鍋爐爐膽頂板邊處失效分析
2018-04-25 09:26:22王萬樹關鵬濤高文輝陳趙亮
中國特種設備安全 2018年3期
關鍵詞:分析
王萬樹 關鵬濤 陸 堅 高文輝 陳趙亮
(寧波市特種設備檢驗研究院 寧波 315000)
工業鍋爐是企業生產主要動力設備,其中燃煤鍋爐在工業鍋爐中占有較大比例。20g是工業鍋爐常用鋼板材料,與20碳鋼性能基本相同,其在450℃以下具有足夠的強度,530℃以下具有滿意的抗氧化性能,相對于20碳鋼,20g增加對沖擊韌性、應變時效沖擊值和冷彎的要求,屈服比略高,并要求有一定的抗疲勞和抗腐蝕性能,滿足GB 713—1997[1]要求,2008年以后標準將20g改為Q245R[2-3]。由于使用年限較長、使用環境較差等因素,燃煤鍋爐在檢驗過程中發現諸多問題。本文針對某工廠立式燃煤鍋爐在使用過程中發現的問題,分別采用ANSYS軟件對鍋爐失效處的不同使用工況進行模擬以及金相分析,研究Q245R鋼在使用過程中應力分布與材質變化情況,得出爐膽頂板邊處失效的原因,為鍋爐檢驗以及失效分析提供經驗,并為完善鍋殼鍋爐設計制造標準提出一些建議。
1 鍋爐使用參數
鍋爐型號:LHC0.8-0.7-AⅡ,工作壓力0.7MPa,工作溫度168℃,已投入使用9年,在停爐檢驗時發現爐膽頂板邊圓弧處存在裂紋,裂紋位置如圖1所示,黑色箭頭指示位置,圖2為滲透檢測[4]發現裂紋宏觀形貌,裂紋是環向的,一般有多條平行裂紋,主裂紋比較粗,初步判斷為起槽。該鍋爐材質為Q245R,化學成分見表1,材料屬性見表2。

表2 Q245R材料屬性
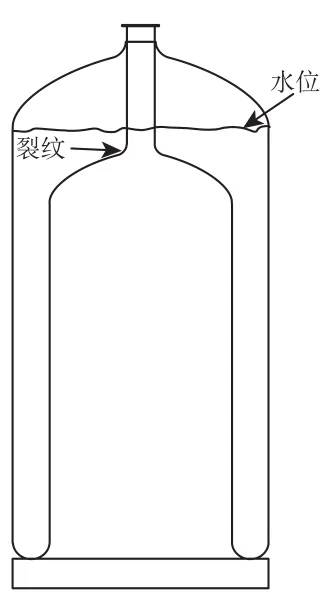
圖1 立式燃煤鍋爐示意圖

圖2 裂紋宏觀形貌
2 工況模擬分析
根據以上Q245R材料屬性描述,采用ANSYS 14.5分析軟件對缺陷部位(爐膽頂板邊處)進行模擬分析,常溫下,彈性模量取2.1×105MPa,泊松比取0.3,根據結構尺寸建立幾何模型,選用Plane183單元,由于爐膽頂屬于軸對稱結構,各個截面受力狀態一致,所以其幾何模型可簡化為二維平面結構,幾何模型與網格劃分如圖3所示。
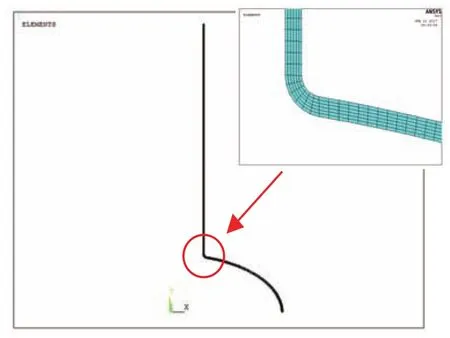
圖3 幾何模型與網格劃分
爐膽頂主要承受水側的蒸汽壓力以及煤燃燒產生高溫煙氣作用。在鍋爐正常工作時煤燃燒時所產生的煙氣在爐膽頂處溫度可達250℃,相應的彈性模量ET=1.74×105MPa,然而,在干燒狀態下,爐膽壁溫可達500℃以上,取金相報告提供的溫度525℃,查得相應金屬的彈性模量ET=0.75×105MPa[5]。
2.1 正常工況下分析
取水側壁溫:170℃,煙氣側壁溫:250℃,在250℃下Q245R鋼彈性模量ET=1.74×105MPa,爐膽頂在只受水側蒸汽壓力時,計算結果如圖4所示,明顯可以看出,在折邊處水側產生應力最大,提取最大值為67.4MPa。根據以上條件進行熱應力分析,計算結果如圖5所示,在折邊圓弧處同樣存在較大熱應力,提取圓弧處熱應力最大的節點,應力值達到1020MPa。比較溫度和蒸汽載荷產生的應力,可以明顯看出:溫度載荷應力遠高于蒸汽載荷應力,且溫度載荷應力是蒸汽載荷應力的15倍。如圖6所示,溫度和蒸汽壓力共同作用時爐膽頂的應力分布云圖,可以看出,與熱應力相比變化較小,與蒸汽壓力的相比有很大增加,可以看出:高溫應力是爐膽頂板邊失效的主要因素之一。
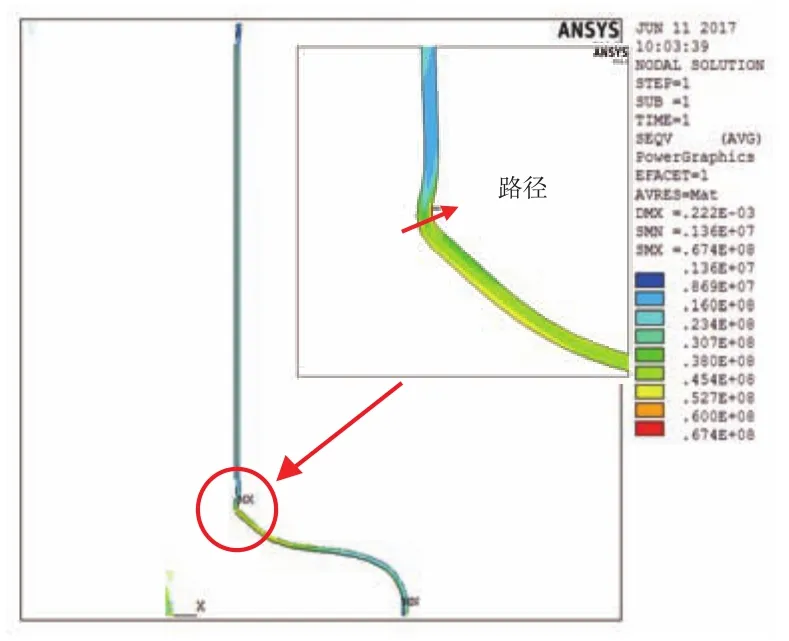
圖4 蒸汽壓力云圖
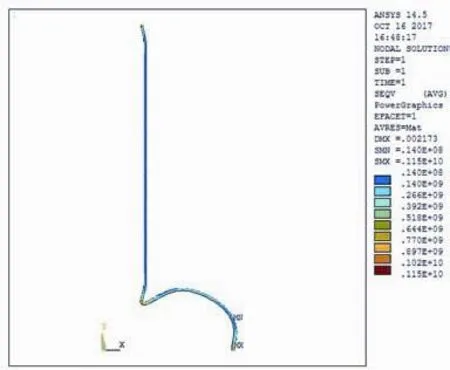
圖5 熱應力云圖
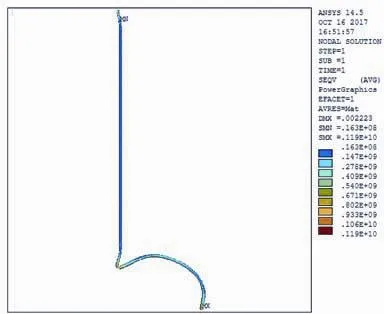
圖6 溫度和蒸汽壓力共同作用時應力分布云圖
在失效部位選擇一路徑(見圖4),提取路徑上節點的應力,觀察沿同一路徑,不同工況下應力的變化情況,如圖7、圖8所示,同樣可以看出溫度產生的應力遠大于蒸汽壓力產生的應力。不同的工況都有一個相同的變化趨勢,即應力沿著路徑呈現先降低后增加的變化,結合爐膽頂板邊的變形情況,可以判斷出,先降低一側應為拉伸應力,增加一側應為壓縮應力,且拉伸應力、壓縮應力的最大值均處在爐膽頂兩側的表面位置,由此推斷,在不考慮材料內部缺陷情況下,在兩側表面處的失效的可能性比較大。
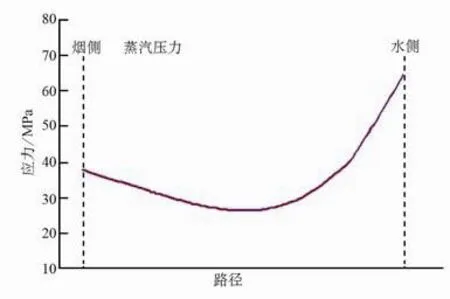
圖7 蒸汽壓力作用下沿路徑應力變化
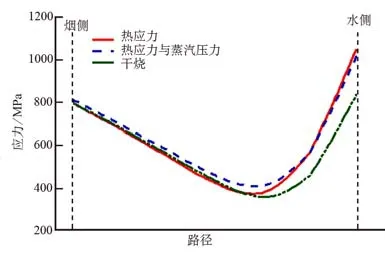
圖8 不同工況下沿路徑方向應力變化
2.2 干燒工況下分析
鍋爐干燒是鍋爐在使用過程未能及時補充水,導致水位過低,使得鍋爐長時間處于干燒狀態,這種現象在一些中小企業經常出現。長時間干燒,由于得不到有效的冷卻,爐膽壁溫迅速升高,爐膽壁溫可達500℃以上,對鋼材產生很大影響,此時金屬Q245R的彈性模量ET=0.75×105MPa。根據干燒工況條件下,由于水位比較低,產生的蒸汽比較少,相對壓力也就比較低,分析此工況時,不計蒸汽壓力。此時,分析得到爐膽頂的熱應力分布云圖,如圖9所示。可以看出:煙側應力水平與正常工況下相比,未發生太大變化,但是水側應力水平反而比正常工況時的有所降低,這是由于缺水情況下,水側未能及時得到降溫,使得水側溫度升高,在高溫條件下,材料的高溫應力松弛[6]。
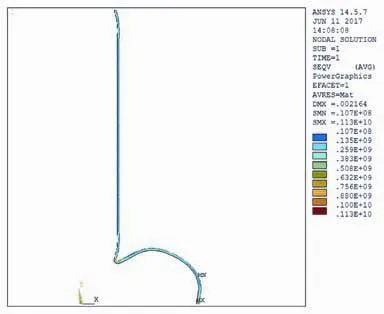
圖9 干燒條件下爐膽頂熱應力分布云圖
3 金相分析
在爐膽頂板邊起槽失效部位取樣,采用線切割的方法,取沿壁厚方向的界面作為觀察面,試樣,以180、320、400、500、600、800、1000、1500號砂紙進行粗磨,再用金相砂紙精磨。之后采用拋光機對試樣進行拋光,以去除研磨造成的劃痕。采用4%硝酸酒精溶液對拋光面進行侵蝕,隨即清洗、烘干[7-8]。
Q245R在常溫下金相組織為塊狀鐵素體和細片狀珠光體。珠光體是鐵素體與滲碳體的機械混合物,球化過程是珠光體中碳化物分散、聚集、成球過程。隨著時間的推移,珠光體中分散的碳化物變成球狀物,片層狀的珠光體逐漸消失,然后小的球狀物會慢慢變大,片層狀珠光體明顯消失,最終變成球化組織[9],珠光體球化使得材料的力學性能下降。如圖10所示,珠光體球化過程示意圖[10]。
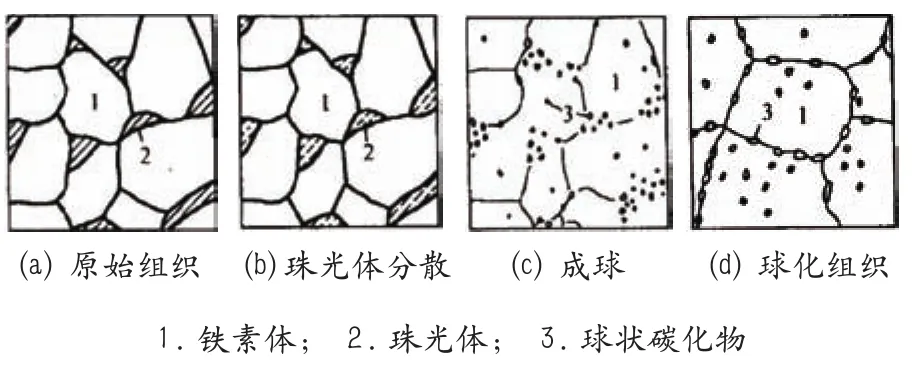
圖10 珠光體球化過程示意圖
如圖11所示,分別為100倍、200倍、500倍金相圖,白色塊狀為鐵素體,黑色片狀為珠光體。由圖可以看出:Q245R金相組織包含塊狀鐵素體、珠光體以及球化體,珠光體有部分碳化物已分散,且在鐵素體區域中有部分球形碳化物,但是珠光體形態尚明顯,符合輕度球化的組織特征,根據《火電廠用20號鋼珠光體球化評級標準》可以判定Q245R的珠光體球化程度為輕度球化,球化級別為3級。由此說明Q245R鋼已開始劣化。
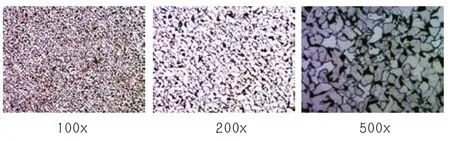
圖11 Q245R金相組織
通過以上模擬分析以及金相分析,得出爐膽頂板邊圓弧處的使用過程中失效原因,然而如圖12所示,該鍋爐爐膽頂板邊圓弧處存在明顯的環向褶皺,這是由于爐膽頂在沖壓加工過程中產生的。環向褶皺區域成為應力集中區域,再加上使用過程中高溫應力以及材質劣化的作用,最終導致應力集中部位起槽失效。GB/T 16508.4—2013《鍋殼鍋爐》[11]僅4.4.5.8規定:封頭、管板、下腳圈直邊部分不應存在縱向褶皺。對于環向褶皺未作規定,因此建議增加規定:在封頭直邊過渡部分在加工制造過程中不應存在環向褶皺。

圖12 爐膽頂板邊圓弧處宏觀形貌
4 結論
1)通過對鍋爐爐膽頂板邊處失效分析,并采用ANSYS軟件對不同工況進行模擬,得到以下結論:在失效部位,溫度載荷應力遠高于蒸汽載荷應力,干燒工況下,煙側應力水平與正常工況下相比,未發生太大變化,但是水側應力水平反而比正常工況時的有所降低。
2)通過金相分析發現:珠光體有部分碳化物已分散,并逐漸向晶界擴散,并且有部分分布在鐵素體區域中,說明該材料已發生輕度球化。
3)綜上所述,環向褶皺、高溫應力和材質劣化是爐膽頂板邊起槽失效的主要原因。因此建議GB/T 16508.4—2013《鍋殼鍋爐》增加規定:在封頭直邊過渡部分在加工制造過程中不應存在環向褶皺。鍋爐在使用過程中應加強日常管理,避免出現缺水干燒情況。
[1] GB 713—1997 鍋爐用鋼板[S].
[2] GB 713—2014 鍋爐壓力容器用鋼板[S].
[3] 周石蕓.淺談Q245R鋼板[J].江蘇鍋爐, 2013 (03):8-10.
[4] NB/T 47013.5—2015 承壓設備無損檢測 第5部分:滲透檢測[S].
[5] 余普洲,官偉.一起立式鍋爐爐膽失穩事故的分析與思考[J].中國高新技術企業,2013(18):150-151.[6] 金堯,魏楠.金屬高溫應力松弛行為研究[J].機械強度,1997(03):57-60.
[7] DL/T 674—1999 火電廠用20號鋼珠光體球化評級標準[S].
[8] GB/T 13298—2015 金屬顯微組織檢驗方法[S].
[9] 徐鵬,艾志斌.20鋼珠光體球化對材質損傷程度的試驗研究[J].壓力容器,2003(12):12-14.
[10] 蔡勤,丁磊.焦炭塔塔體物性研究與塔體變形機理分析[J].中國特種設備安全,2009,25(02):12-15.
[11] GB/T 16508.4—2013 鍋殼鍋爐[S].
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
