利用摩擦焊方法得到的活塞,經(jīng)拉伸以及硬度檢測(cè),實(shí)測(cè)數(shù)據(jù)均高于基體要求,表明摩擦焊活塞在強(qiáng)度及硬度方面皆滿足實(shí)際服役條件。但摩擦焊焊接方法本身在焊接環(huán)形件時(shí)存在著明顯不足。鋼制活塞摩擦焊接宏觀接頭形貌圖如圖3所示。摩擦焊會(huì)形成飛邊尤其在環(huán)形、管狀件內(nèi)的飛邊無法去除,且軸向縮短量的不同對(duì)產(chǎn)品尺寸造成影響[14-15]。Luo J等人[16]針對(duì)連續(xù)摩擦焊焊接管狀、套狀結(jié)構(gòu)時(shí)出現(xiàn)的飛邊問題,運(yùn)用試驗(yàn)分析了摩擦焊管狀結(jié)構(gòu)時(shí)飛邊的形成過程,指出焊接工藝對(duì)飛邊的大小有著重要影響。朱海等人[17]通過對(duì)35Cr2Ni4MoA鋼環(huán)形件的摩擦焊過程進(jìn)行模擬,分析了溫度場(chǎng)、應(yīng)力應(yīng)變場(chǎng)對(duì)軸向縮短量及飛邊的影響規(guī)律,提出在穩(wěn)定摩擦焊和頂端階段,軸向縮短和飛邊開始形成并逐漸增加。姬書得等人[18]則選用45鋼環(huán)形結(jié)構(gòu)件研究溫度場(chǎng)、頂鍛壓力、轉(zhuǎn)速對(duì)材料流動(dòng)及飛邊形成的影響,并提出在難以去除的內(nèi)飛邊上,殘余拉應(yīng)力較大區(qū)域易開裂,脫落的顆粒會(huì)損傷旋轉(zhuǎn)中心軸進(jìn)而降低使用壽命。
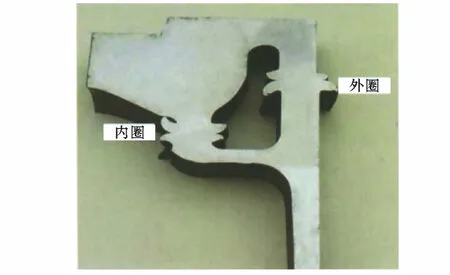
圖3 摩擦焊宏觀接頭形貌
在活塞內(nèi)冷油腔內(nèi)部產(chǎn)生的飛邊會(huì)阻礙冷卻油的流動(dòng)和震蕩,并在長(zhǎng)期高壓油的沖擊下脫落,形成硬質(zhì)顆粒,磨損發(fā)動(dòng)機(jī)氣缸等關(guān)鍵部位,造成功率下降,排放惡化。為減小內(nèi)側(cè)飛邊的產(chǎn)生,在設(shè)計(jì)過程中可通過適當(dāng)增大內(nèi)側(cè)倒角、設(shè)計(jì)臺(tái)階結(jié)構(gòu)、留有間隙等方法加以改善。另外,為減輕鋼質(zhì)活塞重量,將活塞壁盡可能的減薄,使得冷卻油腔過于靠近燃燒室導(dǎo)致油道頂部溫度升高,這使得油腔頂部更容易積碳進(jìn)一步影響冷卻效果[19]。由于產(chǎn)品結(jié)構(gòu)的限制,鋼制活塞焊后在軸向上不再進(jìn)行大尺寸加工。而摩擦焊加工出的產(chǎn)品,由于其摩擦轉(zhuǎn)速、頂鍛壓力的影響及固相擴(kuò)散、材料流動(dòng)的快慢程度,使得長(zhǎng)度尺寸一致性差,這就對(duì)焊接過程中參數(shù)的控制提出了更高的精確要求[15]。
3 鋼制活塞的激光-電弧復(fù)合焊
針對(duì)摩擦焊焊接鋼制活塞時(shí)出現(xiàn)的問題,國內(nèi)外學(xué)者致力于進(jìn)行其他焊接方法實(shí)現(xiàn)活塞焊接的可行性研究。其中激光焊因其能量密度高、焊接速度快、變形小、可非接觸遠(yuǎn)距離焊接難以接近部位等特點(diǎn)受到人們的關(guān)注。頂部焊接設(shè)計(jì)理念應(yīng)運(yùn)而生,即在活塞的冷卻通道頂端布置1條縱向焊縫,并利用激光-電弧復(fù)合焊將活塞本體與環(huán)形槽連接成一體,其結(jié)構(gòu)設(shè)計(jì)如圖4所示。這種設(shè)計(jì)不僅簡(jiǎn)化了縮口燃燒室和冷卻通道的加工成型過程,方便在燃燒室邊緣處設(shè)置防護(hù)嵌件強(qiáng)化燃燒室避免開裂,而且可以制造出摩擦焊接幾乎不可能制造的活塞結(jié)構(gòu),如極端縮口型燃燒室結(jié)構(gòu)和非同心結(jié)構(gòu)[20]。
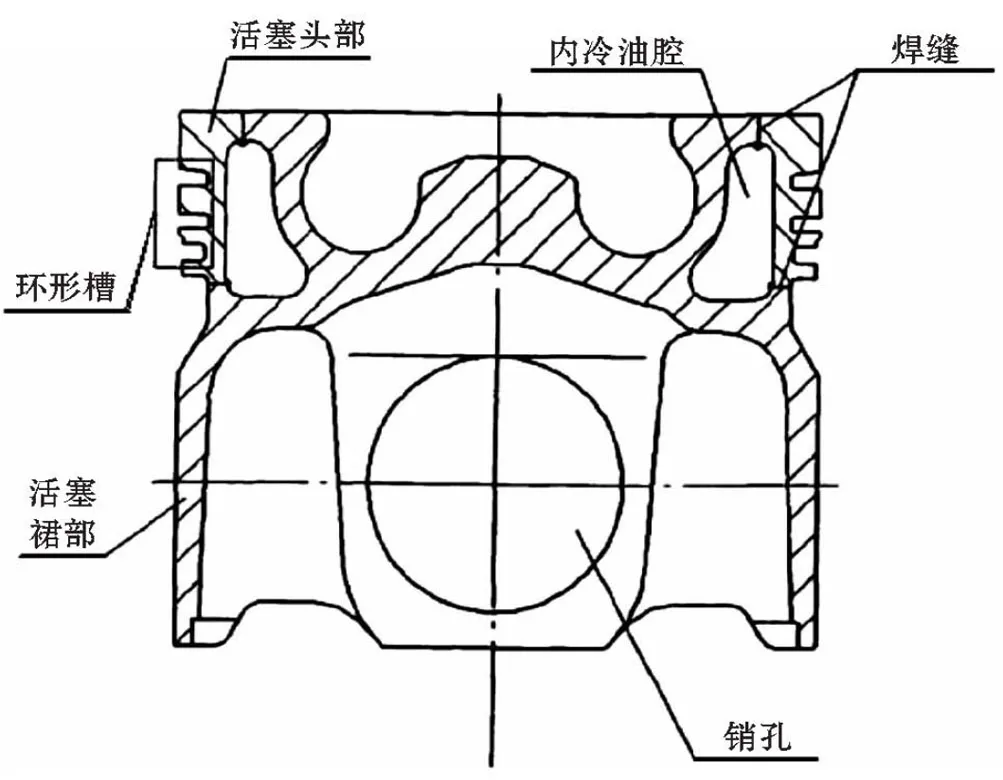
圖4 激光-電弧復(fù)合式焊接活塞結(jié)構(gòu)圖
劉維娟等人[21]利用有限元模擬活塞溫度場(chǎng),表明激光-電弧復(fù)合焊接活塞不僅使得頂部及燃燒室溫度較高,燃燒更充分,有利于降低熱損失,減少有害排放;而且其環(huán)槽及銷孔等部位溫度降低,減小了積碳風(fēng)險(xiǎn),防止活塞環(huán)出現(xiàn)卡滯,并減小環(huán)及環(huán)槽的摩擦磨損。且通過臺(tái)架試驗(yàn)還表明,新型的激光電弧復(fù)合焊接活塞可以滿足發(fā)動(dòng)機(jī)對(duì)強(qiáng)度及排放的要求,是中重型柴油機(jī)的理想選擇。
范榮博[23]采用激光焊接方式,配備整套發(fā)動(dòng)機(jī)活塞焊接設(shè)備,可完成活塞材料為42CrMoA和38CrMnS6,最大焊接厚度為10 mm的環(huán)形焊縫的焊接。其激光-電弧復(fù)合焊典型焊縫成形如圖5所示。并根據(jù)42CrMoA中碳調(diào)質(zhì)鋼內(nèi)燃機(jī)活塞套實(shí)際裂紋問題,從金相和斷口分析確定裂紋為結(jié)晶裂紋,可能由雜質(zhì)偏聚和應(yīng)力過大造成,可通過改變坡口形狀和更換焊絲消除。
曾少波[22]對(duì)重型車用柴油機(jī)活塞結(jié)構(gòu)的發(fā)展趨勢(shì)提出了猜想,其中摩擦焊活塞及激光-電弧復(fù)合焊活塞的實(shí)物圖分別如圖6a~6b所示。激光電弧復(fù)合焊接式活塞在焊接時(shí)通過環(huán)岸部位的階梯結(jié)構(gòu)定位,結(jié)構(gòu)比較精確,解決了形成飛邊造成活塞潛在失效的問題;焊縫布置在活塞頂部,不在環(huán)岸及內(nèi)腔預(yù)留焊縫位置,可將活塞內(nèi)腔改變?yōu)榈缺诤駸崃餍幸詼p重質(zhì)量,同時(shí)頭部可布置更大的燃燒室。此外,這種鋼活塞可以采用更小的壓縮高,不僅可以從整體上減小發(fā)動(dòng)機(jī)尺寸,進(jìn)而減輕重量,而且可加長(zhǎng)連桿長(zhǎng)度,減小活塞側(cè)向壓力,降低摩擦磨損,從而降低油耗,一定程度上提高了發(fā)動(dòng)機(jī)的整體性能。
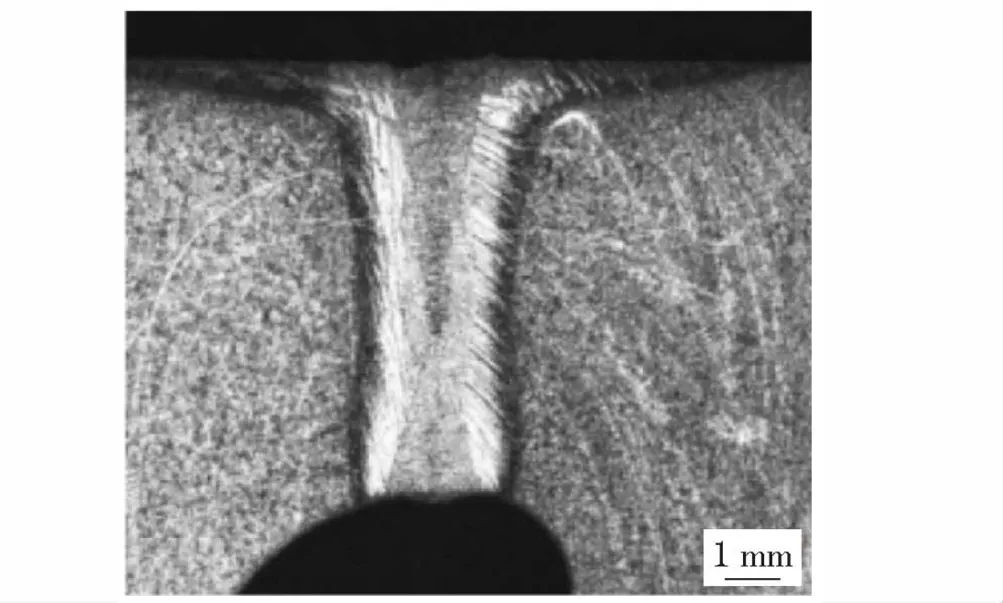
圖5 激光焊接鋼制活塞的微觀組織

圖6 活塞實(shí)物圖
運(yùn)用激光-電弧復(fù)合焊焊接鋼制活塞仍處于研究探索階段,但激光-電弧復(fù)合焊這一新型高效焊接方法,在焊接厚板高強(qiáng)鋼方面已有良好的應(yīng)用,并改善了高強(qiáng)鋼激光焊接過程中出現(xiàn)的凝固裂紋、熱影響區(qū)裂紋、接頭軟化等問題。利用激光-電弧復(fù)合焊接實(shí)現(xiàn)了對(duì)25 mm S355J2鋼厚板單道焊,并通過調(diào)節(jié)焊接熱輸入避免出現(xiàn)未焊透現(xiàn)象[24]。利用不填絲激光焊實(shí)現(xiàn)了對(duì)焊接性較差的42CrMo鋼的焊接,焊縫無裂紋,但存在密集的氣孔,優(yōu)化工藝參數(shù)后氣孔消失[25]。激光-電弧復(fù)合焊改善了高強(qiáng)鋼厚大件的工藝焊接性,但在焊接鋼制活塞時(shí),仍然存在產(chǎn)生未焊透、裂紋、氣孔等缺陷的可能,需通過進(jìn)一步實(shí)驗(yàn)改善工藝參數(shù)以應(yīng)用于實(shí)際生產(chǎn)線。
激光-電弧復(fù)合焊鋼制活塞在結(jié)構(gòu)上具有摩擦焊無法比擬的優(yōu)勢(shì),且模擬分析得出活塞滿足使用要求,在焊接一般活塞用鋼方面表現(xiàn)良好。且激光-電弧復(fù)合焊在焊接車用高強(qiáng)度厚板上的應(yīng)用,為實(shí)現(xiàn)鋼制活塞大批量、機(jī)械化、自動(dòng)化生產(chǎn)提供了支持,因而具有良好的應(yīng)用前景。
4 鋼制活塞的釬焊
真空釬焊因其潔凈的焊接環(huán)境、良好的釬焊接頭質(zhì)量以及可同時(shí)形成多道焊縫成為焊接鋼制活塞的另一選擇。與激光-電弧復(fù)合焊通過改變焊縫的位置解決摩擦焊飛邊問題不同,真空釬焊可保留焊縫位置不變,因此活塞的頭部及裙部的鑄造成型過程也不需改動(dòng)。真空釬焊焊接結(jié)構(gòu)如圖7所示。活塞頭和活塞裙分別鍛造成型,頭部和裙部通過定位裝置連接,將主焊接面和副焊接面焊接在一起形成封閉的內(nèi)冷油腔,在焊接面上均設(shè)有釬料填充區(qū)。這種真空釬焊方法得到的活塞接頭,內(nèi)冷油腔內(nèi)壁光滑、無飛邊毛刺,位置準(zhǔn)確,活塞頭部冷卻效果較好。真空釬焊同樣不受燃燒室或冷卻油腔形狀的限制,且兩道環(huán)形焊縫不必同軸,為活塞上環(huán)槽的加工提供便利。

圖7 真空釬焊鋼活塞結(jié)構(gòu)圖
真空釬焊鋼制活塞不僅避免了飛邊的產(chǎn)生,提高了焊縫質(zhì)量,較易的保證壁厚均勻程度,還降低了故障率,提高了使用安全性,延長(zhǎng)活塞的使用壽命。與激光-電弧復(fù)合焊焊活塞利用環(huán)岸部位進(jìn)行定位和精確焊接不同的是,真空釬焊是利用在內(nèi)側(cè)焊接面上的定位銷、在活塞頭下部?jī)蓚?cè)開的定位槽以及活塞本體兩側(cè)的工裝夾具進(jìn)行定位連接。真空釬焊優(yōu)越性表現(xiàn)在:在裙部的焊接面上開360°環(huán)形溝槽以方便釬料的填充;對(duì)于帶有狹窄溝槽的部件、密閉容器、形狀復(fù)雜的零部件真空釬焊也可實(shí)現(xiàn)較好連接,因此也可用于一些特殊形狀的活塞焊接;其焊接設(shè)備簡(jiǎn)單,焊接工序簡(jiǎn)易,可節(jié)約生產(chǎn)時(shí)間,提高生產(chǎn)效率,降低生產(chǎn)成本。
目前,國內(nèi)主要進(jìn)行38MnVS6非調(diào)質(zhì)鋼和42CrMo中碳鋼作為鋼質(zhì)活塞材料的研究,但未有真空釬焊焊接鋼質(zhì)活塞的研究成果見諸報(bào)端,而真空釬焊工藝在焊接高強(qiáng)鋼異種材料方面早已有所應(yīng)用。闕仲萍等人[26]采用CuMnNi釬料真空釬焊42CrMo鋼與YG8硬質(zhì)合金,在1 030 ℃獲得最優(yōu)釬焊接頭,釬料在42CrMo側(cè)具有更好的潤(rùn)濕性,斷裂多發(fā)生在硬質(zhì)合金側(cè)。利用真空釬焊對(duì)42CrMo鋼活塞進(jìn)行焊接,采用BNi釬料得到的焊縫組織如圖8所示,釬料溶解充分,與基體之間相互擴(kuò)散,釬縫中間有少量的黑色顆粒物出現(xiàn),釬縫兩側(cè)界面區(qū)為細(xì)小的馬氏體組織,無氣孔、裂紋等缺陷,釬焊接頭整體組織致密。釬焊接頭經(jīng)熱處理后,抗拉強(qiáng)度在400 MPa左右滿足活塞的使用強(qiáng)度要求。
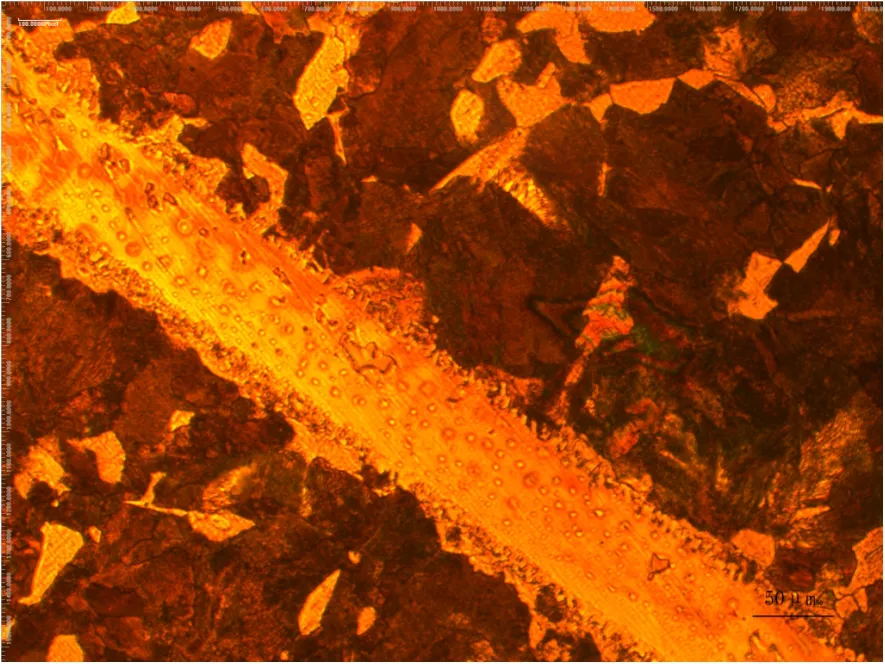
圖8 42CrMo鋼活塞真空釬焊接頭微觀形貌
5 結(jié)束語
鋼制活塞因其優(yōu)良的力學(xué)性能成為滿足當(dāng)前活塞功率及排放要求的首選。采用焊接方法制備的活塞具有更高的剛度和承載強(qiáng)度,文中主要簡(jiǎn)述了使用較多的摩擦焊、高效率的激光電弧復(fù)合焊、真空釬焊三種焊接方法在鋼制活塞制備過程中的特點(diǎn)。其中,摩擦焊的飛邊及長(zhǎng)度尺寸問題,影響其他發(fā)動(dòng)機(jī)零部件工作性能,降低整體使用壽命;激光-電弧復(fù)合焊較為容易實(shí)現(xiàn)活塞制備機(jī)械化生產(chǎn),但生產(chǎn)成本較其他兩種方法更高;真空釬焊雖焊縫強(qiáng)度較低,但足以滿足使用要求,且焊后無需進(jìn)行機(jī)械加工,具有一定優(yōu)勢(shì)。摩擦焊作為一種固相焊方法,其接頭最接近母材強(qiáng)度;激光電弧復(fù)合焊接接頭強(qiáng)度也比釬焊接頭高,真空釬焊焊件經(jīng)熱處理后,強(qiáng)度可達(dá)到活塞的使用要求。三種方法在焊接鋼制活塞時(shí),接頭微觀組織主要為細(xì)小的馬氏體,另有少量的夾雜聚集。針對(duì)激光-電弧復(fù)合焊及真空釬焊僅初步應(yīng)用于鋼制活塞,其存在的問題仍待進(jìn)一步的研究探索。
[1]Baberg A, Freidhager M, Mergler H.柴油機(jī)活塞材料的選擇理念[J].國內(nèi)外內(nèi)燃機(jī),2014,46(1):56-58.
[2]李志毅.車用汽油機(jī)和柴油機(jī)優(yōu)劣淺析[J].北京汽車,1997,1(4):17-18,32.
[3]Wakode V R, Kanase-Patil A B. Regression analysis and optimization of diesel engine performance for change in fuel injection pressure and compression ratio[J]. Applied Thermal Engineering,2017,113(2):322-333.
[4]潘斌,李國權(quán),張興軍.活塞的故障及原因分析[J].內(nèi)燃機(jī)配件,2005,26(2):22-26.
[5]汪奕帆,姚煥新.汽車發(fā)動(dòng)機(jī)活塞受力有限元分析[J].寧波工程學(xué)院學(xué)報(bào),2012,24(3):59-62.
[6]Tan Y C, Ripin Z M. Technique to determine instantaneous piston skirt friction during piston slap[J]. Tribology International,2014,74(6):145-153.
[7]Szmytka F, Salem M, Oudin A, et al. Thermal fatigue analysis of automotive Diesel piston: Experimental procedure and numerical protocol[J]. International Journal of Fatigue,2015,73(4):48-57.
[8]劉勝吉,高宗英.中小功率柴油機(jī)用新型鐵質(zhì)鉸接式活塞的發(fā)展[J].江蘇理工大學(xué)學(xué)報(bào),1995,16(1):7-11.
[9]Schreer K, Roth I, Schneider S, et al. Analysis of aluminum and steel piston-comparison of friction, piston temperature and combustion[J]. Journal of Engineering for Gas Turbines and Power,2014,136(8):1-7.
[10]劉世英,翟鵬,王志敏.高負(fù)荷柴油機(jī)鍛鋼活塞的研究開發(fā)[J].內(nèi)燃機(jī)工程,2006,27(6):30-32.
[11]馬學(xué)軍,張文利,王世利,等.鍛鋼結(jié)構(gòu)活塞的研究開發(fā)[J].內(nèi)燃機(jī),2006,22(4):4-6,9.
[12]朱敏慧.應(yīng)對(duì)法規(guī)升級(jí)輝門中國引入Monosteel?鋼活塞[J].汽車與配件,2016,36(17):28-29.
[13]張屹林,高占雨.鍛鋼活塞摩擦焊工藝研究[J]. 焊接,2008,52(12):43-47,67.
[14]李義,張屹林,崔艷兵,等.CA6DM2鍛鋼活塞摩擦焊接工藝[J].機(jī)械制造文摘-焊接分冊(cè),2014,28(2):25-28.
[15]杜隨更,高漫,槐小兵,等.鍛鋼活塞摩擦焊接參數(shù)及接頭組織分析[J].焊接,2014(4):13-16,73.
[16]Luo J, Ye Y H, Xu J J, et al. A new mixed-integrated approach to control welded flashes forming process of damping-tube-gland in continuous drive friction welding[J].Materials and Design,2009,30(2):353-358.
[17]朱海,郭艷玲,張珊珊.35Cr2Ni4MoA高強(qiáng)鋼摩擦焊接頭熱力耦合有限元分析[J].焊接學(xué)報(bào),2013,34(4):81-84.
[18]姬書得,劉建光,張利國,等.材料流動(dòng)對(duì)連續(xù)驅(qū)動(dòng)摩擦焊飛邊形成的影響[J].焊接學(xué)報(bào),2013,34(4):31-34.
[19]徐濤,吳義民.內(nèi)燃機(jī)活塞頂面積碳的分析及初步研究[J].內(nèi)燃機(jī)與動(dòng)力裝置,2016,33(2):73-76.
[20]Gabriel D, Hettich T.高速柴油機(jī)用Top Weld?鋼活塞[J].國外內(nèi)燃機(jī),2015,47(6):45-49.
[21]劉維娟,石小明,高渤,等.新型激光焊接整體鍛鋼結(jié)構(gòu)活塞的研制[J].內(nèi)燃機(jī)與動(dòng)力裝置,2015,32(2):31-33,37.
[22]曾少波.重型車用柴油機(jī)活塞結(jié)構(gòu)及材料的發(fā)展趨勢(shì)[J].汽車工藝師,2016,14(6):75-77.
[23]范榮博.發(fā)動(dòng)機(jī)活塞激光焊接系統(tǒng)研究[J].城市建設(shè)理論研究(電子版),2013(13):1-5.
[24]Farrokhi F, Larsen R M, Kristiansen M. Single-pass hybrid laser welding of 25 mm thick steel[J]. Physics Procedia,1917,89:49-57.
[25]龐銘,譚建松,王建平,等.42CrMo激光焊焊縫組織[J].焊接技術(shù),2010,39(2):15-16,20.
[26]闕仲萍,王海龍.YG8硬質(zhì)合金與42CrMo鋼的真空釬焊連接[J].機(jī)械工程材料,2009,33(2):35-38.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
