
電容儲能凸焊機和普通固定式凸焊機螺母焊接質量分析
2018-06-18 03:43:46董爭
時代汽車 2018年12期
董爭
南京星喬威泰克汽車零部件有限公司 江蘇省南京市 211100
1 引言
凸焊作為汽車制造中四大焊接工藝之一,完成車身90%以上的裝配工作量,因而凸焊質量對汽車的整車質量有重要影響。隨著汽車工業的飛速發展,高效率、個性化的需求愈來愈明顯,在白車身的制造過程中,采用凸焊工藝焊接螺母可準確定位螺母的位置、提升焊接質量,相對CO2氣體保護焊,更能減少有害氣體,螺母及螺栓與鋼板的凸焊連接已成為汽車制造工業的關鍵技術[1]。
然而在普通固定式點(凸)焊機焊接過程中,常常會出現螺母熔融、發黑、板件變形等現象,影響焊件的外觀及性能質量。電容式儲能焊機是利用電容儲存能量而在瞬時釋放出電流,同時集中大電流穿過小面積點時而達致熔接效果(焊接過程只在16毫秒內完成,其間通過數萬安培到十多萬安培的次級熔接電流),因此在焊接時所產生的熱量致工件過熱變化和變形等情況均減至最少。
本文從焊接性能和焊接外觀,對比兩種焊機的焊接質量。
2 實驗方法和目的
選取40件零件,為同一模具同批次零件。用儲能焊機和普通凸焊機分別焊接零件20件,評估兩組零件外觀質量,并取兩組中各10個零件做壓載實驗和熔深試驗,對比試驗結果。
2.1 實驗設備
電容儲能式焊機(圖1),型號:HRC-201-0A。設置參數電壓650V,回火電壓400V,電極壓力0.5Mpa。
普通固定式點(凸)焊機(圖2),型號:DB-220(SSIN220-002005)。廠家小原(南京)機電有限公司電極壓力-實測6.5KN+0.24/-0.49KN,焊接電流-實測14/18.6KA+1.0/-0.5KA,通電時間實測20/14cyc+/-1cyc。
壓載試驗的機型:友科 YK-3355
扭力扳手:表盤式扭力扳手,日本東日TOHNICHI-DB200N
零件介紹:某車型車門防撞梁(圖3)。零件為高強度板,板厚1.9mm,材質NSSQAS1500;
3 實驗過程和實驗結果對比
選擇同批次零件44臺份,儲能焊機焊接22臺份(下文系列1零件)。固定式點(凸)焊機凸焊22臺份(下文系列2零件)。記錄焊接參數,并對零件外觀和壓載后外觀
分別用來做壓載試驗,壓載至螺母脫落,記錄壓載峰值。扭力試驗,扭力扳手加力至螺母明顯變形或開裂失效,記錄并對比扭力值;熔深實驗,顯微鏡測量螺母凸點和基材相互熔入的深度,記錄對比熔深結果;硬度試驗,用硬度試驗儀檢測基材熱影響區的硬度。
3.1 壓載試驗
壓載至螺母脫落,記錄壓載峰值,對比焊件外觀。表1為壓載實驗對比圖,圖四是螺母壓載峰值。
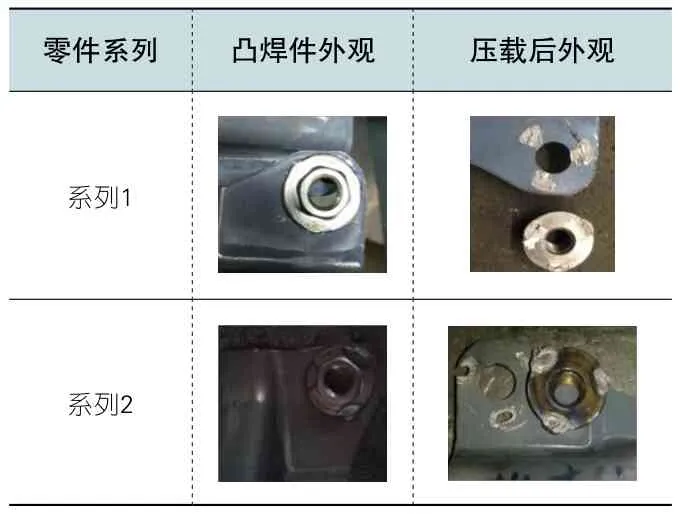
表1 凸焊件壓載試驗對比
3.2 扭力試驗
扭力扳手加力至螺母明顯變形或開裂失效,記錄并對比扭力值(見圖5)。
3.3 熔深試驗
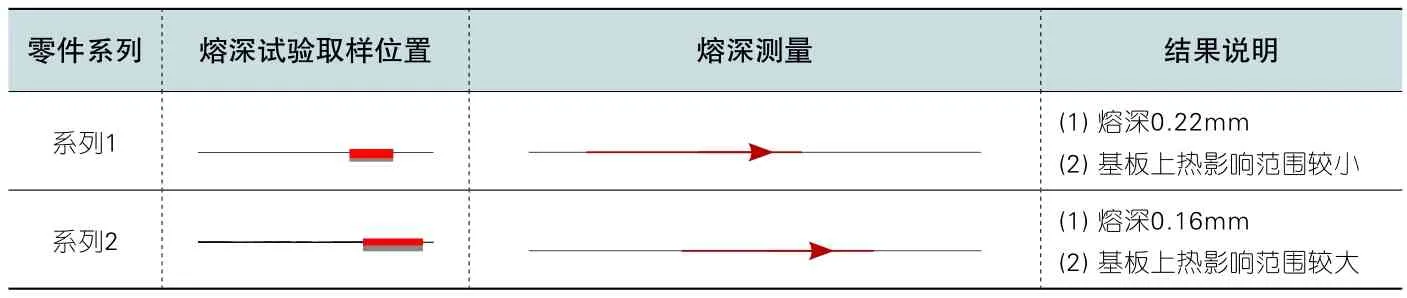
表2 凸焊件熔深試驗對比
對焊接螺母和基板的熔接區進行了微觀檢測,對比零件熔深結果,表1是凸焊件熔深試驗結果對比。
3.4 基材熱影響區硬度試驗
對三種系列的基材進行了硬度檢測,系列1是儲能凸焊件熱影響區基材的硬度,系列2是普通凸焊件熱影響區基材的硬度,系列3是零件基材原始硬度值(即非熱影響區的零件硬度)。
4 實驗結果分析
外觀對比:系列1零件,焊件外觀沒有任何燒痕,也未出現螺母和焊件熔融現象,螺母邊緣有些許焊接飛濺,螺紋內側未發現飛濺;系列2零件,焊件表面有明顯燒痕,焊件有明顯熔融現象,影響焊件外觀質量;
壓載試驗值對比:從壓載試驗來看,系列2零件,壓載峰值在12.0KN左右;系列1零件,壓載峰值可達21.98KN;壓載試驗值差別明顯,儲能焊機焊件更牢固。
熔接實驗結果對比:系列1零件熔深數值優于系列2零件,且系列2零件熱影響區較大;
硬度實驗結果對比:經過對零件基材熱影響區的硬度試驗,發現熱影響區的零件性能有明顯變化,且老式凸焊機的熱影響區硬度降低較為明顯。
5 結語
固定式點焊機,由于在焊接過程放電時間長,零件熱影響區的機械性能明顯降低。而儲能焊機是利用電容儲存能量,當能量能使小面積焊點熔化時瞬時放電,熱影響區小,零件焊接熔接質量良好,且焊接時所產生之熱量引致工件過熱變化和變形等情況均減至最少。
通過以上比較,儲能焊機在保證零件焊接質量上具有明顯優勢。
6 啟示和思考
對于螺母焊接件,如果零件實際應用中,螺母承載力較大,或零件材質對焊接質量影響較大,這時儲能凸焊機就有明顯優勢。儲能式凸焊機適用材料廣泛,就汽車零部件而言,螺母基材不論是冷沖零件還是高強度熱壓零件,均可達到較好的焊接質量。且儲能焊機長時間使用不會產生過熱,也不會影響焊接能力及焊接性能;另外在維護及檢修方面亦減至最低及最簡便[2]。
