PLC與變頻器在除塵風機自動控制上的應用
2018-09-03 07:57:48唐勻生
廣西教育·C版 2018年6期


【摘 要】本文簡述在轉爐煉鋼廠利用西門子PLC可編程控制器,實現二次除塵風機根據轉爐閥門狀態控制除塵風機自動調速,達到凈化轉爐廠區的空氣、降低大氣污染、降低電耗的目的。
【關鍵詞】風機轉速 除塵閥等級 除塵閥
【中圖分類號】G 【文獻標識碼】A
【文章編號】0450-9889(2018)06C-0191-02
廣西柳州鋼鐵集團公司轉爐煉鋼廠,40T大型化改造新建兩座150T轉爐,配置兩套二次煙氣除塵系統,2013年10月同步投產,主要用于轉爐生產中收集轉爐兌鐵水、加廢鋼、轉爐出鋼期間逸出的煙塵,轉爐吹煉時從活動煙罩處外逸的一次除塵系統不能收集到的煙塵,以及轉爐停產檢修切割粘鋼產生的煙塵,輸送副原料過程產生的煙塵等,達到凈化轉爐廠區的空氣,降低大氣污染的目的。
二次煙氣除塵系統的凈化設備兩臺正壓反吹風布袋除塵器,電控系統采用德國SiemensPLC可編程序控制器,高壓變頻裝置為北京合康公司產品,實現高壓電動機的調速和驅動,額定轉速750r/min,以滿足各吸塵點不同工藝抽風量的需要,調節不同工況時風機的運行轉速。計算機與PLC之間通過工業以太網通訊,實現人機界面操作實時監控風機運行狀況及各吸塵點抽風量的變化,并根據工藝要求設置相關參數。
風機的控制設有自動、手動(或本地)兩種控制方式,其中手動控制可在控制計算機HMI畫面上操作設備進行單獨控制,本地控制則在檢修維護時在機旁箱操作風機啟動、停止,設有故障報警功能,故障信號送至風機操作室。自動控制則是根據7#、8#轉爐發送來的各除塵閥開閉信號自動調節風機輸出轉速,以滿足凈化煙塵的生產需要。
一、二次除塵風機自動調速設計
(一)自動調速程序設計原則。轉爐的整個吹煉鋼周期中需要工作的閥有側吸矩形閥、頂吸支管閥、吹氬喂絲、三次除塵、裝包除塵閥、精煉除塵閥。從生產工藝流程看:兌鐵時東面側吸矩形閥、西面側吸矩形閥閥門打開,下槍開吹,矩形閥閥門關閉;吹煉下槍時東面頂吸支管閥、三次除塵支管閥、西面頂吸支管閥閥門打開,出鋼結束閥門關閉;出鋼結束信號1分鐘后,爐后吹氬喂絲閥,18分鐘后,閥自動關閉;鋼包車離開座包位,LF爐除塵閥閥門打開,鋼包車回到座包位,閥門關閉,鋼包車離開座包位。要達到吸凈廠區的煙氣,降低大氣污染,又降低電耗的目的,二次除塵風機轉速高低的自動調節則應依據各個除塵閥開閉信號來觸發風機轉速的自動調速控制。根據爐前傳至二次除塵PLC的相關除塵閥的開關信號,將轉爐除塵閥信號等級分配,分別以側吸矩形閥為一個除塵閥等級,頂吸支管閥為第二個除塵閥等級,共建立六個除塵閥等級。
新150T二座轉爐同時吹煉時,系統總管道最大風量達1600萬m3/h,風機轉速的自動調節轉速必須實現除塵效率高,凈化廠區的空氣,又能降低電耗,抽風能力滿足各吸塵點不同工藝抽風量的需求,將風機設五個速度(分別以開一臺風機或兩臺風機來設定)。根據二次除塵系統抽風能力,結合由η=GC/Gi×%計算出的除塵效率η,考慮除塵布袋的透氣性、除塵器的阻損及清灰方式、風管風量大小等諸多因素,計算出以滿足各吸塵點不同工藝抽風量需求的參數比較值1-4或比較值5-8。視開風機臺數,分別確定開一臺風機時兩臺風機開啟時的比較值,當除塵閥等級之和與比較值1-4或比較值5-8相比較,滿足高高速、高速等速度條件后,由PLC發出相應速度控制信號至高壓變頻器,高壓變頻器輸出不同頻率給高壓電機,使風機轉速自動實現升/降速運行,滿足生產工藝要求,凈化廠區空氣。
(二)信號傳輸。由于二次除塵風機自動調速的實現均取決于轉爐7#、8#爐PLC開關量信號,而轉爐7#PLC站、8#爐PLC站及二次除塵PLC站各自獨立控制著各自的系統,因此在二次除塵PLC上必須能讀到轉爐7#、8#爐PLC控制的側吸矩形閥、頂吸支管閥等相關閥門的動作信號,要實現信號互通,首先要建立各PLC間的通訊。
西門子PLC可編程序控制器在柳鋼轉爐廠煉鋼、連鑄、供水電公輔設施領域廣泛應用,各自有獨立的PLC分別控制煉鋼、連鑄、供水電公輔系統,轉爐廠新建150T轉爐系統中已組建了一個工業以太環網,因此用西門子通訊功能,只要在轉爐7#PLC和8#爐PLC的CPU網絡配置(“Insert New Connection”S7connection)中輸入二次除塵PLC的IP地址,即可實現使轉爐7#PLC、8#爐PLC與二次除塵風機PLC間相互通訊。程序調用接收、發送功能塊SFB14和SFB15功能塊編程,將7#、8#轉爐控制閥門動作數據信號傳至二次除塵PLC(如圖3),分別放置在二次除塵風機PLC的數據塊DB3和DB5上,二次除塵PLC站即可調用這些閥門開、閉信號編寫控制程序,計算機HMI上監控到側吸矩形閥、頂吸支管閥相關閥門的動作信號。
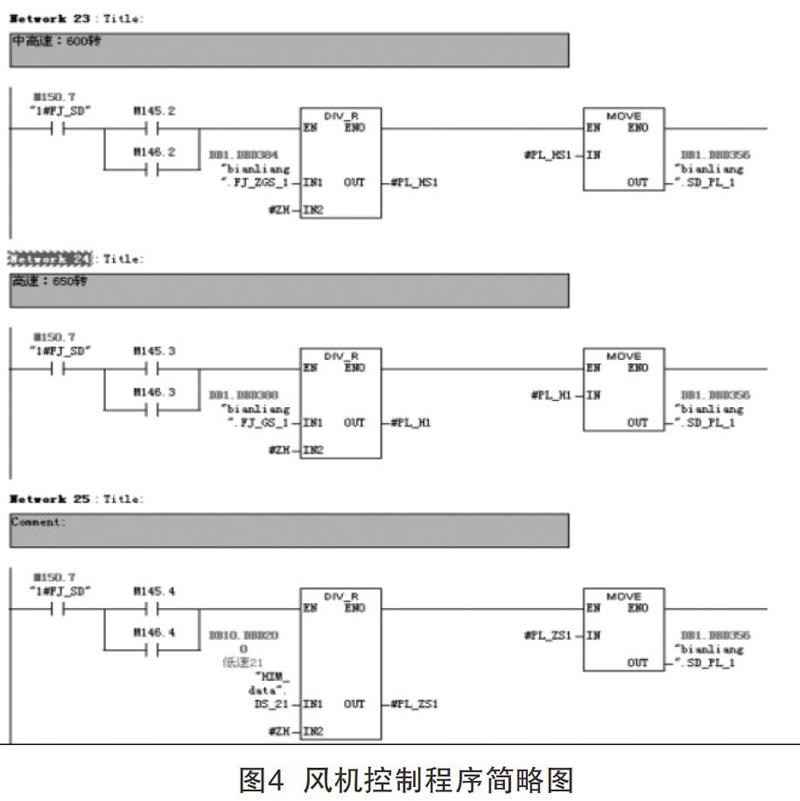
(三)程序設計。首先在配置好二次除塵系統的PLC站程序中,建立FC10功能塊用以存放風機自動調速程序,從DB3和DB5直接調用側吸矩形閥、頂吸支管閥開閥、關閥的信號,用MOVE語句將除塵閥開關量信號轉換為數值。如開一個側吸矩形閥時將1賦于設定的臨時地址,開兩個則將2賦于設定的臨時地址,再用MUL語句乘以側吸矩形閥除塵法等級(除塵閥等級由計算機HMI上給出),ADD語句相加后得出一個目前除塵閥等級的和,由生產工藝根據煉鋼時產生煙氣大小給出的比較值與目前除塵閥等級的和相比較,確定輸出的轉速值。如此多次應用MOVE語句、MUL乘法、ADD加法和CMP比較語句,實現除塵閥等級及風機轉速設定的要求,分別確定出一臺風機和兩臺風機需要多大的轉速,將速度信號轉換為模擬信號,由PLC輸出至高壓變頻器,高壓變頻器根據接收到的4-20mA模擬量電流信號,調節輸出頻率的大小,控制高壓電動機的轉速,穩定高效地收集處理轉爐二次煙塵。
二、除塵電耗
由于除塵風機的傳動電機功率較大,以及各吸塵點經常處于不同時工作的工藝條件,如果單純地以手動設定風機轉速,是無法實現既凈化煙塵又節電的。一臺風機運行的轉速設定至少650r/min以上,兩臺風機轉速同時提高到600r/min以上,由此節電是無從談起的,因為除塵閥風機的電耗主要取決于系統阻損和煙氣實際風量。圖5中當風量由1.0下降為0.5時用其它方法如關小閥門,則使阻抗曲線發生變化,由R1變化到R2,工作點由A轉移到B,而采用自動調速,風機減小風量時,阻抗曲線R1不變,在由實際揚程決定的功率特性上由A轉移至D,采用自動調速的方法節電量BD,因此節電率可達20%-60%。風機的負載轉矩與轉速的平方成正比,軸功率與轉速的立方成正比,實際揚程越小,節電效果也越大。
利用轉爐除塵閥的開/閉信號,通過工業以太網通訊,實現二次除塵風機控制自動調節除塵風機的轉速,有效地凈化轉爐廠空氣,并取得非常好的節能效果,降低操作人員的勞動強度。
【作者簡介】唐勻生(1962— ),柳州鐵道職業技術學院講師。
(責編 丁 夢)
