DW技術全面替換傳統砂漿切割工藝研究和展望
2018-06-07 06:48:16吳學賓
電子工業專用設備
2018年3期
趙 雷,吳學賓
(中國電子科技集團公司第四十五研究所,北京 065201)
傳統的砂漿多線切割技術[1]是靠高速運動的鋼線帶動由懸浮液和碳化硅微粉混合配置的砂漿來進行切割。參與切割的碳化硅在鋼線上處于游離狀態,砂漿包裹在鋼線圓周方向上,對硅棒起到研磨的作用。這種傳統的方式,砂漿制備需要較長的時間并且必須始終處于攪拌狀態,其用量會隨著切割硅棒面積的增大而增大,切割的線速度不會太快,工作臺速度也不能太快。
多線切割技術是20世紀90年代崛起的一項新型硅片切割技術,它通過金屬線帶動碳化硅研磨料進行研磨加工來切割硅片。圖1為傳統砂漿多線切割原理。
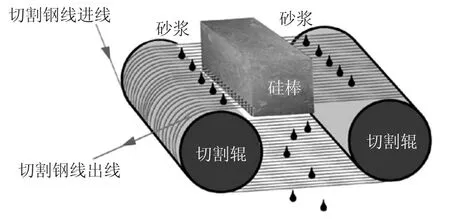
圖1 傳統砂漿多線切割原理示意圖
1 傳統的砂漿多線切割技術
1.1 砂漿多線切割技術
使用高碳鋼切割線絲,直徑0.11~0.12 mm,鋼線表面鍍銅;砂漿由碳化硅磨料+PEG(聚乙二醇)切割液構成;線速大約600~700 m/min;線張力約21 N;線縫損失0.13~0.14 mm,大約40%;一次最多可切割2 000多片光伏硅片;每臺機器每天可切割2刀(12 h切割1刀)。
1.2 砂漿多線切割的摩擦學原理
砂漿多線切割的摩擦學原理[2]為三體磨損,即鋼線與硅材料相磨損,碳化硅粉居于其中;聚乙二醇是潤滑劑,鋼線本身磨損很大,磨損率約12%;生產一片硅片單向切割消耗約170 m鋼線,雙向切割消耗約110 m鋼線。砂漿三體摩擦單向切割原理如圖2所示,其中鋼線見圖3,碳化硅砂粒見圖4。
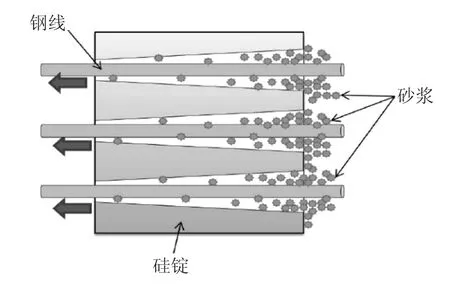
圖2 砂漿切割原理圖
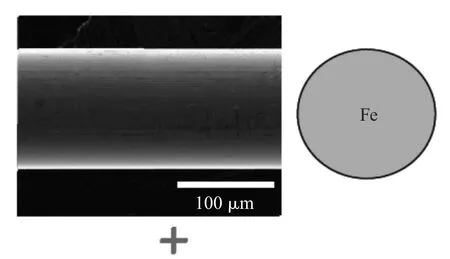
圖3 鋼線圖
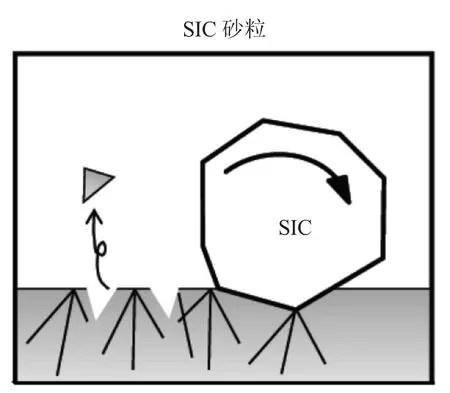
圖4 微觀切割模型圖
1.3 砂漿切割工藝
砂漿切割工藝主要涉及到以下幾個參數:切割鋼線的線速度,切割臺速度,砂漿流量和溫度。……
登錄APP查看全文
猜你喜歡
河南電力(2021年5期)2021-05-29 02:10:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電影(2018年12期)2018-12-23 02:18:48
特別健康(2018年2期)2018-06-29 06:13:42
領導決策信息(2017年10期)2017-05-17 04:49:02
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28