通用機床加工大型單拐曲軸的工藝分析
2018-08-20 07:45:52李麒
現代冶金
2018年3期
李 麒
(常州寶菱重工機械有限公司,江蘇 常州 213019)
1 概 述
在大型煉鋼設備、船用設備的傳動部件中,通常會應用大型曲軸,如圖1所示;其作為主要核心零部件,裝上連桿后,承接連桿的上、下(往復)運動變成循環(旋轉)運動。
大型曲軸承受著彎曲、扭轉、剪切和拉壓等交變應力的作用,受力狀態十分惡劣,曲軸本身結構復雜,加工難度較大。
在飛剪設備中,就出現了如圖2所示的大型單拐曲軸,其能否成功的制作,關鍵在于其核心的工藝流程和制作要領。

圖1 各種常用曲軸圖
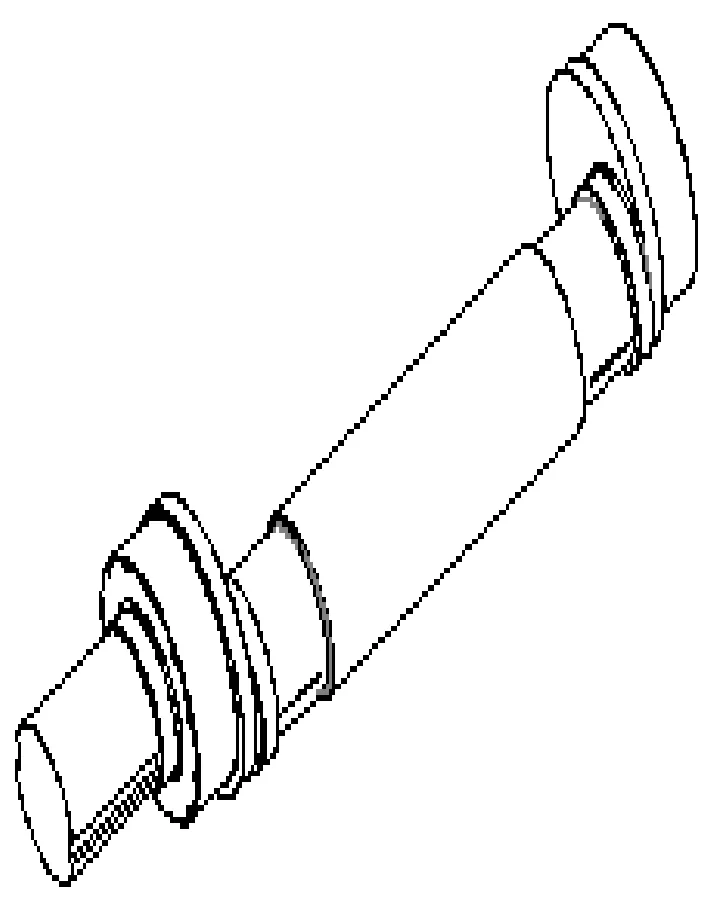
圖2 單拐曲軸的外形
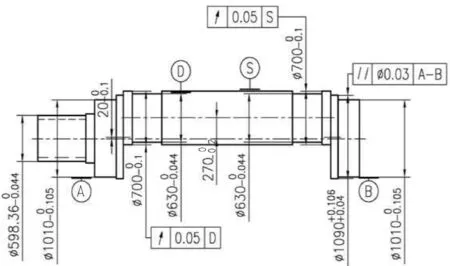
圖3 單拐曲軸的技術參數圖
2 加工難點分析
如圖2所示的曲軸結構復雜、緊湊、裝配精度要求高,尤其是作為以傳遞載荷為主的傳動曲軸,是飛剪重要的零部件之一,主要承受連桿傳來的力矩,并將其轉變為轉矩通過曲軸輸出,曲軸受到旋轉質量的離心力、周期變化的氣體慣性力和往復慣性力的共同作用,使曲軸承受彎曲扭轉載荷的作用。因此要求曲軸有足夠的強度和剛度,軸頸表面需耐磨及確保曲軸工作均勻,有足夠的平衡性。
該曲軸重量重,偏重多,偏心量也大,結構相對復雜,因此加工難度大。為了保證整個飛剪的剪切精度及使用壽命,對傳動曲軸的加工制造就需要有著嚴格的技術控制要求。
該曲軸的最大直徑為Φ1090 mm, 長度為4780 mm,有兩個偏心部位,一處偏心量20 mm,一處偏心量270 mm,重量15.8噸,由于曲軸的最大偏心大,由此造成刀鼓的偏重比較大,加工難度高,從曲軸的參數分析可知:曲軸的主要加工難度是裝軸承的兩個軸頸Φ1090 mm,偏心最大處的兩個Φ630 mm以及各處外圓的尺寸及形位公差,如圖3所示。……
登錄APP查看全文