牽伸波的分析與探討
2018-04-09 06:07:50天津宏大紡織機械有限公司郝霄鵬
紡織機械 2018年2期
天津宏大紡織機械有限公司 郝霄鵬/文
1 牽伸波的形成及特性
牽伸波源自牽伸區內較之正常情況下有過多浮游纖維不受控制、不再按規定的速度運動,導致粗細不勻明顯異常而形成牽伸波。
這種由于在牽伸區里過多纖維失控所形成的不勻,本質上仍屬于隨機不勻。這種粗細不勻的波形不同于機械波,它是隨機,不重復出現的。但它又有規律可循,即每當纖維叢通過該牽伸區總會有過多的短纖維在牽伸區中既不被后羅拉握持,又不被前羅拉握持,而是即可隨包圍它的已被前羅拉握持的纖維的運動速度帶動,也可隨包圍它而尚被后羅拉握持的纖維的運動速度帶動,使它們呈浮游狀態時快時慢地涌動,導致紗條形成的不規則粗細變化。因此我們可將牽伸波看成是有特定規律的隨機不勻。
在牽伸區內浮游纖維不受羅拉握持,其形成的粗細不勻顯然要與纖維長度有關,反映在波譜圖中,牽伸波是在正常波普上疊加一“小山”狀波,波長不是嚴格固定但與纖維長度有關,占據多個相鄰頻道(6個頻道以上),說明在該段波長范圍內的隨機波動幅度顯著增大。牽伸波沒有諧波,因為只有當不勻波形可重復出現才能分解成基波和各次諧波。
2 公式簡介
在條干波譜分析時,經常遇到一些牽伸波,盡管通過波譜圖,能知道牽伸波的波長范圍和波峰的波長,但很難確定產生牽伸的部位。我們分析牽伸波的通常做法是根據牽伸波計算公式:
λv= K*E*Lw
E ——到產生牽伸波部位的牽伸倍數;
Lw——纖維的平均長度;
K ——常數,細紗 2.75,粗紗 3.5,并條 4.0,精梳4.0;
然而,這個公式具有一定的局限性。由于產生牽伸波的因素很多,有很多問題利用上式無法解決,其得出的牽伸倍數E 不一定是產生牽伸波的牽伸倍數。同時,即使找到產生牽伸波的部位,也很難查到產生牽伸波的原因。
為更有效、更快捷、更準確地進行牽伸波的波譜分析,作者特介紹了自身在波譜分析中的一些體會及分析實例。筆者建議,在分析波譜圖上的牽伸波時應同時查看曲線圖,觀察條干紗疵在曲線圖上是否呈現規律性。
3 根據牽伸波基本波長分析故障源
分析產生牽伸波的故障源的關鍵是要確定在哪一牽伸區出現問題。當用羅拉牽伸時,正常情況下,其隔距既要足夠大以免長纖維被拔斷,又要盡量小以免較短纖維浮游失控,故任何隔距的設定只能是取折衷值。在牽伸過程中總會有部分纖維失控,其導致的隨機不勻是正常的牽伸不勻,不可能消除。對于細紗來說反映在正常波譜圖中凸顯有山狀峰,其中心波長λ0與纖維平均長度成正比。如果細紗機主牽伸區出現牽伸異常導致產生牽伸波,則波譜圖中相應正常波峰部位的幅度增加,即在這段波長范圍內隨機不勻增大,形成“小山”狀牽伸波疊加在正常波譜圖的主峰上,如圖1所示。
牽伸波的波長范圍與紗條中長度偏短的纖維分布有關,因此牽伸波所占諸相鄰頻道的中心值也即牽伸波的基本波長λv要略小于λ0,而且在波譜圖中牽伸波與纖維平均長度之間存在一定的規律。
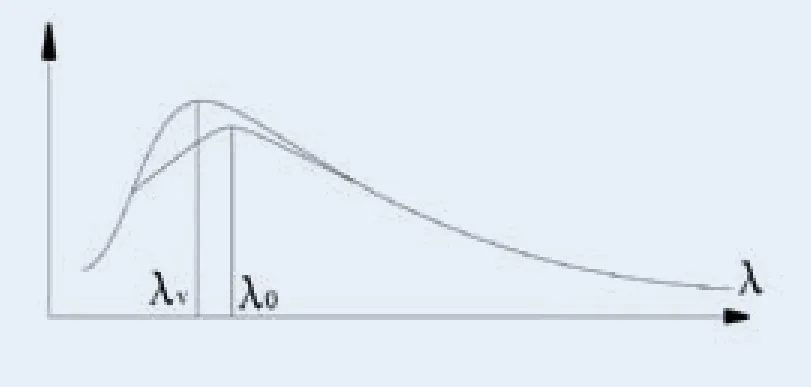
圖1 牽伸波的基本波長λV要略小于λ0
細紗 λv≈2.75*Lw
粗紗 λv≈3.5*Lw
并條 λv≈4.0*Lw
精梳條 λv≈4.0*Lw
對于粗紗、條子來說所取系數稍大是由于粗紗、條子波譜圖中的主峰較之細紗而言稍向右移,這是因為前紡工序須條中的纖維還未被完全松解成單根狀態而是集束運動。
具體分析時首先要知道纖維平均長度Lw,以確定牽伸波的基本波長,其次應知道各道工序的牽伸倍數,由此可推斷問題發生在哪一牽伸區。
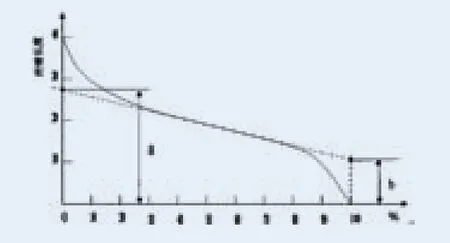
圖2 以重量作基準的棉纖維長度分布圖
天然纖維平均長度有多種指標,意義各不相同,數據差異也很大,不同測試方法和儀器所得結果也不相同。本文中Lw是以纖維重量作基準的長度分布圖的纖維平均長度,其確定方法如下:
取棉纖維的纖維長度排列如圖2所示,橫坐標表示纖維重量百分率。繪出與曲線的直線部分最相貼合的一條直線(如虛線所示),從其與纖維重量0和100%所作垂線的交點處可得到a值和b值,則Lw按下式計算:

現在我們在生產中采用的“品質長度”、“主體長度”、“手扯長度”與w之間尚無確切換算關系,由于紗條中的纖維不是完全平行伸直,有皺曲、有彎鉤、有對折及加工過程中纖維受損等使紗條中的實際纖維平均長度與對原料測試得到的w有所不同,再是纖維平均長度隨每天的配棉、混棉也有所變化。因此實際分析牽伸波時通常不是基于Lw,而是取實測紗條波譜圖中的λ0近似看成牽伸波的基本波長。
例如環錠細紗機主牽伸區產生牽伸波其疊加在波峰圖上形成一“小山”狀波λv≈λ0≈7cm,此時細紗CVm值會有明顯增大。產生原因可結合設備狀況進行分析,如前區羅拉隔距不當,皮圈架位置不對,前皮輥加壓輕握持欠緊,中羅拉壓力小,皮圈上銷變形等,總之是由于主牽伸區的纖維沒得到良好的控制所致。
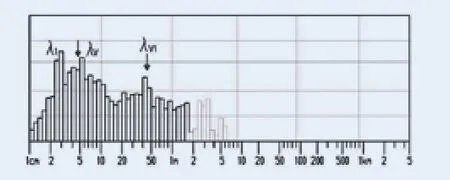
圖3 普梳棉粗紗波譜圖
4 實例分析
4.1普梳棉粗紗波譜圖(如圖3所示)
牽伸波λv1≈40cm源自末并主牽伸區,從粗紗波譜圖中主峰波長λ0≈5cm可估計末并棉條中牽伸波的基本波長λv也約5cm。這是基于實測粗紗CVm=5.55%處于正常范圍,說明粗紗工序本身工作良好并未引發牽伸波,也未對纖維狀態有所惡化,而λ0≈5cm偏短肯定與前面工序有關。再是多臺粗紗機所紡粗紗都在λv1處出現明顯牽伸波進一步說明與末并有關。
λv1=λv*D≈5*7.8=39(cm)
其中粗紗牽伸倍數D=7.8,圖中機械波λ1≈2.3cm是源自假捻效應。
4.2 粗紗C535tex波譜圖及相應細紗C18.5tex波譜圖(如圖4、圖5所示)
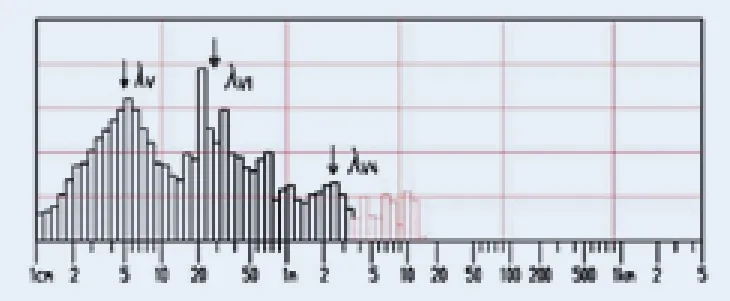
圖4 粗紗波譜圖
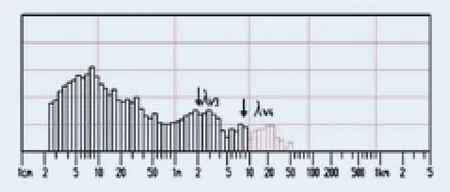
圖5 細紗波譜圖
粗紗機前后牽伸區都產生牽伸波,屬同一臺車的共性問題,粗紗機的總牽伸倍數為6.8倍,前區牽伸倍數為5.5倍。
從粗紗波譜圖主峰可估定主牽伸區產生牽伸波的基本波長λv≈5.7cm。粗紗機后區產生的牽伸波經前區牽伸出現λv1≈30cm,則
λv1=λv*5.5≈5.7*5.5≈31cm
λv2源自末道并條機后牽伸區,其產生的牽伸波基本波長也大體認為是5.7cm,經并條機前區(前區牽伸倍數約為7.2倍,總牽伸倍數為9)及粗紗機牽伸后,則
λv2≈5.7*7.2*6.8≈280cm=2.8m
將該粗紗紡成C18.5tex細紗,其波譜圖出現牽伸波λv3≈2cm、λv4≈10cm。細紗機總牽伸34倍。
λv3源自粗紗機前區產生的牽伸波λv≈5.7cm經細紗機牽伸,則
λv3≈λv*34≈ *34≈1.95m
λv4源自粗紗中的λv1牽伸波經細紗機牽伸,則
λv4≈λv1*34≈30*34=10.2m
5 粗紗機后區牽伸倍數對粗紗牽伸波的影響
普梳棉粗紗C550tex在后區牽伸倍數為 1.63、1.29、1.23、1.13、1.11時粗紗波譜圖如圖6至圖10所示。
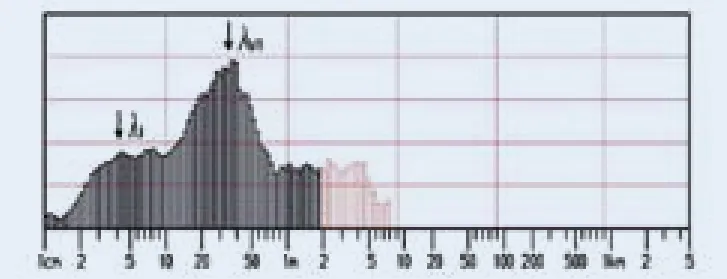
圖6 后區牽伸倍數1.63
后區牽伸倍數1.63時,所紡粗紗條干CV值為8.91%,條干明顯惡化,其波譜圖異常,λv為粗紗主區產生的牽伸波,λv1為粗紗后區產生的牽伸波異常突起。
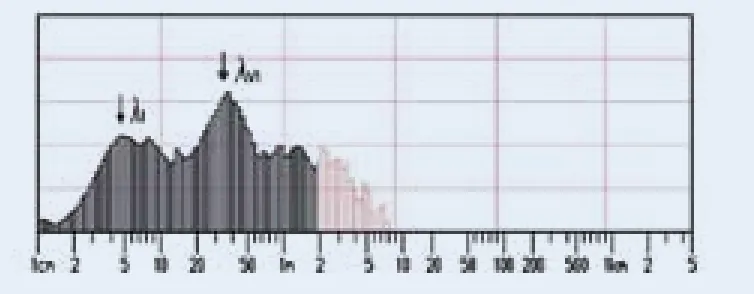
圖7 后區牽伸倍數1.29
后區牽伸倍數1.29時,所紡粗紗條干CV值為6.46%,條干均勻度明顯好轉,粗紗后區牽伸波λv1已明顯下降。
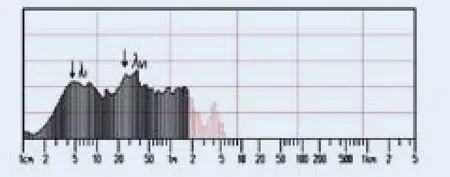
圖8 后區牽伸倍數1.23
后區牽伸倍數1.23時,所紡粗紗條干CV值為6.09%,粗紗后區牽伸波λv1又有所下降。
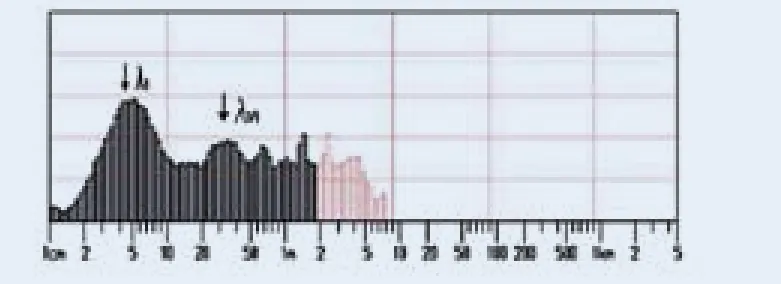
圖9 后區牽伸倍數1.13
后區牽伸倍數1.13時,所紡粗紗條干CV值為5.51%,粗紗后區牽伸波又有所下降,同時粗紗主區產生的牽伸波λv有所上升。
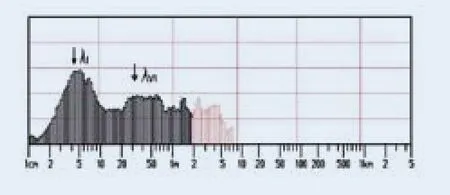
圖10 后區牽伸倍數1.11
后區牽伸倍數1.11時,所紡粗紗條干CV值為5.35%,粗紗后區牽伸波又有所下降,同時粗紗主區產生的牽伸波λv有所上升。
由上可知:隨著粗紗機后區牽伸倍數的降低,粗紗波譜圖發生了明顯變化,尤其是粗紗機后區產生的牽伸波大幅度下降,主牽伸區產生的牽伸波稍微有所升高。此時發生的牽伸波是原料自身產生的;隨著粗紗機后區牽伸倍數的降低,粗紗條干CV值明顯下降,當后區牽伸倍數1.11時,粗紗條干CV值最低達到5.35%,粗紗條干已達到正常范圍。
6 結論
1)根據紗條波譜圖中出現牽伸波的中心除以前道牽伸區的牽伸倍數,所得值如接近牽伸波的基本波長,則該道牽伸區內很可能就是故障源。
2)粗紗機后牽伸區產生的牽伸波跟粗紗機后區牽伸倍數密切相關,為降低粗紗牽伸波粗紗機后區牽伸倍數應偏小掌握。
3)纖維狀態不穩定(如理順欠佳伸直度差彎鉤多、對折多)使須條中,短纖維分布較正常情況偏多,這是引發牽伸波的基本原因。而在須條加工過程中由于工藝配置不當,如各牽伸機構的總牽伸倍數及對各牽伸區的牽伸分配選擇不當,羅拉隔距、皮輥加壓等設定不妥,均會使牽伸區里有過量的短纖維處于失控狀態或不能穩定地加以控制,因此為了更大程度的消除牽伸波應綜合考慮以上因素。
[1]肖國蘭編著.電容式條干儀波普分析實用手冊[M].北京:中國紡織出版社,1998
[2]劉恒琦,徐鑫耀,徐杰,陳群榮,宋湛華,翁效明譯校.烏斯特條干均勻度儀使用手冊[M].北京:紡織部標準化研究所出版,1984.
[3] 尹偉.淺析牽伸波[J].上海紡織科技,2001 年 2 月第 29 卷第 1 期
