淺析FESTO軟件在灌裝生產線的仿真設計
2018-05-14 13:52:17姚仲華
現代職業教育·中職中專 2018年4期
姚仲華
[摘 要] 應用費斯托(FESTO)仿真軟件進行灌裝生產線系統的優化設計既滿足了工業自動化控制的要求,又開辟了智能化生產線的新途徑,該方法具有直觀性強、實時性優、設計方便快捷等優點,是電氣自動化領域的創新技術。
[關 鍵 詞] FESTO仿真軟件;灌裝生產線;工藝流程;控制線路
[中圖分類號] G712 [文獻標志碼] A [文章編號] 2096-0603(2018)11-0184-02
隨著PLC在現代工業自動化領域的廣泛應用,電氣自動化控制在各行業得到了長足的發展,實現了高效和快速的生產。灌裝生產線的設計采用FESTO仿真軟件,使其工藝流程按照預設程序,從灌注、封裝、控制和監視均能自動操作運行,使整個灌裝過程更加精準可靠,使工作運行更加環保經濟,既降低了生產成本,又實現了績優高效。
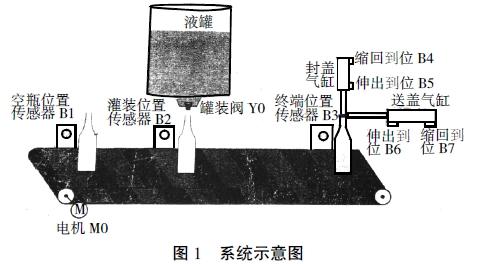
一、灌裝生產線的結構流程
上圖為灌裝生產線控制系統示意圖。其中電機M0驅動傳送帶,B1/B2/B3傳感器檢測瓶子位置,磁性開關B4/B5/B6/B7分別檢測封蓋氣缸、送蓋氣缸伸出、縮回到位。按下啟動按鈕,M0正轉,灌裝生產線啟動,在空瓶位置放置空瓶時間應小于20 s,而且空瓶放置間隔時間小于20 s,否則灌裝生產線自動停止。當傳送帶把瓶子送到灌裝位置并由傳感器B2檢測到瓶子時,傳送帶停止,灌裝閥打開,開始灌裝,灌裝時間為2 s,灌裝完畢后,傳送帶繼續運行,當終端位置傳感器B3檢測到瓶子時,傳送帶停止,對瓶子進行封蓋操作,最后傳送帶將其送到下個工序,此過程可循環運行。
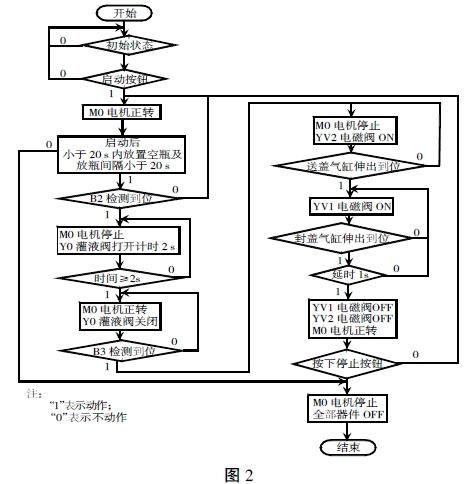
二、灌裝生產線的控制流程
灌裝生產線控制要求初始狀態:電機M0停止,傳送帶無瓶子,灌裝閥Y0關閉,封蓋氣缸、送料氣缸處于縮回狀態。其控制流程具體如下:
1.電動啟動按鈕SB1,電機M0正轉。
2.灌裝生產線傳送帶啟動,在空瓶位置放置空瓶時間應小于20 s,而且空瓶放置間隔時間小于20 s。
3.傳送帶進行運行,B2檢測到空瓶,電機M0停止,Y0灌裝閥打開,對空瓶進行灌裝。
4.2 s后,灌裝閥Y0關閉,電機M0啟動運行。
5.B3檢測到瓶子,電機M0停止,電磁閥YV2動作并保持。
6.磁性開關B6檢測到位,電磁閥YV1動作并保持。
7.磁性開關B5檢測到位,計時1 s。
8.1 s后,電磁閥YV1、YV2復位,電機M0啟動運行。
9.重復循環第2步到第8步。
10.在空瓶位置放空瓶的時間間隔不小于20 s,灌裝生產線自動停止。
11.按下停止按鈕SB2,灌裝生產線立即停止;如果要進行運行,按下述流程操作。
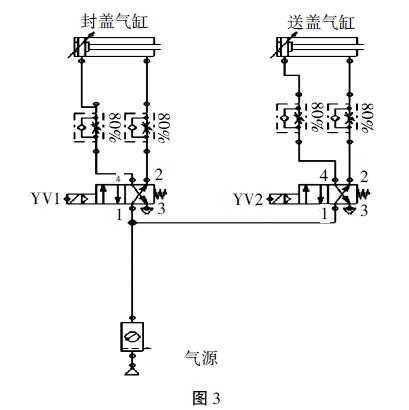
三、灌裝生產線電路設計
1.電路設計思路:以送蓋氣缸和封蓋氣缸為主要控制,實施以下步驟:(1)根據控制要求,設定相應的按鈕、傳感器開關、控制繼電器等元器件;(2)按要求繪制電氣連接線;(3)利用仿真模擬操作,調試控制電路是否滿足控制功能實現;(4)修改并優化相應的控制繼電器;(5)試運行控制電路;(6)檢驗控制電路各元件的符號是否符合國際標準及規范;(7)提供可實現控制功能的最優化電路。
2.根據電路圖及控制流程圖設計灌裝生產線控制線路圖,其中KM1是線圈電壓為DC24V的接觸器,設計電路使用以下元器件:
四、灌裝生產線的仿真設計
在該技術平臺上自主開發創新,進行灌裝生產線系統的仿真設計,將機械、電氣和自動化等技術有機結合,構成實用、可靠的灌裝生產線控制系統。一方面,該運動控制系統與伺服驅動系統集成設計技術,達到控制、伺服驅動之間真正的全閉環控制。另方面,該控制系統可節省大量電氣元件、導線與原材料,縮短設計周期,減少維修工作量,提高加工產品的合格率,進而提高生產率,而且程序調整修改方便靈活,提高了設備的柔性和靈活性,為實現灌裝生產的高速化、精確化和智能化奠定了基礎。
如圖4所示,應用費斯托(FESTO)仿真軟件繪制與電氣設計能夠通過仿真實現功能直觀感;能檢測到繪制時出現的元器件錯誤進行提示;更改也比較方便,可以通過電路仿真進行修改最正確的電路圖,避免在實物上出現短路,不通等一些問題。相對手繪制電路圖來說,費斯托(FESTO)這個軟件方便、快捷、直觀、條理清晰,并具備以下三個特點:(1)費斯托(FESTO)軟件集設計、元件安裝、仿真操作及模擬運行四位一體,并根據具體任務不斷優化;(2)灌裝時密封瓶口,灌裝體沿瓶壁下流,有效控制了耗材,防止灌裝體外溢;(3)灌裝仿真生產線采用特制加工的灌裝閥,大功率真空泵,包裝灌裝后液位水平一致。
由上述設計可知,隨著工業自動化控制、人工智能等技術不斷進步,灌裝生產線在各行業的應用越來越廣泛,尤其在食品、醫藥、日化等行業發揮著重要的作用,并迅速進入產業化、實用化階段。費斯托(FESTO)軟件獨具可靠性高、適應環境能力強、響應快速、使用方便等特點,不但可提高生產效率,而且能適應復雜環境和任務的要求,縮短產品上市時間,更可以消除人為因素的影響,降低風險,降低成本,保證產品質量。
參考文獻:
[1]明立軍,邰玉新,朱軍.可編程控制器應用技術[M].北京理工大學出版社,2013.
[2]梁耀光,余文杰.工業控制新技術教程[M].華南理工大學出版社,2014.
[3]許謬,王淑英.電氣控制與PLC[M].機械工業出版社,2006.
[4]方承遠.工廠電氣控制技術[M].3版.機械工業出版社,2008.
[5]羅宇航.流行PLC實用程序及設計[M].西安電子科技大學出版社,2006.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
