基于電伺服驅動的立式內拉床研制*
2018-08-03 04:19:50鄭士榮郎建榮胡春美
機電工程 2018年7期
關鍵詞:故障
鄭士榮,郎建榮,胡春美,林 翔
(1.上海汽車制動系統有限公司,上海 201821;2.杭州電子科技大學 機械工程學院,浙江 杭州 310018;3.浙江暢爾智能裝備股份有限公司,浙江 縉云 321404)
0 引 言
拉削加工是具有高精度、高效率、高復雜程度及可最終成型的機械加工方法,被廣泛應用于航空航天器械、汽車零部件、海洋裝備及工程機械等加工制造領域[1-2]。拉床根據拉削主運動方向,可分為立式拉床和臥式拉床;根據拉刀相對于工件的位置,可分為內拉式拉床和外拉式拉床;根據驅動方式,可分為機械拉床和液壓拉床[3]。
目前,國內立式內拉床大多采用液壓驅動,其主溜板與油缸活塞相連接,溜板上裝有夾刀體,通過油缸驅動主溜板沿導柱在床身內上下移動,從而帶動拉刀進行拉削工件[4]。液壓拉床拉削力大,適用范圍廣。但由于液壓驅動力不恒定,會造成拉削不平穩影響拉削精度,降低拉刀壽命;且液壓站安裝占地面積大,結構復雜,加工成本高且不易維修維護;液壓拉床工作過程中存在漏油及工作噪音會導致資源和環境污染,其液壓系統漏油現象易引發火災,存在不安全隱患[5]。隨著工業市場競爭日趨激烈,產品加工質量要求越來越高,人們的資源節約和環境保護意識越來越強,液壓拉床的使用受到了很大的制約。
針對液壓驅動的立式內拉床存在的不足,基于電伺服驅動系統,本文將研制一種機械立式內拉床。
1 拉床工藝原理及性能指標
1.1 拉床工藝原理
基于電伺服驅動的立式內拉床的總體結構主要由底座、床身、提送刀伺服機構、拉削伺服機構、工作臺送料機構、拉刀、潤滑系統、冷卻排屑總成等組成。
電伺服驅動的立式內拉床工作原理為:拉床初始狀態為提送刀伺服機構夾持拉刀后柄部位于提刀位,拉削伺服機構位于返程位,工作臺送料機構位于退料位;首先將工件放置于工作臺上,由工作臺送料機構送料到位,接著提送刀機構將拉刀向下送至送刀位,輔夾頭松開拉刀后柄部,主夾頭夾緊固定拉刀前柄部,然后拉削伺服電機帶動主溜板上的工作臺向上運行,進行拉削工件,此時輔溜板自動向上退回提刀處;工件拉削完成后,工作臺送退料機構進行退料操作,此時工件位于退料位,刷屑機構位于拉削位;然后進行主溜板帶動工作臺向下返程,刷屑機構對拉刀進行刷屑;最后返程到位時,輔溜板向下運行至送刀處,主夾頭松開,輔夾頭夾緊拉刀后柄部進行提刀回到拉床初始狀態;取下工件,拉削運行完成。
1.2 主要性能參數
根據拉床工作性能要求,立式內拉床主要參數指標如下:
(1)額定拉削力:80 kN;
(2)最大拉削行程:800 mm;
(3)拉削速度:0~9 m/min,返程速度:0~14 m/min;
(4)工件最大外徑:120 mm。
研制的電伺服驅動的立式內拉床應用于星形套的拉削加工。拉削工件如圖1所示。

圖1 拉削工件-星形套
工件參數為:基本齒槽寬E=1.676 7~1.697;實際齒槽寬最大值Emax=1.705;作用齒槽寬最小值Evmin=1.645。其拉削參數如表1所示。
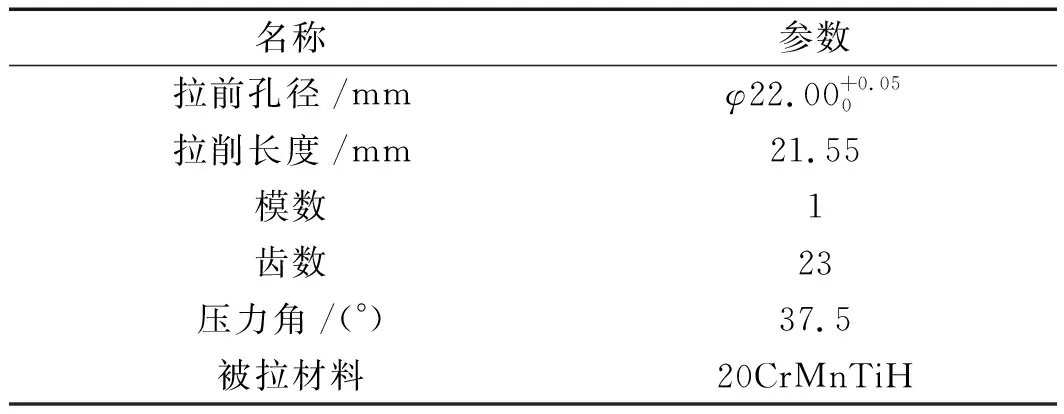
表1 工件拉削參數
2 拉床機械結構設計
2.1 整體方案設計
基于電伺服驅動的立式內拉床各機構部件裝配緊湊、占地面積小,其總結構如圖2所示。

圖2 電伺服驅動的立式內拉床總結構
拉床床身垂直立于拉床底座上,拉床底座與冷卻排屑總成相連。底座上裝有主夾頭座,用于夾持固定拉刀后柄部。主夾頭座上端設有工作臺及送退料機構,其與主溜板相連。床身兩側分別豎直設有滾動導軌副[6],滾動導軌副的中間位置設有滾動絲桿副[7]。床身側面安裝有主溜板潤滑泵及輔溜板潤滑泵。拉削伺服電機及提送刀伺服電機則安裝于床身頂部。拉床整體還包括配電柜及人機界面,配電柜中包含電氣控制系統主電路,控制電路及伺服驅動器,PLC編程控制器等電氣元件和電路。拉床的總體設計各動作間無干涉影響,且占地面積小,操作安全方便。
2.2 關鍵功能機構設計
立式內拉床關鍵機構設計包括:提送刀伺服機構、拉削伺服機構、工作臺送退料機構及拉刀。
提送刀伺服機構主要包括提送刀伺服電機、滾珠絲桿、輔溜板和輔夾頭。其中,輔溜板通過絲桿螺母與滾珠絲桿連接,其兩側與滾動導軌副相連,可在驅動裝置的驅動下沿滾動導軌副上、下運動。輔溜板上有輔夾頭,主要用于夾持拉刀的頂部,輔夾頭由氣缸驅動,完成夾緊,松開動作。
拉削伺服機構主要包括拉削伺服電機、滾珠絲桿、主溜板和主夾頭。其中,主溜板通過絲桿螺母與滾珠絲桿連接,其兩側與滾動導軌副相連。主夾頭通過主夾頭座固定于拉床底座,并通過氣缸驅動,用于夾持固定拉刀下端。
工作臺送退料機構安裝固定于主溜板上,工作臺上放置工件,通過氣缸驅動機構送退料。將工件送料至拉削位置,拉刀下夾緊時,主溜板帶動工作臺向上移動進行拉削。拉削完成后退料,工件處于退料位,此時刷屑機構處于拉削位,工作臺向下移動進行返程,刷屑機構對拉刀進行刷屑。
2.3 拉刀設計計算
根據工件參數,本研究采用的拉刀為漸開線花鍵拉刀。拉削過程中拉刀工件接觸示意圖如圖3所示。

圖3 拉刀工件接觸示意圖
漸開線花鍵拉刀主要分為前柄部、過渡錐、前導部、切削部、后導部以及后柄部。切削部又分為切削齒和校準齒。其中,切削齒為花鍵齒,校準齒為圓齒。其主要參數如表2所示。

表2 拉刀主要參數
拉刀設計過程中,須考慮拉刀的最大拉削力。漸開線花鍵拉刀的拉削力的計算公式為[8]:
F=F′×Z×S×Ze×K′
(1)
式中:F′—拉刀單位長度刀刃上的切削力;Z—花鍵槽槽數;S—拉刀刀齒切削刃長度;Ze—同時參與拉削的齒數;K′—與拉刀前角、使用冷卻液及刀具的磨損程度有關的修正系數。
由此,可知其他參數確定的情況下,只要確定最大拉刀刀齒切削刃長度,就可以計算出漸開線花鍵拉刀的最大拉削力Fmax。故S取拉刀花鍵齒最大弧齒厚,Smax=Emax。則拉刀最大拉削力Fmax計算公式為:
Fmax=F′×Z×Emax×Ze×K′
(2)
3 拉床電氣系統設計
3.1 電伺服驅動系統設計
伺服驅動系統采用臺達伺服電機[9],臺達伺服驅動器ASDA-A2系列。根據拉刀最大拉削力,可以進行拉削伺服電機及伺服驅動器的功率選型:
(3)
式中:P—計算功率,kW;Fmax—最大拉削力,N;Vmax—最大拉削速度。
提送刀伺服電機及伺服驅動器的選型也根據上述公式進行(其中,Fmax—拉刀的重力,Vmax—提送刀的最大速度)。
驅動系統操作模式采用PT位置模式,位置命令由端子輸入,信號型態為脈沖。脈沖型式采用脈沖列加符號,即由PLC高速脈沖輸出點輸出脈沖及方向來通過伺服驅動器控制伺服電機運行速度及方向。其控制原理如圖4所示。
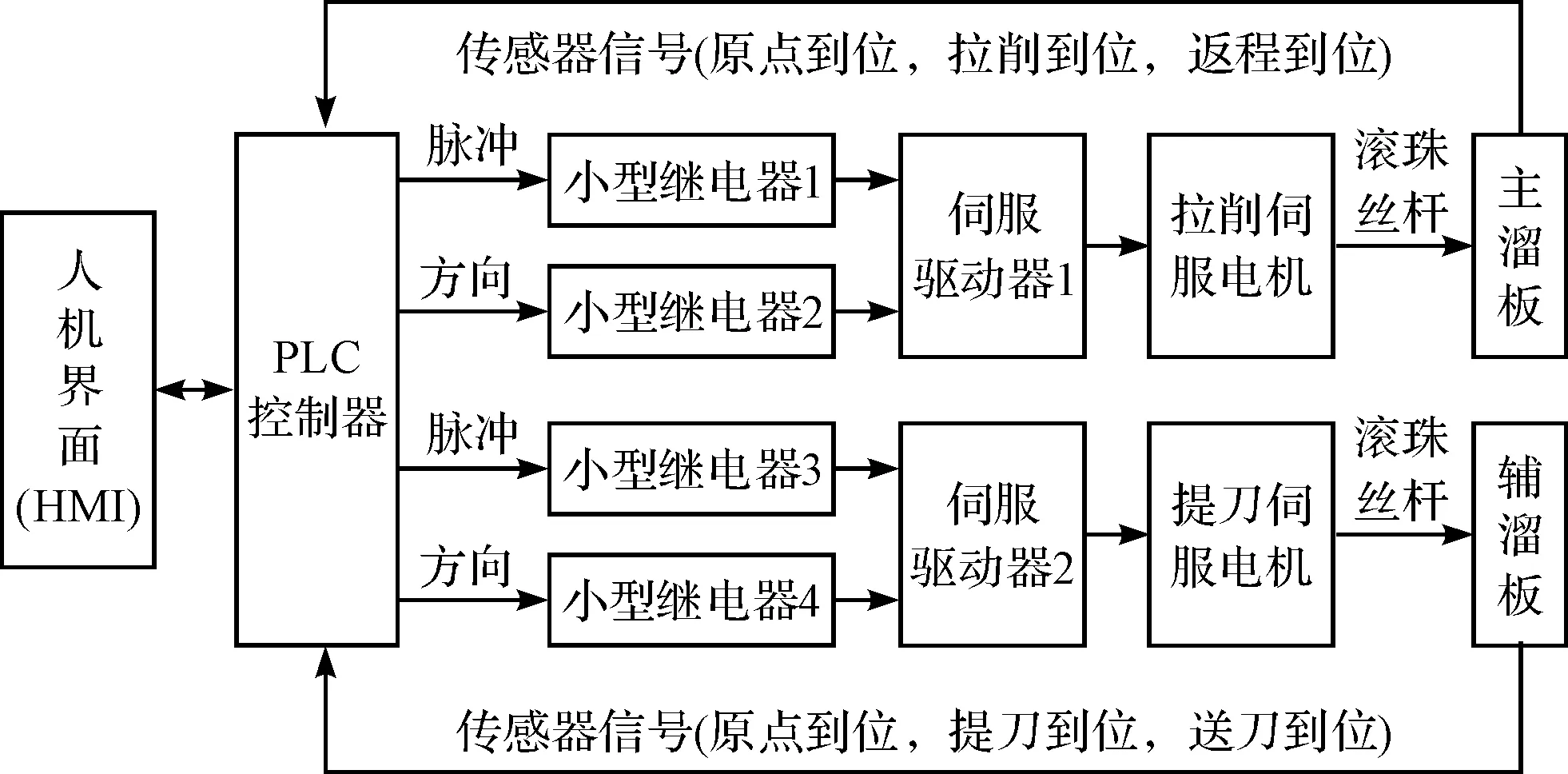
圖4 伺服驅動系統控制原理圖
設計過程中還需要考慮拉床的位置精度要求以及拉削返程的最高速度要求,因此,需要對伺服驅動器的電子齒輪比進行設置[10]。ASDA-A2系列伺服驅動器的基本參數P1-44為電子齒輪比分子(N),P1-45為電子齒輪比分母(M)。電子齒輪比參數設定錯誤時伺服電機易產生暴沖,因此須按規定設置,其具體計算方式如下:
(4)
式中:ΔS—伺服電機每轉對應的移動量,mm/rev;Pb—滾珠絲桿螺紋距,mm;n—減速比。
每指令脈沖對應的移動量Δl0為:
(5)
式中:Δl0—每指令脈沖對應的移動量,mm/pulse;Pt—伺服電機編碼器分辨率,1 280 000 pulse/rev。
參照拉床的位置精度要求,設置每指令脈沖對應的移動量Δl0。聯立式(2,3),可算出電子齒輪比的要求范圍:
(6)
此外,還需根據拉削返程的最高速度要求來計算電子齒輪比的要求范圍。已知臺達PLC高速晶體輸出點的脈沖輸出頻率為200 kHz,當達到要求的拉削或返程的最高速度時,其脈沖輸出頻率不可超過200 kHz。其具體計算方式如下:
(7)

(8)
式中:Vm—拉削或返程最高速度,mm/min。
3.2 電控軟件系統設計
電氣控制系統采用PLC及HMI系統。設計中,PLC采用臺達DVP80EH00T3高功能標準型主機,該PLC具有多種運動控制指令[11-12]。
伺服原點的設置以及其回原點方式關乎伺服定位的精準性,因此當伺服系統斷電重啟后以及拉床發生主要報警并復位后,需要對主溜板和輔溜板進行回原點操作。該設計采用設置機械原點的方式以及臺達PLC提供的定位控制指令DZRN進行主溜板和輔溜板的回原點操作。原點回歸DZRN指令型式為[DZRNS1S2S3D]。其中:S1—指定的原點回歸開始時的速度;S2—近點信號(DOG)ON之后指定低速部分的速度;S3—指定近點信號(DOG);D—脈沖輸出裝置。
原點回歸過程如圖5所示。
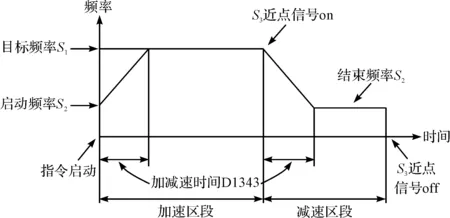
圖5 原點回歸過程
指令啟動時,溜板以啟動頻率速度加速到原點回歸開始速度S1(目標頻率),當溜板以原點回歸開始速度運行到原點感應開關前端時(近點信號On),開始減速至S2指定低速部分速度(結束頻率),并以指定低速部分速度運行至原點感應開關后端(近點信號Off),溜板運行停止,溜板伺服回原點結束。
設計中,人機界面采用Weinview HMI,與市面上各類PLC具有良好兼容性。人機界面與PLC之間采用RS-485兩線制的半雙工通訊方式。
電控軟件系統設計原理圖如圖6所示。

圖6 電控軟件系統原理圖
首先,拉床上電開機,控制器PLC及HMI進行狀態初始化,系統參數初始化,并顯示拉床當前的狀態。當拉床處于故障狀態時,三色燈紅燈閃爍,蜂鳴器發出報警聲,此時,HMI觸摸屏畫面顯示出報警內容,進入報警畫面查看報警詳情及對應的解決方法,處理完故障后,點按故障復位進行復位操作。拉床自動運行須各動作狀態滿足自動運行條件要求(自動運行條件進入自動畫面的自動條件可查看),若未滿足,則進入點動分段畫面進行相應動作的調整。滿足自動條件后即可進行拉床全自動運行生產。
拉床自動運行過程中,控制器全程處于監控狀態。拉床正常運行時三色燈綠燈常亮。拉床自動運行出現故障時,相應的傳感器檢測到故障并反饋給控制器,控制器發出三色燈紅燈閃爍,蜂鳴器報警的脈沖指令,同時控制器對故障類型進行判斷。若發生的故障屬于主要故障,拉床立即停止運行,保護拉床的運行安全;故障類型屬于次要故障時,拉床動作完成當前的自動循環后停止運行。拉床停止運行后須根據觸摸屏畫面顯示的報警內容對故障進行檢查與處理。處理完所顯示的全部故障,并使其滿足自動運行條件后方可再次對拉床進行自動運行生產。
4 拉床運行與應用
本文研制出的拉床整機結構簡單、占地面積小、操作便捷安全。拉床整機實物圖如圖7所示。

圖7 拉床整機圖
本研究將研制的拉床應用于星形套的拉削加工,結果表明:該拉床運行穩定,加工的星形套符合所要求的加工精度,且噪音小、加工工件類型廣泛,克服了傳統液壓驅動拉床的漏油現象。
5 結束語
針對傳統液壓驅動的立式內拉床結構復雜、拉削精度不高、液壓站占地面積大,且液壓系統運行存在噪音及漏油現象,本文研制了一種基于電伺服驅動的立式內拉床。
基于電伺服驅動的立式內拉床研制成功后,進行了星形套的拉削加工應用,加工結果表明其克服了液壓拉床存在的不足,具有明顯的技術優勢。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39