熔融擠出成型(FDM)工藝的臨界支撐角實(shí)驗(yàn)研究①
2018-05-14 09:57:11周倩,張文平,李慶
現(xiàn)代職業(yè)教育·職業(yè)培訓(xùn) 2018年2期
周倩,張文平,李慶
[摘 要] 基于熔融沉擠出型(FDM)工藝,研究了分層、填充密度、壁厚/底層/頂層厚度對(duì)模型臨界支撐角的影響。通過(guò)合理設(shè)定臨界支撐角的數(shù)值,可以減少支撐,節(jié)省材料,提高打印速度。對(duì)于實(shí)驗(yàn)用PLA材料,打印速度取50mm/s、打印溫度取210℃時(shí),實(shí)驗(yàn)得到的臨界支撐角最大值為30°,當(dāng)分層厚度0.1mm、填充密度15%、壁厚1.2mm時(shí),臨界支撐角最小。
[關(guān) 鍵 詞] 熔融沉積成型工藝;工藝參數(shù);臨界支撐角
[中圖分類(lèi)號(hào)] TP334.8 [文獻(xiàn)標(biāo)志碼] A [文章編號(hào)] 2096-0603(2018)06-0086-02
3D打印技術(shù)是由產(chǎn)品的三維CAD模型數(shù)據(jù)直接驅(qū)動(dòng),組裝(堆積)材料單元而制造出任意復(fù)雜且具有使用功能的零件的科學(xué)技術(shù)[1-2]。3D打印技術(shù)涵蓋了眾多工藝,其中,F(xiàn)DM技術(shù)不采用激光器,設(shè)備運(yùn)營(yíng)維護(hù)成本低,成型材料范圍光,材料成本低。FDM熔融沉積成型3D打印機(jī)在工業(yè)和教育領(lǐng)域得到了廣泛使用,是保有量最多的3D打印設(shè)備。
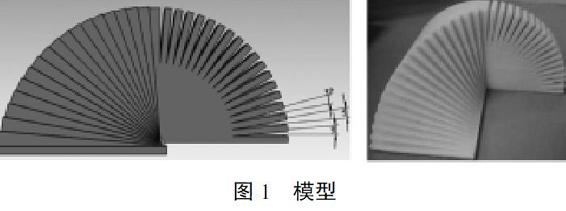
影響熔融擠出成型(FDM)工藝臨界支撐角的工藝因素很多,包括層厚、壁厚、打印溫度、打印速度等工藝參數(shù),本文主要研究分層、填充密度、壁厚/底層/頂層厚度的影響。本文設(shè)計(jì)了如圖1所示的模型來(lái)研究不同工藝條件下可以不加支撐的最小角度,相鄰面之間的夾角均為5°。
一、實(shí)驗(yàn)設(shè)計(jì)
(一)實(shí)驗(yàn)材料及設(shè)備
實(shí)驗(yàn)采用的材料及設(shè)備如下:(1)實(shí)驗(yàn)用絲材選用PLA,生產(chǎn)廠家為深圳市佳內(nèi)特?cái)?shù)碼有限公司。(2)FDM桌面3D打印機(jī)型號(hào):3DP-240,最大成型尺寸240*160*190mm,制造商為西安交通大學(xué)(陜西恒通智能機(jī)器有限公司)。
(二)試樣制備
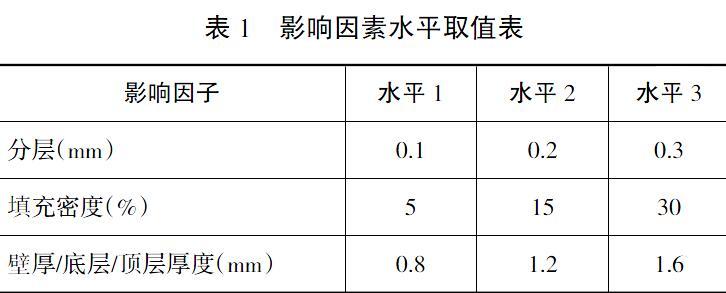
運(yùn)用正交實(shí)驗(yàn)法,研究分層厚度、填充密度、壁厚等因素對(duì)最小支撐角的影響。根據(jù)各影響因素的常用取值范圍,決定對(duì)每個(gè)影響因素取三個(gè)水平,各影響因素水平的取值如表1所示。按正交實(shí)驗(yàn)表設(shè)計(jì)的要求,共進(jìn)行9次實(shí)驗(yàn)。打印速度為50mm/s、打印溫度為210℃。
二、結(jié)果與討論
(一)實(shí)驗(yàn)結(jié)果分析
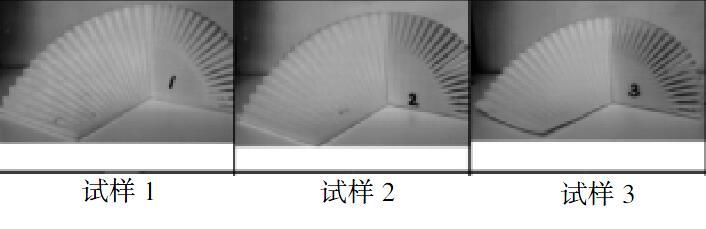
每一實(shí)驗(yàn)編號(hào)打印一個(gè)模型,3D打印模型如圖2所示。3號(hào)模型底面有少許翹曲變形,但不影響最小支撐角分析。
(二)臨界支撐角分析
本模型在切片軟件中設(shè)定不加支撐,以研究不同工藝條件下可以不加支撐的最小角度。對(duì)于不同角度的懸空面,隨著角度的增加,存在以下現(xiàn)象:(1)上一層完全支撐不住打印層,絲基本上都掉落,懸空處打印失敗。(2)上一層能基本支撐住打印層,只有極個(gè)別層有掉落現(xiàn)象,隨表面質(zhì)量較差,懸空處基本能打印成功。(3)上一層能完全支撐住打印層,懸空角度對(duì)表面質(zhì)量基本沒(méi)有影響。為了便于統(tǒng)計(jì)和觀察,本文中所列的可不加支撐的臨界角度指的是不存在第一種現(xiàn)象的最小角度。
正交實(shí)驗(yàn)結(jié)果如表2所示。根據(jù)表中各因素同一水平臨界支撐角的平均數(shù),選擇平均數(shù)小的水平A1、B2、C2組合成最小支撐角組合A1B2C2,即分層厚度取0.1mm、填充密度15%、壁厚1.2mm。
根據(jù)實(shí)驗(yàn)測(cè)定的臨界支撐角度值,分別繪制臨界支撐角隨分層厚度、填充密度、壁厚三個(gè)因素的變化曲線,如圖3所示。
三、小結(jié)
本文基于熔融擠出成型(FDM)工藝,研究了分層、填充密度、壁厚/底層/頂層厚度對(duì)模型臨界支撐角的影響。通過(guò)合理設(shè)定臨界支撐角的數(shù)值,可以有效減少支撐,節(jié)省材料,提高打印速度。對(duì)于實(shí)驗(yàn)用PLA材料,打印速度取50mm/s、打印溫度取210℃時(shí),臨界支撐角最大值為30°,當(dāng)分層厚度0.1mm、填充密度15%、壁厚1.2mm時(shí),臨界支撐角最小。實(shí)驗(yàn)值比常用桌面3D打印機(jī)切片軟件(比如CURA等)的默認(rèn)值60°要小的多,說(shuō)明在今后打印參數(shù)設(shè)定中可以適當(dāng)減小臨界支撐角的數(shù)值。
參考文獻(xiàn):
[1]盧秉恒,李滌塵.增材制造(3D打印)技術(shù)發(fā)展[J].機(jī)械制造與自動(dòng)化,2013,42(4):1-4.
[2]高向陽(yáng),袁曉懿.聚焦新工業(yè)革命與增材制造[J].現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化,2013(13):8-13.
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫(huà)刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55