車輛自動變速器齒形離合器轂沖擠塑性變形過程的數值模擬研究
2018-07-23 06:21:28趙升噸孟德安李靖祥
鍛壓裝備與制造技術 2018年3期
趙升噸,孟德安,董 鵬,李靖祥
(西安交通大學 機械工程學院模具與先進成形技術研究所,陜西 西安 710049)
汽車離合器轂件是自動變速器中的重要動力傳遞部件,其形狀復雜,尺寸精密,是自動變速器制造中最為困難的零件之一[1]。隨著自動變速器市場占有率的不斷提高,離合器轂件的需求量也在不斷增大,傳統的鑄造和切削工藝已經不能滿足離合器轂件大批量、高強度和低成本化的要求,近年來國外各大汽車零部件廠商紛紛嘗試以金屬厚板體積成形的方式制造該零件[2],并取得了較好的經濟效益,國內由于前期積累較少,技術能力尚不成熟,汽車離合器轂件基本依賴進口或采購國外先進設備進行生產,嚴重限制了本土自動變速器技術的發展。
離合器轂件在外形上屬于回轉類零件,目前常用的生產工藝為主要有兩類:一類是局部塑形變形,即通過局部塑形變形的累積完成整個齒形的加工,比較有代表性的有滾打和旋壓[3,4];另一類是整體塑形變形,即一次性完成所有齒的成形,如沖壓和擠壓等[5-7]。局部塑形變形對成形設備要求高,需要設計專用成形設備,而整體塑形變形成形設備簡單,但是對工藝設計要求較高,綜合來說,如果工藝參數選擇合適,沖壓和擠壓是一種成本低、效率高的成形方法。
本文通過有限元軟件DEFORM模擬離合器轂齒形成形過程材料流動及應變狀態,分析不同坯料厚度、不同直徑和不同摩擦條件下,齒形填充效果和成形精度,為離合器轂成形提供理論參考。
1 齒形離合器轂成形過程
齒形離合器轂早期主要通過以鑄造加機加工的方式制造,該成形方式材料利用率低,生產時間長,成本較高。近幾年隨著伺服沖壓技術的發展,板材體積成形工藝得到了迅速的發展[8],離合器轂為外形復雜的高強度薄壁零件,尤其適合板材體積成形,根據齒形離合器轂的特點,其成形過程主要分為4部分,如圖1所示。第一步為下料,先根據最終零件尺寸確定坯料大小,一般為圓形坯料,下料工藝主要通過沖壓或者激光切割,這道工序較為簡單,是板材加工中最常用的工藝。第二步為拉深,拉深工藝要根據拉深比的大小確定是否需要壓邊,壓邊力的大小可以通過計算機模擬或者經驗公式獲得,合適的壓邊力是確保拉深質量的重要因素[9]。第三步為齒形成形,該工序為齒形離合器轂成形的關鍵工藝,合適的齒形成形工藝能提高零件的精度,提高強度,降低后續整形過程,目前常用的齒形成形工藝有滾扎、旋壓、沖壓等。第四步為沖孔,在齒形上分布有腰圓形通孔,一般通過專用沖孔設備進行加工,也可以通過激光切割進行沖孔。從圖1中可以看出,齒形離合器轂加工工藝較多,尤其是齒形成形,往往需要設計專用模具和專用設備,制造成本較高,因此選取合適的加工工藝進行齒形成形是保證高質量、低成本離合器轂件的關鍵。
由于沖壓工藝設備簡單,成形效率高,制造成本較低,本文選擇沖壓工藝進行離合器轂齒形的成形,在齒形沖壓成形過程,板材既有平面應變又有厚向應變,因此齒形成形過程是一種沖壓與擠壓復合的工藝,可以稱之為沖擠成形工藝。
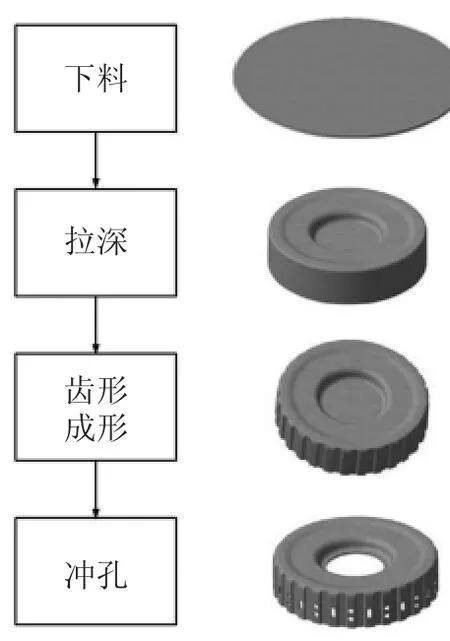
圖1 齒形離合器轂成形過程
2 有限元模型
齒形離合器轂成形材料為DC04鋼板,通過寶鋼冷軋低碳鋼鋼板及鋼帶的生產標準(Q/BQB 403-2009),經過單軸拉伸試驗測得的有效應力應變曲線如圖2所示,另外試驗中測得材料彈性模量208GPa,屈服強度 175MPa,抗拉強度為 452MPa,取泊松比0.3,本文研究的的零件尺寸如圖3所示,該零件共有18個齒,為了節省計算時間,取該零件1/18建立幾何模型。利用DEFORM-3D軟件進行有限元模擬,采用剛塑形有限元模型,單元網格為四面體,凸模運動速度100mm/s,凸模位移40mm,總分析步500步,成形模具如圖4所示,凸模、凹模和坯料壓邊設置為剛體,凹模入模斜度為15°。
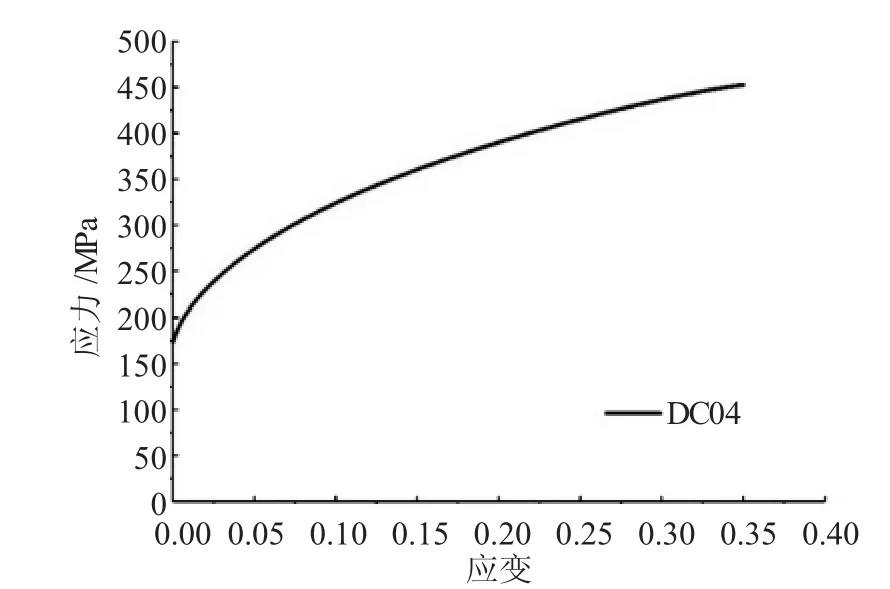
圖2 有效應力應變曲線
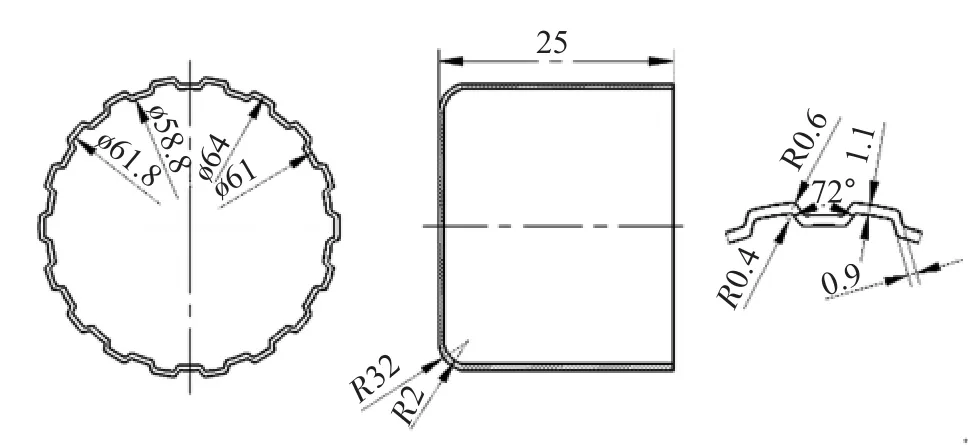
圖3 齒形離合器轂尺寸
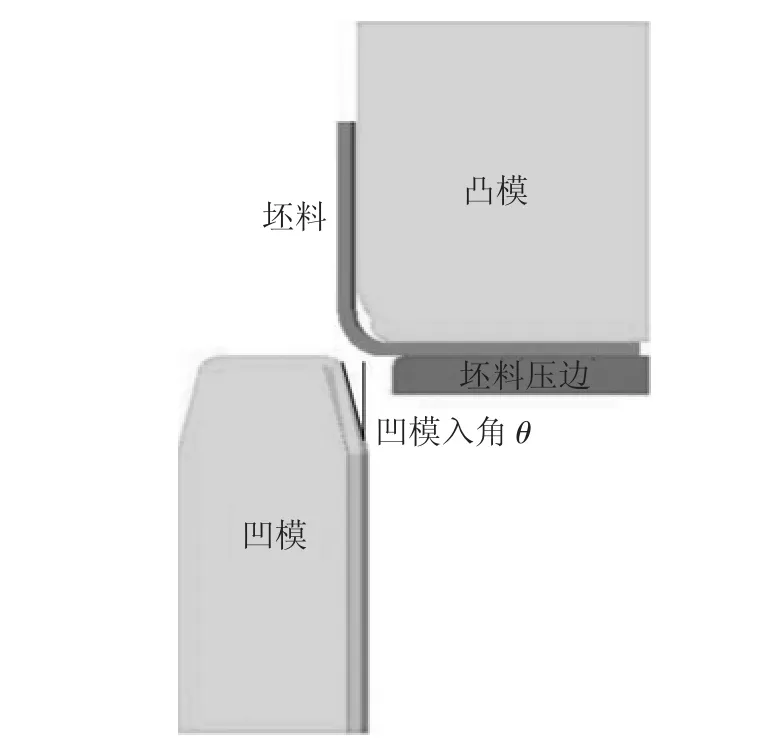
圖4 齒形離合器轂模具
3 數值仿真結果
3.1 齒形沖壓過程分析
齒形沖壓過程如圖5所示,坯料壓邊將坯料固定在凸模上,凸模在外力作用下將坯料緩緩壓入凹模,坯料在凸模與凹模之間發生塑形變形成形齒形,從圖5可以看出,坯料底部未發生塑形變形,側壁材料發生局部塑形變形,以剪應變為主,并在徑向有較大流動。
齒形離合器轂最大壁厚為1.1mm,因此初始坯料厚度應大于1.1mm,以最小成形力為原則確定坯料厚度為1.1mm,并選取坯料內徑為61.8mm,摩擦系數0.05進行模擬,齒形填充效果如圖6所示,從圖中可以看出在坯料初始厚度為1.1mm,圓角B、C處填充效果較差,由于該零部件為外轂件,A、C處圓角尺寸最為重要,圓角A處材料變形量較大,徑向流動較大填充效果較理想,而C處材料基本向軸心方向流動填充效果較差,要使材料流向C處,就要增大材料壁厚或者增大初始坯料內徑。
3.2 正交試驗分析
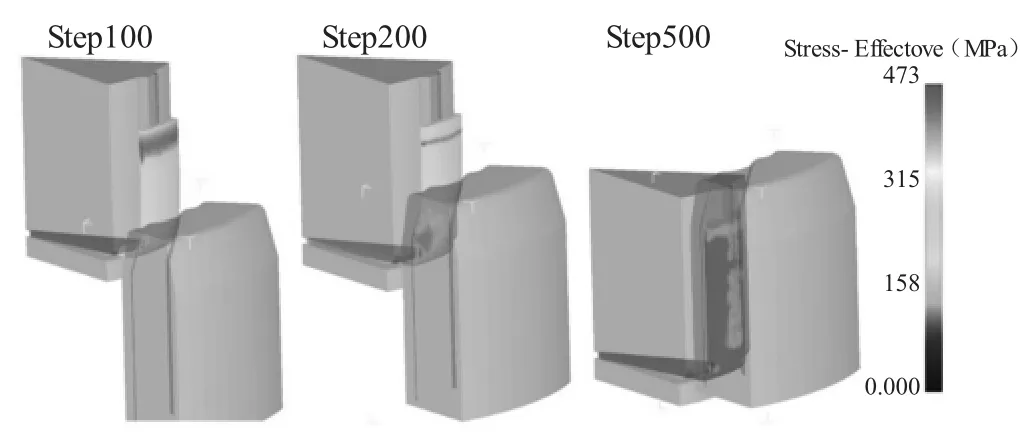
圖5 齒形成形過程
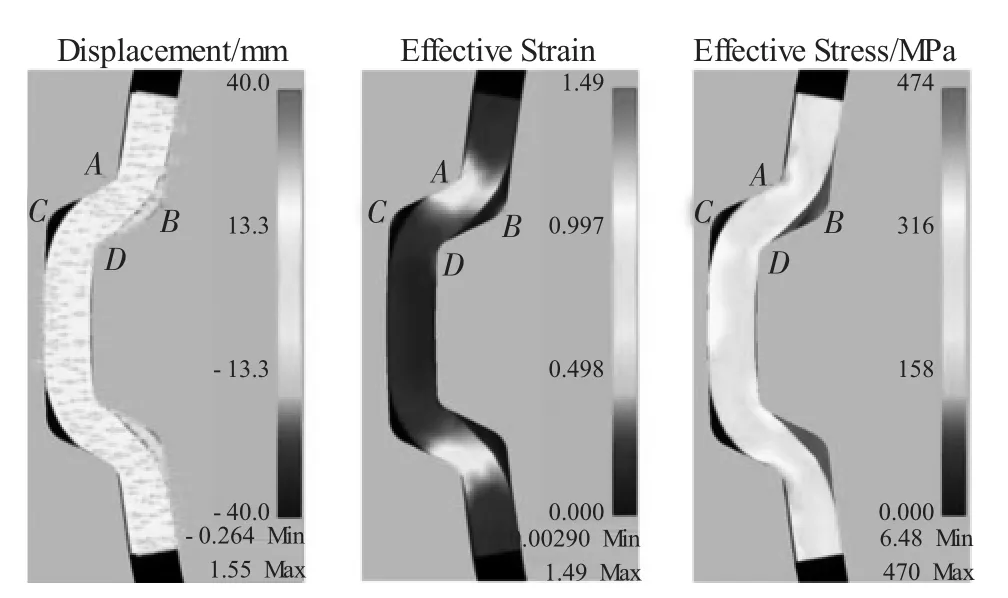
圖6 齒形填充效果(坯料厚度1.1mm)
齒形成形精度和成形力是成形工藝最為重要的兩個評價指標,我們期望在在成形精度達到要求時成形力盡可能的小,當模具尺寸固定后影響齒形填充效果和成形力的因素主要有三個:板材厚度、坯料內徑和摩擦系數,為了研究這三個因素對成形精度和成形力的影響我們設計了如表1所示的三因素三水平正交試驗[10]。并將圖6中C處圓角凹模與坯料的最大偏差作為作為評價成形精度的指標,將凸模反作用力作為評價成形力大小的指標。

表1 正交試驗因素表
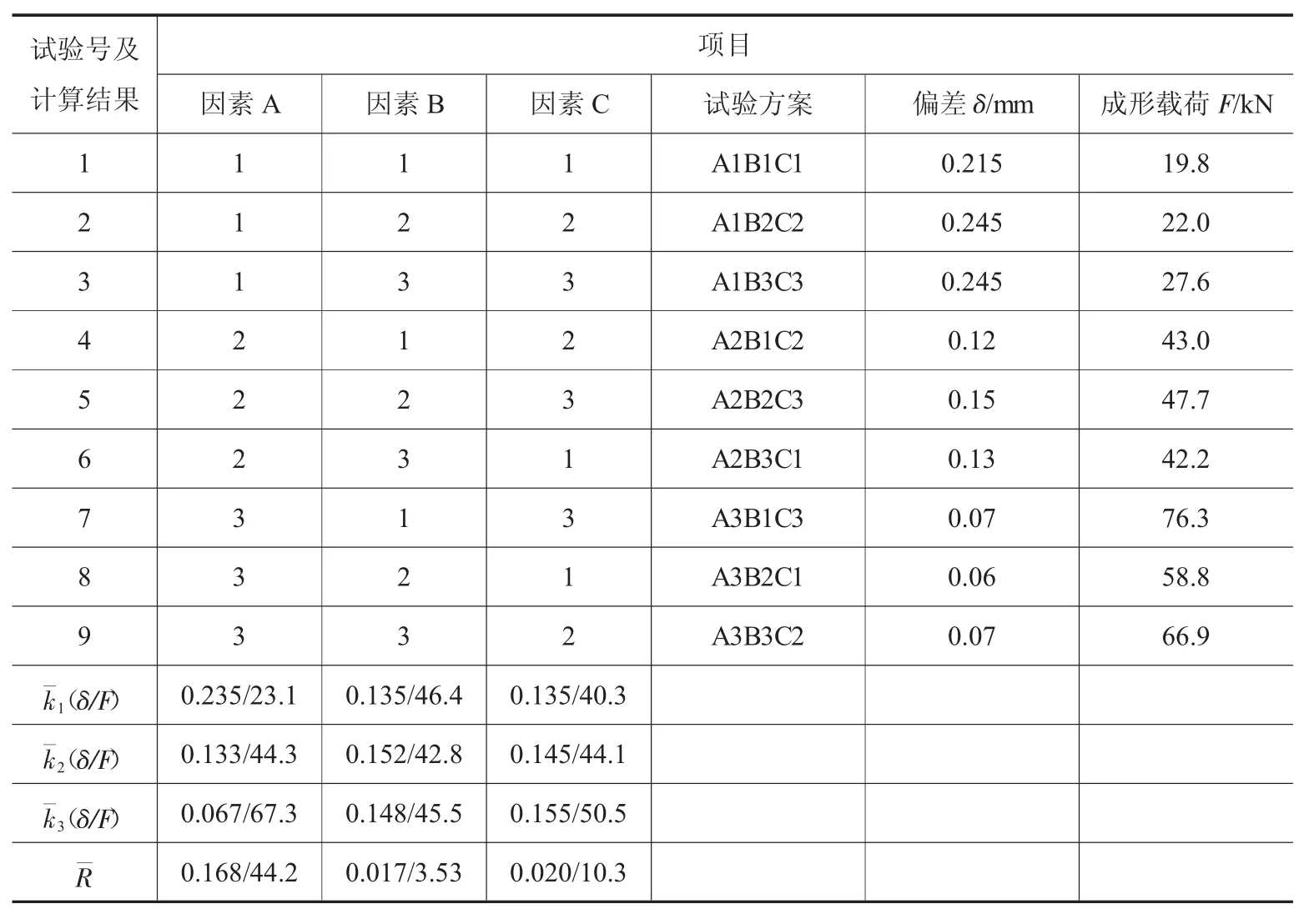
表2 正交試驗結果
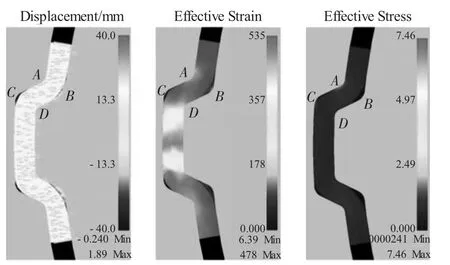
圖7 齒形填充效果(坯料厚度1.5mm)
4 結論
(1)通過有限元模擬驗證了沖擠復合成形工藝的可行性,仿真結果顯示,變形區主要剪應變,材料在圓弧處流動較差。
(2)初始板材厚度的增加對成形精度提高十分有利,同時也導致成形力的劇烈上升。
(3)摩擦系數越小成形精度越高,成形力也越小。
(4)坯料內徑大小對成形精度和成形力均無明顯影響。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
