冷沖壓模具調試整改
2018-07-17 02:45:48何猛寧波遠景汽車零部件有限公司
鍛造與沖壓 2018年14期
關鍵詞:調試
文/何猛·寧波遠景汽車零部件有限公司
汽車外覆蓋件是質量要求最嚴格的汽車沖壓件。在日常工作中,模具調試對沖壓生產的板件質量起著非常重要的作用,由汽車覆蓋件質量問題而產生的經濟損失較為嚴重,本文通過汽車覆蓋件的加工及工藝質量檢測技術的對比,結合個人的實際工作經驗,對冷沖模具一般調試流程和問題點進行探討,并對提升沖壓件精度方法進行論述。
拉深模調試
作業前準備工作
根據模具頂桿圖先將模具頂桿正確安裝在試模壓機工作臺上,將裝模工藝參數上調至氣墊壓力頂起時,上模能夠與試模壓機滑塊剛好貼實為宜,然后固定上模,最后將壓機開至上死點。
拉深模現有狀態確認(壓邊圈著丹率)
模具在試模壓機上開模后,首先將模具壓邊圈的平衡塊全部拆除,按照拆下的位置順序排放,將藍丹均勻的涂在凹模拉延筋以外壓邊處,調整試模壓機氣墊壓力。氣墊壓力控制在剛好頂起壓邊圈為宜(一般1.0MPa),試模壓機的裝模高度調整到凹模與壓邊圈剛好接觸到為宜。
壓料面研合
壓料面研合以上模壓料面為基準,在試模壓機上完成一個沖次,觀察壓料面的藍丹著丹率,將藍丹著丹點多的地方,采用角磨機打磨壓邊圈表面,打磨時需注意帶柄砂輪走向路徑,交錯打磨,不可有彎曲或鋸齒狀,絕不允許有凹凹凸凸的現象,經過幾輪的打磨,藍丹的著丹率會明顯提高,當藍丹貼合率控制在整個壓邊圈的85%以上,接著對帶件研配板料兩面涂藍丹粉,根據板料著色用砂輪機進行精研,壓料面著色率在90%以上。壓料筋以內必須著色均勻,壓邊圈著丹研合圖如圖1所示。

圖1 壓邊圈著丹研合圖
研磨作業往往被簡單地認為只需要耐心,是簡單的工作,實際上它是能在模具的機能面上左右沖壓件品質的非常重要的作業。研磨作業開始,首先要充分理解研磨面的機能,如果對研磨方法、精加工面精度及粗糙度不作考慮就實施的話,反而會給產品帶來不好的影響,造成時間的浪費,一定要明確加工目的后再進行操作。研磨不要按一個方向打磨,要交叉打磨,先用粗一點的120#磨石進行粗磨,使用磨石時盡量貼面大點,兩手用力抓住。觀察打磨過的表面是否已經平順,手摸起來無明顯凹凸狀態,然后將模具上的打磨粉塵利用高壓氣槍吹干凈,擦試模具,再用240#砂紙進行精磨,精磨后的壓料表面必須光滑平順,將模具清洗、裝配。圖2為45°交叉打磨方向。
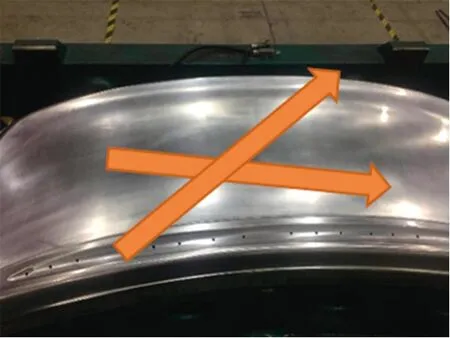
圖2 45°交叉打磨方向
調試作業及注意事項
作為模具調試作業,首先在確保壓邊圈與凹模型面貼合狀態很好的情況下,進行平衡塊的微調,步驟如下。⑴將起初拆下的平衡塊按照先前拆下的順序全部安裝在壓邊圈上,安裝平衡塊的時候一定要注意將平衡塊上之前墊的墊片全部拆下,絕不能帶墊片進行模具調試作業。⑵開始模具第一輪調試作業,首件調試要將試模壓機的裝模高度調整到凹模與壓邊圈剛剛接觸到的位置,首次裝模高度下降20mm,氣墊氣壓調整到模具工藝卡上規定的氣壓,模具上放指定板料,進行一次沖壓,沖壓后能夠清晰觀察出板件的走料方向及滑移線位置。
滑移線對外覆蓋件來說直接影響外板件質量,滑移線是板料開始拉深成形時板料與凸模棱線接觸,當板料棱線處開始塑性變形,并開始隨進料的不均勻而移動時,就會在棱線一側產生滑痕。這個滑痕就是滑移線。如:翼子板棱線、機蓋外板棱線、側圍棱線、行李廂棱線及車門外板棱線都需要判斷分析,通過調整拉延筋,使兩側進料均勻,保證棱線處半徑移動距離在一個R之內,可以解決滑移線問題。門外板容易產生滑移線現象如圖3所示。

圖3 門外板容易產生滑移線現象
使棱線位于凸模的最高點,然后調整制品的旋轉角度,使兩側平衡。一般要求棱線的R角大于10~15倍的料厚,這樣會使制件拉伸率不足,會影響制件剛度。根據情況每次將壓力機的裝模高度向下調10~20mm,一直到制件開裂時,分析開裂原因。
根據制件的狀態調整氣墊壓力,待氣墊氣壓無法完成調整起皺開裂時,開始調整模具壓邊圈上的平衡塊的高度,調節平衡塊的作用是調節模具壓邊圈與凹模局部壓料力,如:側圍后門洞處拉深深度大形狀復雜,開裂(圖4)是較常見且難控制的問題,一般分為走料快(速度不均)與進料難兩種,進而導致受力不均引起的破裂。此時需利用平衡塊調整壓料面松緊,并檢查板料落料輪廓斷裂帶狀況是否異常,因落片間隙問題造成的毛刺問題引起拉延破裂,經過幾輪調試后,生產出表面質量合格的拉延件。

圖4 零件外部開裂現象
TR+PL類修邊沖孔模調試
修邊沖孔模主要是將拉延件多余部分切除。修邊模調試需要做以下工作:
⑴根據板件厚度要確定一個凸凹模合理間隙值,應保證上下模(凸模、凹模)相互咬合,深度適中,不能太深或太淺,以沖下合格零件為準。間隙的調整是依靠調節壓機連桿長度來實現,凸凹模的間隙一定要均勻且垂直,對于有導向零件的沖模,調整起來比較簡單,只要能夠保證其導向零件無干涉、運動順利即可;對于無導向零件的沖模,可以在凹模刃口周圍用銅皮或硬紙板進行調整,也可以用透光或塞尺測量方法在壓機上調整,直到上、下模的凸、凹模相互對中且間隙均勻后,可用螺絲緊固在壓力機上進行試沖。
⑵定位裝置的調整,修邊模與沖孔模的定位件形狀,應與前工序形狀相吻合。在調整時應充分保證其定位的穩定性。檢查定位銷、定位塊、定位擋板是否定位穩定、合乎定位要求,假如位置不合適或形狀不準,在調整時應修正其位置,必要時更換定位元件。圖5為定位擋板和定位銷定位。
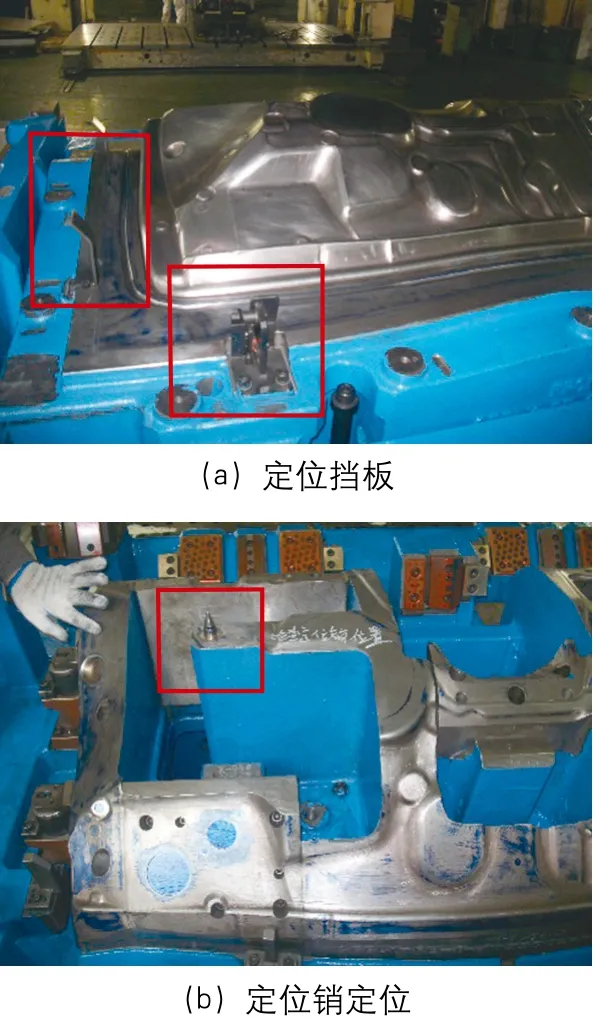
圖5 定位擋板和定位銷定位

圖6 頂/卸料裝置
⑶卸料系統的調整,卸料板(圖6)又叫頂料器,形狀應與沖件貼合、卸(頂)料彈簧及橡膠彈力應足夠大、卸料板的行程以高出刀塊5mm左右為宜,凹模刃口應無倒錐以便于卸料,廢料通道與廢料滑板應保持通暢,打料桿、推料桿應順利推出制件。最后對沖壓件進行表面質量和尺寸合格率檢查。
REST+FL類整形翻邊模調試
整形翻邊模主要目的是對冷沖模沖壓件進行形狀尺寸精確修整,翻邊的主要目的是將切邊件進行翻整來符合零件形狀。如:機蓋外板翻邊角度太大,對焊裝包邊(圖7)有影響,在零件翻邊整形過程中對模具壓料面與凹模的配合尺寸要求非常的高,翻邊模進行調試時導向涂藍丹粉確認,以平衡塊為基準,壓料板均布鉛絲6~20處確認壓料板間隙。
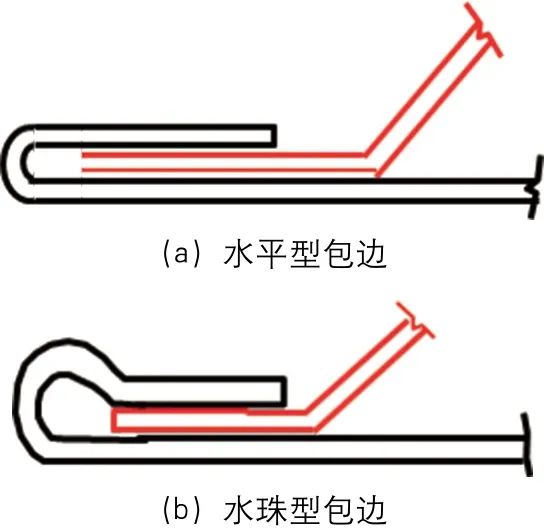
圖7 水平型包邊和水珠型包邊
按最大間隙值配平衡塊,斜楔導向面著色均勻,拉楔形面壓鉛絲。導板間隙在0.08mm以內,導柱襯套著色均勻。確保拉楔工作位置到位,首先要粗研壓料板、凹模進行打光,研配壓料板時要將修邊件上下涂上藍丹,在翻邊模上進行一次試壓,確認制件符型狀態、確認退料狀態、精研壓料板。定位穩定,斜、拉楔歸位自如,退料自如。最后采用角磨機進行修復,將藍丹多的地方修掉一些,反復幾輪試壓修復,保證壓料面著色率90%以上。
結束語
模具調試作業在模具出廠后,針對沖壓零件尺寸精度和零件組裝在一起配合程度來進行模具調試,在日常工作中,板料會因為各方面問題產生開裂、起皺等。板料含碳量稍微高一點,翻邊間隙太小,模具長期使用使得模具壓料面會有很大程度磨損。如果壓料面有壓痕,凹模圓角半徑處開裂,說明進料困難;如果壓料面形成波紋,則開始進料容易,以后由于波紋的產生,材料流動困難,從而產生起皺開裂,也就是說在拉深過程中,材料流動的難易,都會引起拉伸件的起皺和開裂。不同的情況要用不同方法去解決,進料困難一般是由于壓料面的進料阻力太大引起的。
如果壓料面和凹模圓角表面粗糙度值太高,或有反成形,局部拉伸太大,就要調節外滑塊,減小壓邊力,適當加大凹模圓角,降低表面粗糙度值和加大拉伸筋槽的間隙。如果局部拉伸變形太大,有反成形,則要采取增加工藝切口或工藝孔的方法解決,進料容易主要是由于壓料面的進料阻力太小,壓料面接觸不好,或設計的拉伸件工藝性較差所致。如果是壓料面問題則要求研修壓料面,保證全面接觸,另外還要增加壓邊力或增加壓邊面積。如果是拉伸件工藝性較差,則要重新設計拉深件,直到拉深出合格產品。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00