Q235鋼鍍鋅層對(duì)鋼/鋁合金攪拌摩擦點(diǎn)焊接頭性能的影響
2018-04-09 07:06:06,
機(jī)械制造文摘(焊接分冊(cè)) 2018年1期
關(guān)鍵詞:界面
,
(湖北汽車工業(yè)學(xué)院 材料科學(xué)與工程學(xué)院,湖北 十堰 442002)
0 前言
汽車輕量化是節(jié)省燃油和降低排放的主要選擇對(duì)策。為了既能實(shí)現(xiàn)車身輕量化又能保證汽車安全,多元結(jié)構(gòu)材料車身越來越受到汽車工業(yè)的青睞[1],鋼/鋁車身復(fù)合框架結(jié)構(gòu)為汽車輕量化提供了有效的技術(shù)途徑,但鋼/鋁異種金屬的連接問題一直困擾著汽車制造企業(yè)。
鋼與鋁的密度、熔點(diǎn)、電阻率、熱導(dǎo)率和線膨脹系數(shù)等物理性能均存在很大差異[2],而且鋁及其合金的化學(xué)活潑性很強(qiáng),在高溫下易氧化形成高熔點(diǎn)的Al2O3氧化膜,成為鋼/鋁異種金屬焊縫中的夾雜物,增加異質(zhì)接頭的脆性,易導(dǎo)致未熔合的產(chǎn)生;鐵與鋁之間屬于“冶金學(xué)上的不相容性”,在焊接熱源的作用下易發(fā)生化學(xué)反應(yīng)生成一系列脆性的Fe-Al金屬間化合物,且鐵在鋁中的溶解度極小,在室溫下,鐵幾乎不溶于鋁,所以在焊接冷卻過程中會(huì)產(chǎn)生FeAl3,F(xiàn)e2Al,F(xiàn)e2Al7,F(xiàn)e2Al5和FeAl2等金屬間化合物,降低接頭的塑韌性,甚至引起焊接裂紋[3],這些脆性金屬間化合物的存在成為焊接接頭的薄弱環(huán)節(jié);其熔點(diǎn)差異很大,鋼的熔點(diǎn)約1 500 ℃,而鋁的僅為660 ℃,相差約900 ℃,焊接時(shí)鋁先熔化,待鋼熔化后,由于二者密度相差很大,鋼的密度為7 800 kg/m3,而鋁的密度僅為2 700 kg/m3,液態(tài)鋁浮在鋼液上,難以形成焊縫,或冷卻后焊縫成份不均勻,使焊接接頭的性能降低[4]。由此可見,鋼/鋁之間的熔化焊接存在極大的困難。
攪拌摩擦焊(Friction Stir Welding, FSW)是一種固相連接技術(shù),該方法是使被焊金屬達(dá)到塑性狀態(tài)實(shí)現(xiàn)連接的方法。該焊接方法對(duì)材料的適應(yīng)性較強(qiáng),可以不受或少受材料的物理性能、晶體結(jié)構(gòu)等因素的影響,對(duì)克服不同材料間性能差異帶來的焊接困難具有較大的優(yōu)勢(shì)[5]。很多學(xué)者采用攪拌摩擦焊進(jìn)行了異種金屬的焊接,如Elrefaey等人[6]采用FSW對(duì)純鋁和鍍鋅低碳鋼進(jìn)行了搭接焊試驗(yàn),獲得了高于鋁合金基材強(qiáng)度的鋼/鋁異種金屬攪拌摩擦焊搭接接頭;Bozzi S等人[7]利用攪拌摩擦點(diǎn)焊焊接了6061鋁合金和高強(qiáng)低合金鋼等;國內(nèi)也有一些學(xué)者進(jìn)行了相關(guān)的研究[8~10]。
目前汽車鋼板大多采用鍍鋅鋼板,因此鍍鋅層以及鍍鋅層的厚度對(duì)焊接質(zhì)量起著至關(guān)重要的作用,文中主要研究采用不同鋅層厚度來進(jìn)行鋼/鋁合金異種金屬的攪拌摩擦點(diǎn)焊,了解鋅對(duì)鋼/鋁合金連接所起的作用。
1 試驗(yàn)材料及方法
1.1 試驗(yàn)材料
試驗(yàn)材料選用2 mm厚的6061鋁合金板和1 mm厚的Q235冷軋鋼板,切割成100 mm×30 mm待用,點(diǎn)焊試樣搭接長度[11]選定為25 mm。試驗(yàn)用材料的主要化學(xué)成分及力學(xué)性能[12]如表1和表2所示。試驗(yàn)用不同厚度的鍍鋅層采用自制的電鍍裝置獲得。

表1 試驗(yàn)材料的主要化學(xué)成分(質(zhì)量分?jǐn)?shù),%)

表2 試驗(yàn)材料的力學(xué)性能
1.2 試驗(yàn)方法
1.2.1鋼板鍍鋅試驗(yàn)
采用自制的電鍍?cè)O(shè)備,在Q235低碳鋼板基體上電鍍鋅。通過計(jì)算法和測(cè)厚儀相結(jié)合,獲得不同厚度鍍鋅層的鍍鋅鋼板,為了比較不同厚度鍍鋅層對(duì)焊接質(zhì)量的影響,試驗(yàn)采用的鍍鋅層厚度分別為8~12 μm、16~20 μm、24~28 μm和32~36 μm。
1.2.2攪拌摩擦點(diǎn)焊試驗(yàn)
采用FSW-RT31-006型臺(tái)式攪拌摩擦焊機(jī),其轉(zhuǎn)速在100~1 500 r/min之間可調(diào),焊接壓力可以根據(jù)軸肩下壓量進(jìn)行調(diào)節(jié),攪拌頭傾角為0°。試驗(yàn)用柱狀螺紋攪拌頭,軸肩直徑10 mm,攪拌針長2.4 mm。
6061鋁合金與Q235低碳鍍鋅鋼板攪拌摩擦點(diǎn)焊接頭采用鋁合金在上鋼在下的搭接方式進(jìn)行攪拌摩擦焊接。每組參數(shù)焊接4個(gè)試樣,3個(gè)試樣用做拉剪試驗(yàn),得到的拉剪力取三者的平均值,一個(gè)試樣用作金相分析。通過前期大量的焊接工藝試驗(yàn),獲得在不同鍍鋅層厚度下的攪拌摩擦點(diǎn)焊的最佳工藝參數(shù)后,在優(yōu)化的焊接工藝參數(shù)下將電鍍好的鍍鋅鋼板與6061鋁合金板施焊,獲得不同鍍鋅層厚度的點(diǎn)焊接頭,將點(diǎn)焊接頭進(jìn)行拉剪測(cè)試和組織分析,確定鍍鋅層厚度對(duì)點(diǎn)焊接頭性能的影響。
2 試驗(yàn)結(jié)果及分析
2.1 鍍鋅層厚度對(duì)FSSW接頭拉剪力的影響
表3為在不同鍍鋅層厚度下獲得的攪拌摩擦點(diǎn)焊接頭的拉剪力值。從表3可以得出,沒有鍍鋅層時(shí),攪拌摩擦焊接頭的拉剪力為2.2 kN,當(dāng)鍍鋅層厚度為8~12 μm時(shí),點(diǎn)焊接頭有最大拉剪力6.46 kN,隨著鍍鋅層厚度的增加,點(diǎn)焊接頭的拉剪力呈現(xiàn)下降趨勢(shì),從16~20 μm的2.61 kN下降到32~40 μm的0.85 kN。由此可見,鍍鋅層厚度范圍在8~12 μm范圍內(nèi)可獲得拉剪力較好的鋼/鋁合金攪拌摩擦點(diǎn)焊接頭。
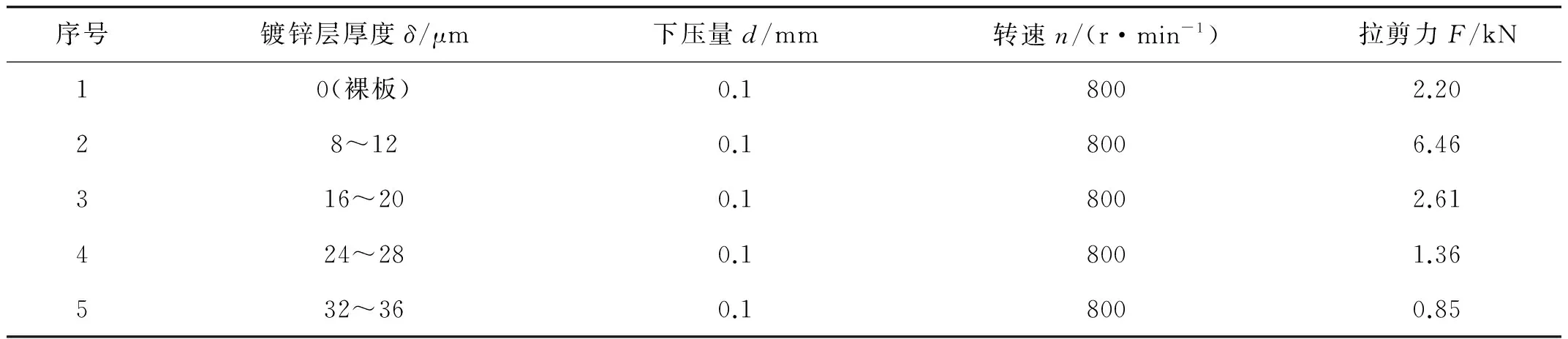
表3 鍍鋅層厚度對(duì)點(diǎn)焊接頭拉剪力的影響
2.2 鍍鋅層厚度對(duì)FSSW接頭形貌的影響
在鋼/鋁合金異種金屬的攪拌摩擦點(diǎn)焊中,能夠?qū)崿F(xiàn)連接主要得益于被稱為“鉤子”的區(qū)域[7]。這個(gè)區(qū)域中鋼在攪拌針的攪拌和摩擦作用下,發(fā)生了一定的塑性變形,然后在鋁合金的塑性流動(dòng)作用下,攪拌針周圍區(qū)域發(fā)生了凸起,嵌入到發(fā)生了塑性變形的鋁合金中,冷卻后形成了“鉤子”的形貌。圖1為試驗(yàn)獲得的典型的鋼/鋁合金結(jié)合界面的“鉤子”形貌,圖中a是鋁合金側(cè),b是鋼側(cè),黑色線條是鋼/鋁合金分界面。
圖2a~圖2e分別是鋅層厚度為0 μm,8~12 μm,16~20 μm,24~28 μm和32~36 μm點(diǎn)焊接頭界面“鉤子”形貌圖。結(jié)合界面“鉤子”形貌,對(duì)不同鍍鋅層的點(diǎn)焊接頭表現(xiàn)出來的力學(xué)性能進(jìn)行分析和比較。由圖可見,在相同的焊接參數(shù)下,沒有鍍鋅層的鋼板中“鉤子”處的鋼呈現(xiàn)出破碎的形態(tài),沒有形成完整的“鉤子”,該試樣的強(qiáng)度較低,而圖2b~圖2d為有鍍鋅層的鋼板,其“鉤子”呈現(xiàn)出了較完整的形貌,只是隨著鍍鋅層厚度的增加,鉤子與鋁合金界面間的接觸面積變小,在靠近“鉤子”的鋼/鋁合金界面處有些破碎的“鋼顆粒”,這可能是導(dǎo)致其拉剪力下降的原因。
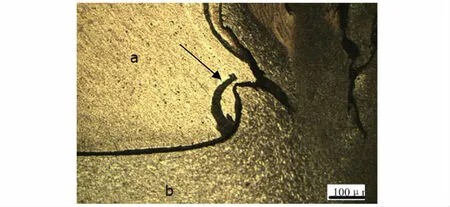
圖1 鋼/鋁合金攪拌摩擦焊點(diǎn)焊接頭界面“鉤子”形貌
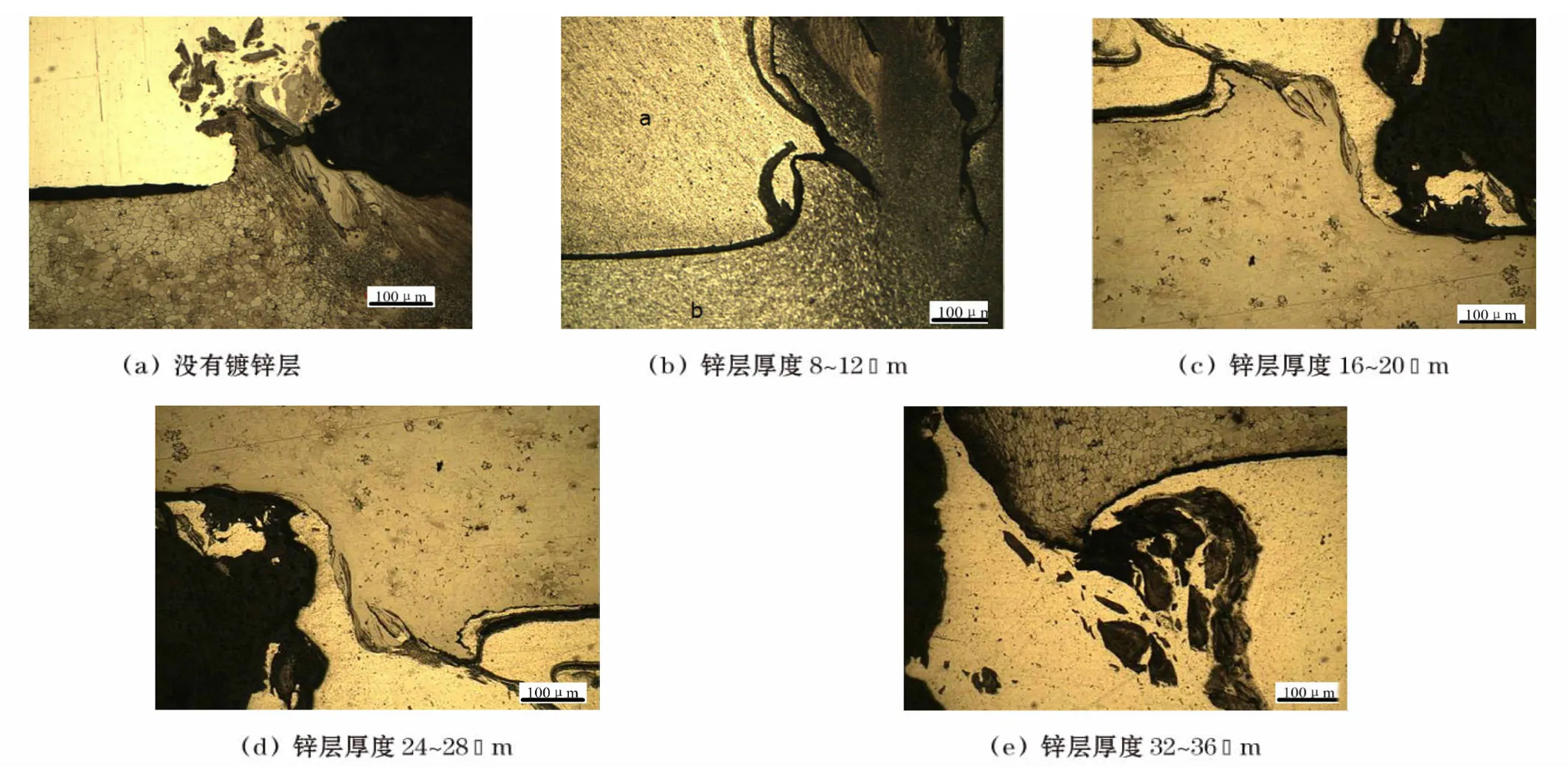
圖2 鍍鋅層厚度對(duì)“鉤子”形狀的影響
2.3 FSSW接頭界面元素過渡分析
為了進(jìn)一步了解鋼/鋁合金異種金屬攪拌摩擦點(diǎn)焊接頭鋼/鋁合金界面處元素是否有擴(kuò)散,采用掃描電鏡中的能譜分析(EDS)手段對(duì)鋼/鋁合金界面進(jìn)行了面掃描和線掃描,測(cè)試位置如圖3a、圖4a所示,測(cè)試結(jié)果如圖3b、圖4b~圖4e及表4所示。圖3a為其面掃描位置圖,圖3b是其元素分布譜圖,能譜分析獲得的數(shù)據(jù)如表4所示,在該掃描面內(nèi),Al占69.05%,Zn占14.03%,F(xiàn)e只有0.65%。因此,在鋼/鋁合金界面處Fe的擴(kuò)散非常有限,Zn在界面處含量較高,并且在兩種基材(鋁合金、鋼)中均有擴(kuò)散。
圖3 鋼/鋁合金界面掃描位置及能譜圖
為了更詳細(xì)分析在鋼/鋁合金攪拌摩擦點(diǎn)焊接頭界面上各元素的擴(kuò)散情況,對(duì)鋼/鋁合金界面進(jìn)行了線掃描,如圖4所示。從各元素的分布情況看,Al幾乎沒有向鋼中進(jìn)行擴(kuò)散,在鋼中Al含量幾乎為0,而Fe元素存在少量的擴(kuò)散現(xiàn)象,在鋁合金側(cè)有一定含量的Fe元素分布;鋁合金中的Mg和鍍鋅層的Zn在界面處的含量較高,說明Mg和Zn起到了連接鋼/鋁合金的作用。
2.4 Zn元素在鋼/鋁合金界面的分布
圖5a為6061鋁合金與沒有鍍鋅層的Q235的FSSW接頭鋼/鋁合金界面形貌,圖5b為6061鋁合金與鍍鋅層厚度為8~12 μm的Q235低碳鋼的界面結(jié)合形貌,圖中標(biāo)記1的區(qū)域?yàn)镼235低碳鋼,標(biāo)記2區(qū)域?yàn)?061鋁合金。從圖5可以觀察到,沒有鍍鋅層的鋼/鋁合金界面有明顯的縫隙,接頭的形成完全靠“鉤子”的幾何結(jié)構(gòu)連接(圖5a);而有鍍鋅層的的鋼/鋁合金界面存在有較完整的結(jié)合區(qū)域(但也有部分存在間隙現(xiàn)象),鋼/鋁合金之間達(dá)到了較緊密的結(jié)合(圖5b)。為了更好的驗(yàn)證Zn元素在接頭中的作用,對(duì)圖5b的鋼/鋁合金界面進(jìn)行了線掃描,結(jié)果如圖6所示。
由圖6b可知,鋼板表面的鍍鋅層已經(jīng)向鋁合金基材側(cè)進(jìn)行了擴(kuò)散,而在鋼側(cè)的含量低于鋁合金側(cè)的含量,這說明在焊接過程中Zn擴(kuò)散較快,可能起到了一定的連接作用。
2.5 元素?cái)U(kuò)散與鍍鋅層厚度的關(guān)系
由前述分析可見,鋼板的鍍鋅層厚度不同,鋼/鋁合金異種金屬形成的接頭強(qiáng)度有明顯差異,而鋼/鋁合金界面起連接作用的“鉤子”的形狀也略有差異。通過掃描電鏡中的能譜儀繼續(xù)分析鍍鋅層厚度對(duì)元素?cái)U(kuò)散的影響,選擇兩種鍍鋅層厚度差異較大的鋼/鋁合金攪拌摩擦點(diǎn)焊接頭的鋼/鋁合金界面進(jìn)行分析,如圖6c~圖6e和圖7所示。
比較圖6和圖7可以看出,鍍鋅鋼板的鍍鋅層厚,鋁合金中的Mg元素在Q235中的擴(kuò)散則少,而Fe在界面處的分布亦呈現(xiàn)斷續(xù)增加趨勢(shì),在兩種鍍層條件下,鋁合金的擴(kuò)散都不明顯。
2.6 拉剪斷口分析
在試驗(yàn)條件下,鋼/鋁合金攪拌摩擦點(diǎn)焊焊接接頭的拉剪強(qiáng)度普遍偏低,因此有必要對(duì)其拉剪斷口進(jìn)行分析,確定其斷裂形貌和斷裂類型。
由圖8a可以看出,斷裂發(fā)生在焊核交界面,斷口處存在有較深而密的韌窩,屬于典型的韌性斷裂;而圖8b為鋼熔核側(cè),其斷裂形貌為典型的解理斷裂,說明在鋼側(cè)沒有發(fā)生塑性變形,可能是其中的金屬間化合物撕裂形成的斷口形貌。
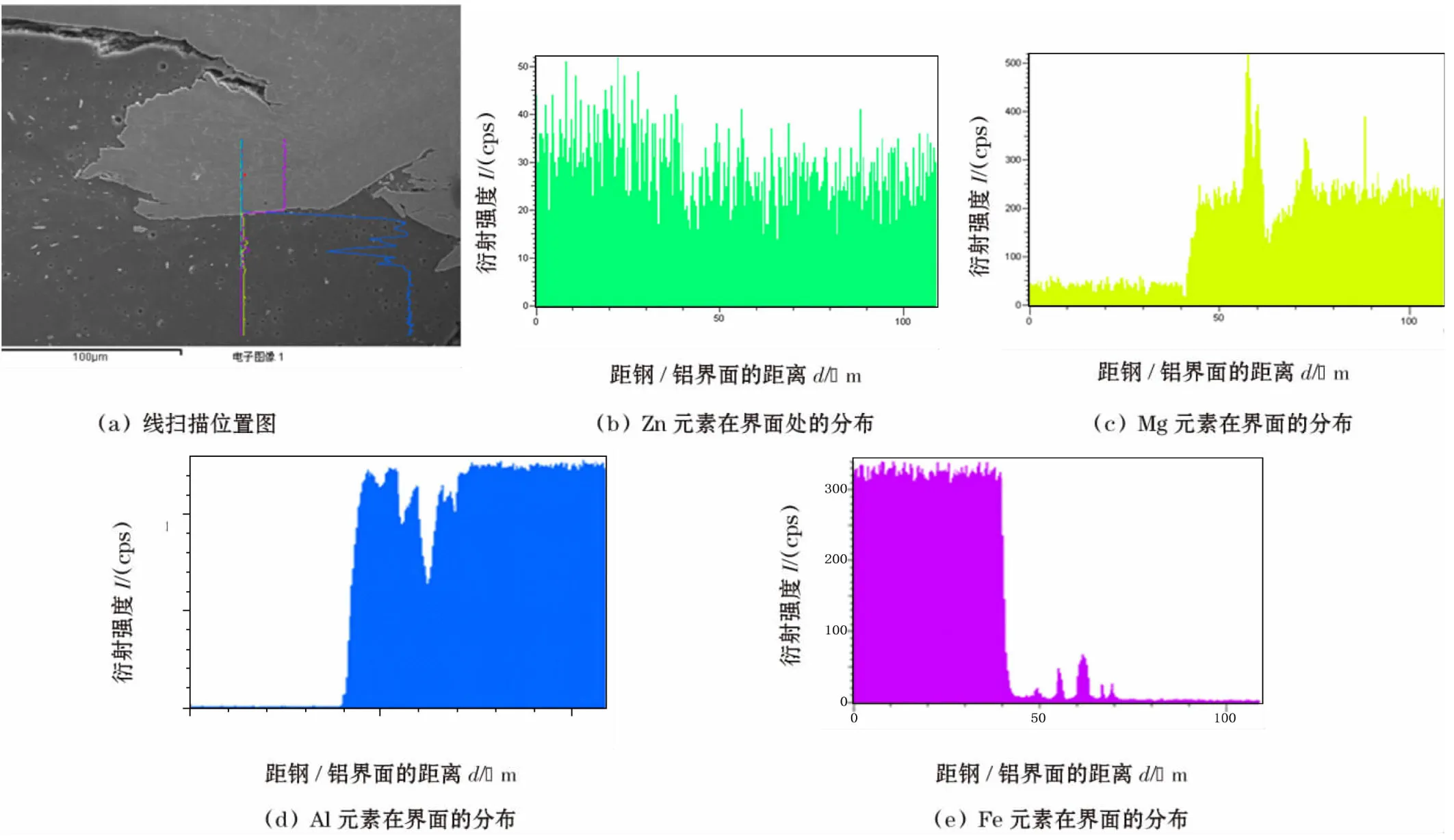
圖6 鍍鋅層厚度為8~12 μm試樣不同元素在界面的分布情況
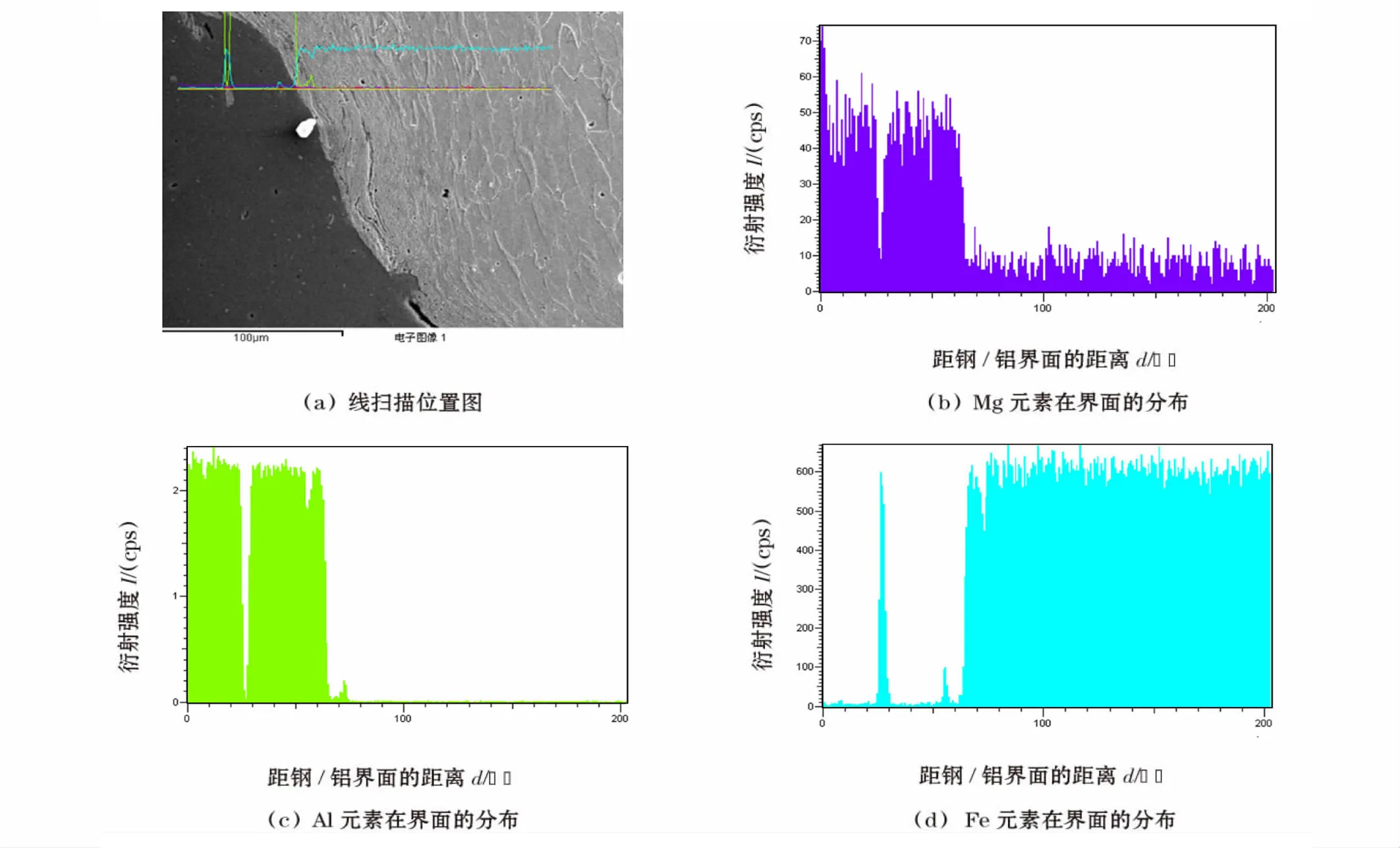
圖7 鍍鋅層厚度為32~36 μm試樣不同元素在界面的分布情況
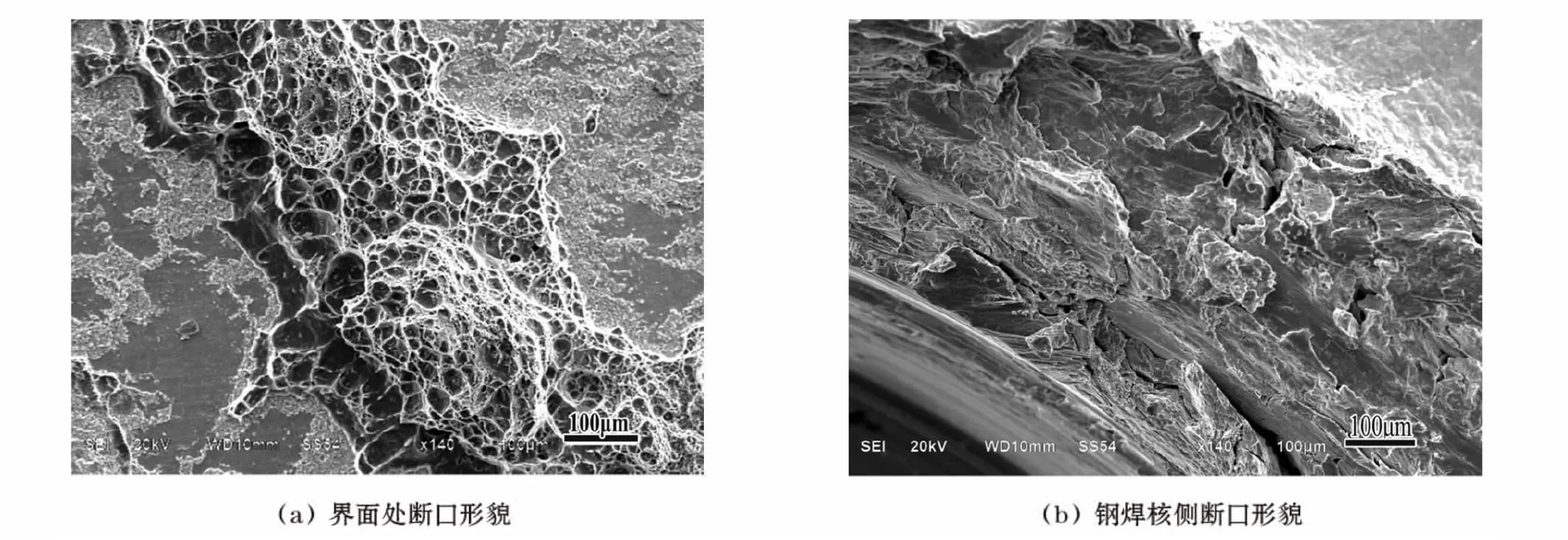
圖8 FSSW接頭斷口掃描圖
3 結(jié)論
(1)在鋼/鋁合金異種金屬的攪拌摩擦點(diǎn)焊過程中,起連接作用的“鉤子”形貌與鍍鋅鋼板的鋅層厚度存在一定的關(guān)系,即鋼板未鍍鋅時(shí),不能形成完整的“鉤子”形貌,有鍍鋅層的鋼板均能形成較完整的“鉤子”,但隨著鍍鋅層厚度的增加,“鉤子”出現(xiàn)了破碎現(xiàn)象,導(dǎo)致接頭的拉剪力下降;
(2)在適合的焊接工藝參數(shù)下,隨著鍍鋅層厚度的增加,Zn元素進(jìn)入到鋁合金母材的含量增加,但是由于鍍鋅層增加,Zn元素不能均勻的溶入到母材中,導(dǎo)致焊接接頭拉剪力下降;鍍鋅層厚度為8 ~12 μm時(shí)獲得的攪拌摩擦點(diǎn)焊接頭拉剪力較高。
[1]邱然鋒, 石紅信, 張柯柯, 等. 汽車車身用鋁合金與鋼的異種材料電阻點(diǎn)焊技術(shù)研究現(xiàn)狀[J]. 電焊機(jī), 2010, 40(5): 150-153.
[2]史春元, 于啟湛. 異種金屬的焊接[M]. 北京: 機(jī)械工業(yè)出版社, 2012.
[3]Pardal G, Meco S, Ganguly S,et al. Dissimilar metal laser spot joining of steel to aluminium in conduction mode[J]. The International Journal of Advanced Manufacturing Technology, 2014,73(1-4): 365-373.
[4]李亞江, 吳娜. 鋼/鋁異種金屬焊接的研究現(xiàn)狀[J]. 焊接, 2010(3):5-12.
[5]柯黎明, 邢麗, 劉鴿平. 攪拌摩擦焊工藝及其應(yīng)用[J]. 焊接技術(shù), 2000, 29(2):7-8.
[6]Elrefaey Ahmed, Takahashi Makoto, Ikeuchi Kenji. Friction stir welded lap joint of aluminum to zinc-coated steel[J]. Quarterly Journal of the Japan Welding Society, 2005, 23(2): 186-193.
[7]Bozzi S, Helbert-Etter A L, Baudin T, et al. Intermetallic compounds in Al 6016/IF-steel friction stir spot welds[J]. Materials Science and Engineering A, 2010, 527(16-17): 4505-4509.
[8]王希靖, 鄧向斌, 王磊. Q235鋼板與6082鋁合金攪拌摩擦焊工藝[J]. 焊接學(xué)報(bào), 2016, 37(1): 99-102.
[9]高福洋, 郁炎, 蔣鵬, 等. 鋁鋼異種金屬攪拌摩擦焊搭接接頭組織與性能研究[J]. 兵器材料科學(xué)與工程, 2016, 39(2): 51-54.
[10]徐海升. 鋁/鋼異種金屬攪拌摩擦焊工藝及連接機(jī)制研究[D]. 南京: 南京航空航天大學(xué), 2015.
[11]中國機(jī)械工程學(xué)會(huì)焊接學(xué)會(huì). 焊接手冊(cè)(第一卷)[M]. 北京: 機(jī)械工業(yè)出版社,2001.
[12]中華人民共和國標(biāo)準(zhǔn), GB/T 228.1—2010金屬材料 拉伸試驗(yàn) 第1部分室溫試驗(yàn)方法[S].北京:北京標(biāo)準(zhǔn)出版社,2011.
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(bào)(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
