高速列車不銹鋼薄板CMT搭接焊工藝研究
2018-04-09 07:44:59,,,
機械制造文摘(焊接分冊) 2018年1期
,,,
(1.寧夏天地奔牛實業(yè)集團有限公司,寧夏 石嘴山 753000;2.哈爾濱工業(yè)大學(xué) 先進焊接與連接國家重點實驗室,黑龍江 哈爾濱 150001)
0 前言
高速列車不銹鋼車體由車頂、底架、側(cè)墻、端墻和司機室等基本構(gòu)件在總裝臺上焊裝而成[1-2]。其中,列車的車頂部分可由平頂與弧頂兩個部分組成。對于平頂應(yīng)保證平頂整體的平整度,以提供良好的水密性與頂部流水的易通過性。而對于弧頂,它由通長的兩根冷彎型鋼邊梁及數(shù)根拉彎成形的車頂彎梁連接構(gòu)成骨架,骨架用以支撐其上布置的波紋板,同時兩側(cè)安置兩根冷彎型鋼側(cè)頂板。
在不銹鋼車體弧頂部分的裝配連接中,采用0.6 mm厚的波紋板與1.5 mm厚的側(cè)頂板的搭接結(jié)構(gòu)[3],該處結(jié)構(gòu)裝配屬于車體制造的后工序,誤差的積累導(dǎo)致裝配精度的降低;不銹鋼薄板焊接變形大,裝配間隙過大以及操作偏差都容易導(dǎo)致塌陷、燒穿等焊接缺陷,造成車體內(nèi)部漏雨,不滿足高速列車在服役過程中使用方對車體頂部密封性的要求。因此,車體波紋板與側(cè)頂板之間的縱向焊縫的焊接成為高速列車生產(chǎn)過程中的難點[4]。
一些低熱輸入的焊接技術(shù)被用于焊接不銹鋼軌道客車車體,例如激光焊、攪拌摩擦焊等[4],但目前采用最多的焊接方法仍是使用電阻點焊進行固定并用熔化極活性氣體保護焊(Metal Active-gas Arc Welding,MAG)密封。然而MAG焊存在難以控制熱輸入的問題,使得焊縫周圍有明顯的過熱現(xiàn)象且形成許多焊接缺陷,造成焊后波浪變形,影響車頂部件平度。在焊接過程中產(chǎn)生的未熔合或咬邊等焊接缺陷更需要進行手工補焊,降低了焊縫整體的成形效果,并且影響了整體的焊接結(jié)構(gòu)設(shè)計,缺陷與變形也更會使得車體的密封性降低。
而冷金屬過渡CMT(Cold Metal Transfer)焊接技術(shù)作為一種獨特的熔化極氣體保護焊。與傳統(tǒng)的MIG/MAG焊相比CMT在技術(shù)上有以下幾個特點[5]:焊絲抽送機構(gòu)參與熔滴過渡過程;熔滴過渡時焊接電流幾乎為零;無飛濺,焊接速度快。所以為了實現(xiàn)用CMT焊接技術(shù)代替MAG焊焊接高速列車,文中用US301L不銹鋼作為母材并通過正交試驗獲得了合適的工藝參數(shù)。
1 試驗方法
1.1 試驗設(shè)備及試驗材料
焊接試驗中,采用的設(shè)備有Trans Puls Synergic 4000 冷金屬過渡CMT焊機、Motoman HP 20機器人、變位機及壓緊裝置等。
采用SUS301L不銹鋼作為母材,板厚分別是0.6 mm和1.5 mm。使用直徑為1.0 mm 的ER308L 不銹鋼焊絲進行焊接。采用的保護氣體是95%Ar +5%CO2。
1.2 搭接焊接接頭設(shè)計
為模擬高速列車的生產(chǎn)實際情況,選取的搭接焊接接頭形式是板厚0.6 mm的板搭接在板厚1.5 mm 的板上,中間夾有0~8片間隙片(板厚0.1 mm),以模擬0~0.8 mm的裝配間隙。間隙片左端距焊縫5 mm,保證焊接結(jié)束后能重復(fù)使用。搭接焊接接頭示意圖如圖1所示。
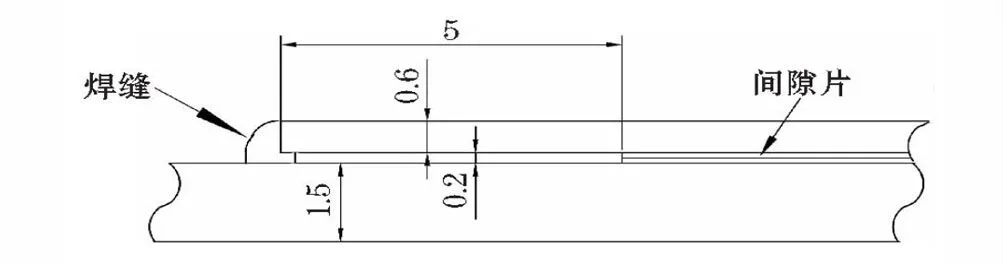
圖1 搭接焊接接頭示意圖(0.2 mm間隙時)
1.3 焊前準(zhǔn)備
在進行焊接試驗前,取適量丙酮對焊縫兩側(cè)的不銹鋼板材表面的灰塵、油污進行處理。之后采用夾具將待焊試板固定于焊接平臺上,最后將機器人的焊槍對準(zhǔn)焊縫位置,并保持固定的焊絲伸出長度。
1.4 正交試驗
1.4.1正交變量確定
通過前期摸索試驗,確定表1焊接參數(shù)為不變量,重點考慮以下變量:裝配間隙、焊接電流、焊接電壓、送絲速度與焊接速度。由于CMT焊接系統(tǒng)為一元化的專家系統(tǒng),選定送絲速度即選定焊接電流與焊接電壓,因此確定裝配間隙、送絲速度與焊接速度為主要變量。
1.4.2正交試驗表的確定
為了獲得合適的工藝參數(shù),正交試驗擬采用七水平正交表,而前期選定的探究因素中送絲速度及焊接速度都是七水平的,只有裝配間隙是五水平的。因此,對裝配間隙取2個虛擬水平。由于在較好的生產(chǎn)條件下,高速列車薄板不銹鋼搭接結(jié)構(gòu)焊縫裝配間隙以0 mm間隙居多,且焊前準(zhǔn)備較為方便,因此在裝配間隙因素中取0 mm作為2個虛擬水平進行設(shè)計,為此設(shè)計出了三因素七水平正交試驗表,共49組試驗。正交試驗因素水平表如表2所示,三因素七水平正交試驗表如表3所示。

表1 焊接參數(shù)
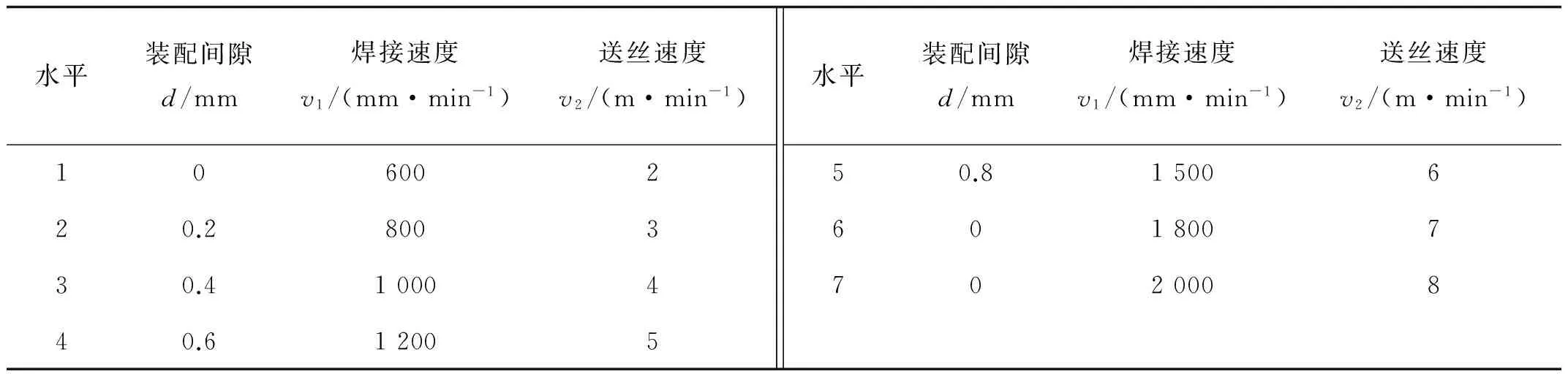
表2 正交試驗因素水平表
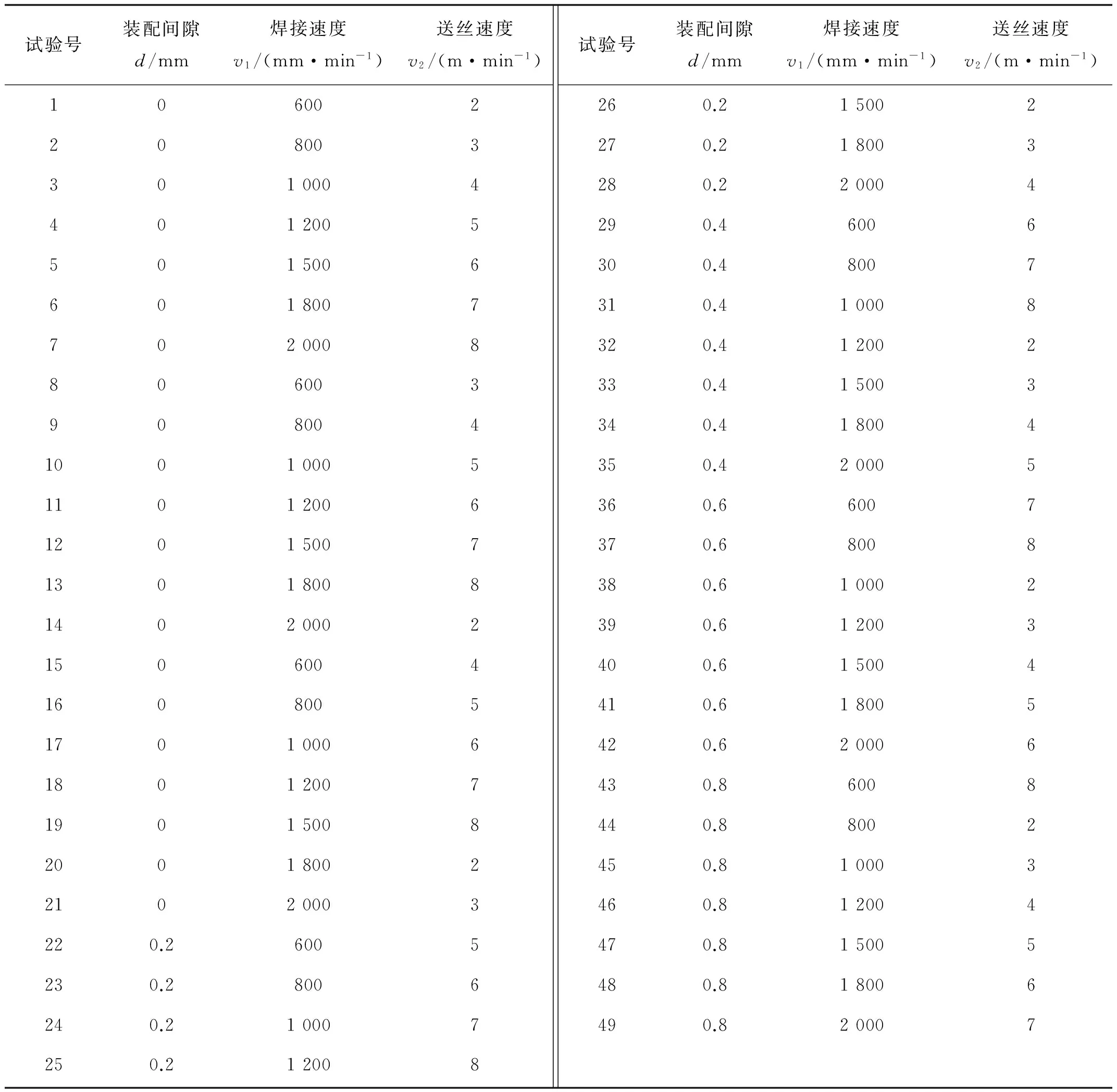
表3 三因素七水平正交試驗表
2 試驗結(jié)果及分析
2.1 試驗結(jié)果
利用前述的試驗條件,按照正交試驗表對薄板搭接結(jié)構(gòu)進行了49組焊接試驗。因試驗旨在探究出成形最為優(yōu)良的焊接工藝參數(shù),故在完成焊接試驗后,根據(jù)焊接接頭外形尺寸(寬度、高度)、焊接接頭表面缺陷(氣孔、咬邊)等各個評判指標(biāo)的重要程度,采取綜合評分法對焊縫成形進行分析,給各道焊縫進行評分,作為這個試驗的總指標(biāo)。由此得出正交試驗最優(yōu)參數(shù)搭配如表4所示。
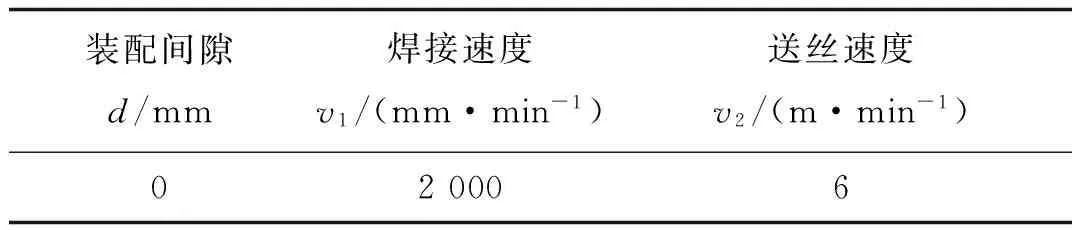
表4 正交試驗極差分析最優(yōu)參數(shù)搭配表
2.2 最優(yōu)焊接參數(shù)的驗證
通過正交試驗得到最佳焊接工藝參數(shù)后,采用此參數(shù)焊接不銹鋼薄板搭接結(jié)構(gòu),焊縫形貌如圖2所示。焊縫成形良好。
2.3 不同裝配間隙的搭接接頭截面形貌分析
為進一步探知裝配間隙對不銹鋼搭接接頭的影響,采用表4正交試驗極差分析的最優(yōu)參數(shù),并選取了不同裝配間隙的搭接接頭,如圖3所示。通過對焊縫截面形貌的觀察及測量,分析裝配間隙對焊接接頭高度、寬度的影響。
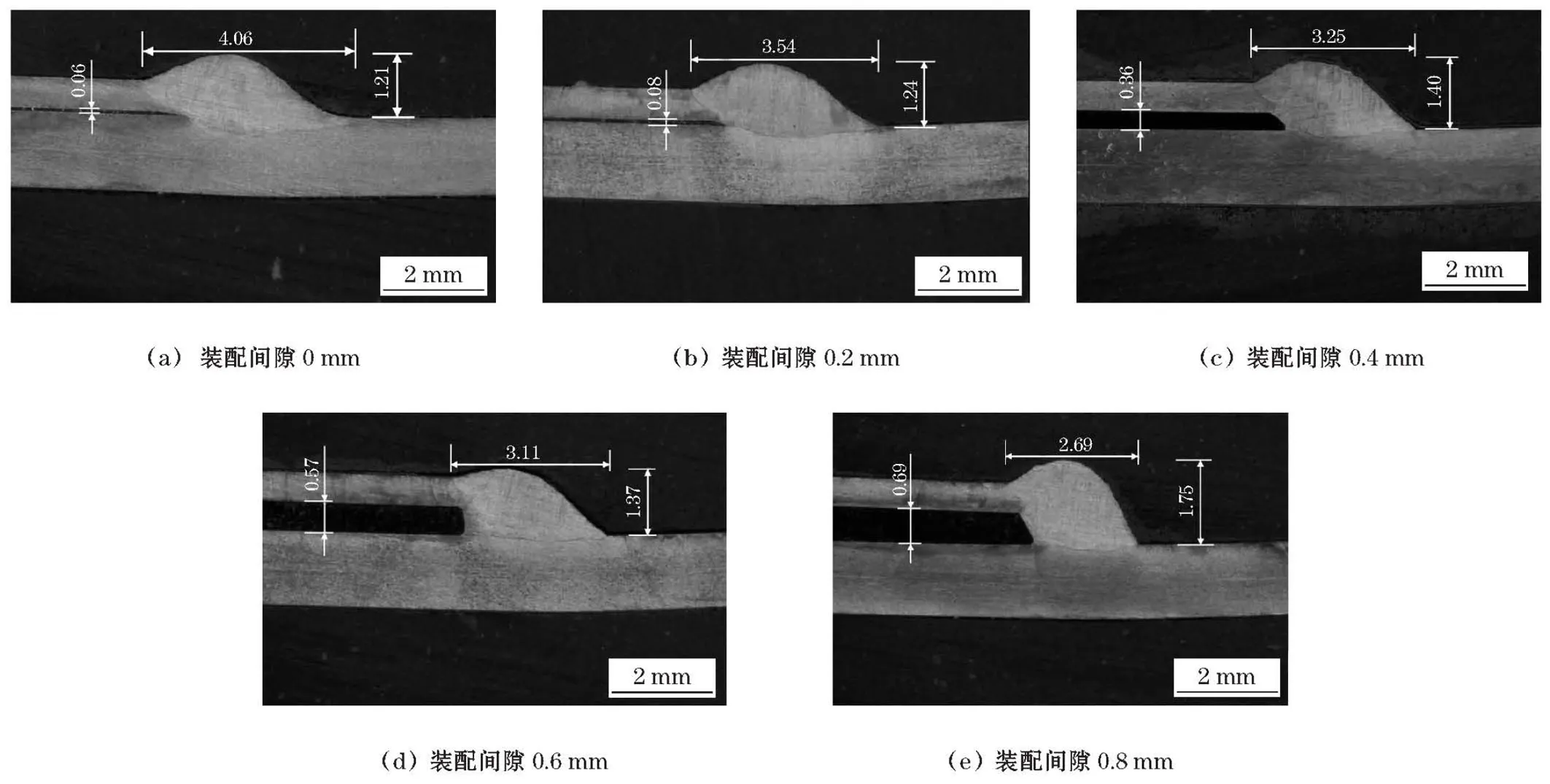
圖3 不同裝配間隙下接頭截面形貌圖
通過測量結(jié)果發(fā)現(xiàn),隨著裝配間隙的增大,焊接接頭的高度逐漸增加,而焊接接頭的寬度逐漸減小,且高度受裝配間隙變化的影響更為明顯。
3 結(jié)論
(1)通過正交試驗優(yōu)化焊接工藝參數(shù)并進行了驗證試驗,當(dāng)裝配間隙為0 mm,焊接速度為2 000 mm/min,送絲速度為6 m/min時,可得到形貌美觀無缺陷的焊接接頭。
(2)隨著裝配間隙的增大,焊接接頭高度逐漸增加,而焊接接頭寬度逐漸減小,且焊接接頭高度受裝配間隙變化的影響更為明顯。
[1]李磊. 城軌客車用不銹鋼薄板激光搭接焊接頭組織與力學(xué)行為研究[D]. 大連: 大連交通大學(xué),2012.
[2]黃治軼. 城市軌道客車不銹鋼車頂鋼結(jié)構(gòu)制造工藝研究[D]. 長春: 吉林大學(xué),2005.
[3]孟慶亮.不銹鋼薄板冷金屬過渡焊焊接(CMT)工藝研究[D]. 長春: 吉林大學(xué),2015.
[4]韓曉輝, 高瑞全, 肖雪峰不銹鋼軌道車輛波紋板與側(cè)頂板搭接接頭焊接工藝試驗研究[J]. 熱加工工藝, 2013(7): 169-170,174.
[5]賀舒榕, 王文先,張婷婷等. 鐵素體不銹鋼CMT焊接接頭HAZ組織性能研究[J]. 機械工程與自動化, 2014(5): 97-98.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00
