淺談機(jī)器人等離子數(shù)控切割
2018-07-23 06:21:22莫云霞孫淑華石林瀟張建設(shè)
鍛壓裝備與制造技術(shù) 2018年3期
關(guān)鍵詞:系統(tǒng)
莫云霞,孫淑華,石林瀟,路 坤,張建設(shè),宮 寧,寧 波
(國機(jī)鑄鍛機(jī)械有限公司,山東 濟(jì)南 250306)
隨著國內(nèi)卡車行業(yè)的飛速發(fā)展,客戶的個(gè)性化需求越來越多,各種各樣的車架層出不窮。車架是卡車中最重要的承載部件,而車架縱梁又是其中的關(guān)鍵零件之一。縱梁加工的傳統(tǒng)切割工藝,已經(jīng)不能很好地滿足用戶多樣化的需求。
機(jī)器人等離子數(shù)控切割生產(chǎn)技術(shù)是集計(jì)算機(jī)控制技術(shù)、機(jī)器人技術(shù)、等離子切割技術(shù)以及精密機(jī)械技術(shù)于一體的新技術(shù)。傳統(tǒng)的熱切割工藝存在效率低、質(zhì)量差、勞動(dòng)強(qiáng)度大而且環(huán)境臟亂差的問題。發(fā)展機(jī)器人等離子數(shù)控切割生產(chǎn)技術(shù),可以從根本上改變傳統(tǒng)切割技術(shù)的弊端。
本文介紹了一種機(jī)器人等離子數(shù)控切割設(shè)備,通過機(jī)器人示教再現(xiàn)功能完成縱梁切割,實(shí)現(xiàn)了車架縱梁的柔性化加工,可適應(yīng)多品種、小批量生產(chǎn),滿足不同規(guī)格縱梁和加強(qiáng)梁的切割需要。該設(shè)備主要依托于濟(jì)南鑄造鍛壓機(jī)械研究所研發(fā)的機(jī)器人等離子數(shù)控切割生產(chǎn)線。
1 切割方式對比
目前熱切割的三種主要方式為火焰切割、激光切割和等離子切割。
火焰切割是最古老的熱切割方式,成本低,并且是切割厚金屬板的唯一經(jīng)濟(jì)有效的辦法。但是火焰切割變形較大,適應(yīng)不了高精度的切割需要,切割的準(zhǔn)確性對操作人員的技術(shù)要求高;而且切割速度慢,難以適應(yīng)無人化操作。
激光切割,是用聚焦鏡聚焦從激光器輸出的激光光束作為高密度能量,照射在材料上,使材料受熱熔化(蒸發(fā))而切割的方法。輔助氣體與激光束同軸噴射,用于吹掉熔融金屬以保護(hù)聚焦鏡。與火焰切割以及等離子切割相比,由于單位面積的能量大,所以激光切割的能量密度高,割縫寬度小、熱影響區(qū)域小,精度高。聚焦鏡和輔助氣體噴出裝置構(gòu)造如圖1所示。激光切割的缺點(diǎn)是價(jià)格相對昂貴,而且隨著切割厚度的增加切割速度明顯下降。
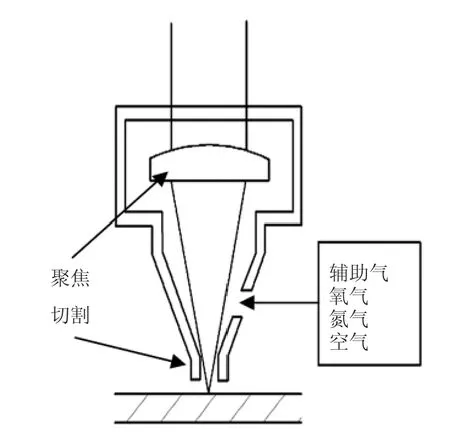
圖1 切割聚焦示意圖

圖2 等離子切割示意圖
等離子數(shù)控切割是利用高溫等離子電弧的熱量使工件切口處的金屬局部熔化(和蒸發(fā)),并借高速等離子的動(dòng)量排除熔融金屬以形成切口的一種加工方法,如圖2所示。等離子切割范圍寬,可切割一切金屬板材和許多非金屬材料。切割后的割口面一般情況下不需要進(jìn)行表面加工。切割表面質(zhì)量與激光切割近似,但切割成本遠(yuǎn)低于激光切割,約為其1/3。等離子數(shù)控切割具有自動(dòng)化程度高、使用方便、精度高、可靠性高、價(jià)格低,易操作維護(hù)等優(yōu)點(diǎn),廣泛適用于各種機(jī)械制造業(yè)中金屬板材的下料切割。因此,研究推廣數(shù)控等離子切割技術(shù)具有重要的意義。
2 設(shè)備組成
該機(jī)器人等離子數(shù)控切割設(shè)備主要由縱向進(jìn)料系統(tǒng)、中間支撐橫梁、機(jī)器人系統(tǒng)、等離子切割單元、縱向出料系統(tǒng)、安全防護(hù)系統(tǒng)等組成。
2.1 縱向進(jìn)料系統(tǒng)
縱向進(jìn)料系統(tǒng)包括送進(jìn)架、送料支撐及動(dòng)力裝置以及伺服送料小車。
送料支撐及動(dòng)力裝置與送進(jìn)架并排安裝,分為送料支撐裝置部分及動(dòng)力裝置兩部分,負(fù)責(zé)板料的支撐及側(cè)向定位;動(dòng)力裝置負(fù)責(zé)將縱梁送至伺服送進(jìn)小車夾鉗工作區(qū)域。
伺服送料小車結(jié)構(gòu)如圖3所示,該伺服送進(jìn)小車以伺服電機(jī)為精準(zhǔn)送料動(dòng)力,利用夾鉗夾持縱梁進(jìn)行送料,該送料方式可實(shí)現(xiàn)對縱梁全長范圍內(nèi)數(shù)控定位,使梁在任意位置精確定位,確保縱梁無切割盲區(qū),其重復(fù)定位精度±0.5mm。切割完成后,自動(dòng)出料。
圖3 伺服送料小車示意圖
2.2 中間支撐橫梁
中間支撐橫梁結(jié)構(gòu)如圖4所示,安裝在切割房內(nèi),其中心部分為板料的切割區(qū),起支撐板料及側(cè)導(dǎo)向作用。當(dāng)板料送至切割位后,將板料支撐住,進(jìn)而按照要求進(jìn)行切割。中間支撐橫梁具有調(diào)節(jié)功能,在切割不同縱梁產(chǎn)品時(shí)可任意調(diào)整。
圖4 中間支撐橫梁結(jié)構(gòu)
2.3 機(jī)器人系統(tǒng)
選用ABB機(jī)器人,帶有弧壓調(diào)高、示教再現(xiàn)以及防碰撞功能。通過示教再現(xiàn)功能,機(jī)器人調(diào)用相應(yīng)的切割程序完成切割要求。對機(jī)器人進(jìn)行示教的新程序,可在觸摸屏內(nèi)手動(dòng)調(diào)用。弧壓調(diào)高功能,能夠保證切割質(zhì)量,不斷弧、不撞槍。防碰撞功能,能夠保證在發(fā)生意外碰撞時(shí),機(jī)器人可立即停止動(dòng)作,或通過其他方式防止機(jī)器人受到損傷。機(jī)器人結(jié)構(gòu)如圖5所示。
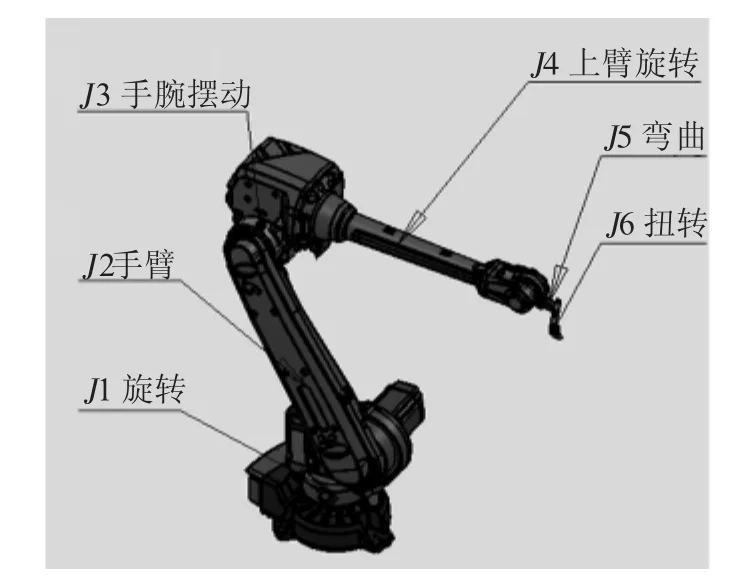
圖5 機(jī)器人結(jié)構(gòu)
機(jī)器人具備對不同規(guī)格產(chǎn)品進(jìn)行程序預(yù)設(shè)置及存儲(chǔ)的功能,切割設(shè)備可以針對不同規(guī)格產(chǎn)品,自動(dòng)調(diào)用對應(yīng)切割程序完成加工要求。
2.4 等離子切割單元
等離子切割電源選用德國凱爾貝精細(xì)等離子切割電源。低頻啟動(dòng),因而對于CNC數(shù)控系統(tǒng)沒有干擾。由于沒有切割引弧時(shí)的高頻干擾,調(diào)試和實(shí)際使用都非常穩(wěn)定。
切割電流可以調(diào)節(jié),切割不同厚度材料可以選擇不同的電流,有利于切割不同厚度工件,保證切割質(zhì)量。
割炬為水冷式設(shè)計(jì),不僅可直接冷卻電極,同時(shí)可直接冷卻噴嘴,易損件的壽命較競爭對手明顯延長,因此使用成本大幅度降低。兩種割炬對比如圖6所示。
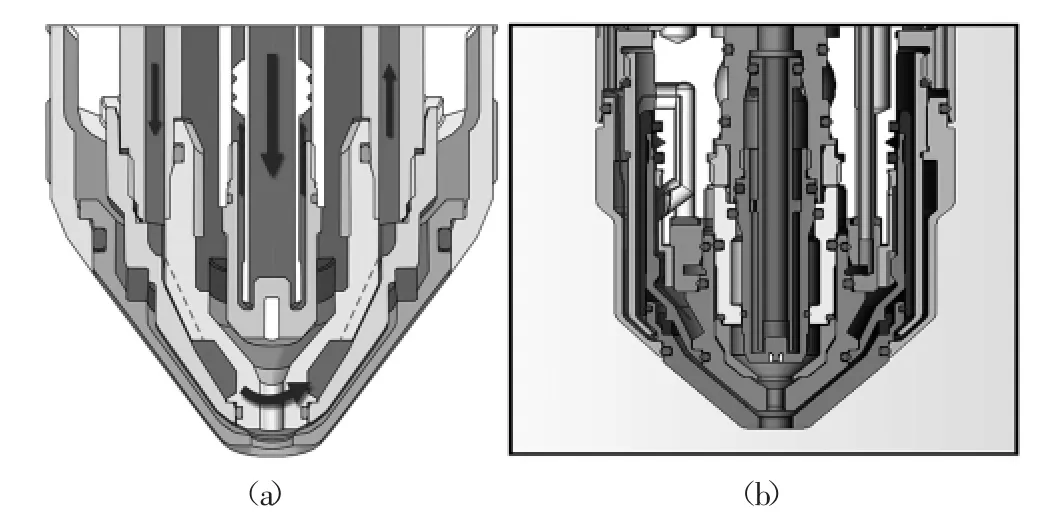
圖6 割炬對比
2.5 縱向出料系統(tǒng)
縱向出料系統(tǒng)包括送料支撐及動(dòng)力裝置。送料支撐裝置負(fù)責(zé)板料的支撐及側(cè)向定位;動(dòng)力裝置負(fù)責(zé)將縱梁可下料區(qū)域。
2.6 安全防護(hù)系統(tǒng)
該設(shè)備配有相應(yīng)的切割房,操作面留有觀察窗,操作人員可在外面觀察機(jī)器人切割態(tài)勢。切割房上部留有除塵管道接口,配有除塵器,滿足環(huán)境排放要求。
3 主要性能特點(diǎn)
(1)進(jìn)料獨(dú)立循環(huán)、切割獨(dú)立循環(huán)、出料獨(dú)立循環(huán),三個(gè)獨(dú)立循環(huán)系統(tǒng),使上下料動(dòng)作同時(shí)進(jìn)行,縮短了上下料時(shí)間。
(2)能適應(yīng)多品種柔性化生產(chǎn),滿足不同規(guī)格工件切割需要。
(3)操作維護(hù)傻瓜型。配液晶顯示器,使用非常明了方便。
(4)系統(tǒng)的可靠性高,可故障自診斷。
(5)采用模塊化設(shè)計(jì),維修更換方便。
4 結(jié)束語
機(jī)器人等離子數(shù)控切割設(shè)備,具有極高的柔性化,對于不同寬度、高度、長度的縱梁,可通過觸摸屏調(diào)用對應(yīng)的切割程序完成切割工序;非常適合現(xiàn)代化工廠多品種、小批量的生產(chǎn)狀況,又可適應(yīng)縱梁的大批量生產(chǎn),同時(shí)大大減輕工作人員的勞動(dòng)強(qiáng)度,提高切割速度和產(chǎn)品質(zhì)量,具有廣闊的市場應(yīng)用前景。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
