打孔機的結構原理及維護
2018-09-11 09:40:12王英麗
中國眼鏡科技雜志 2018年17期
關鍵詞:結構
文/王英麗
1 打孔機簡介
打孔機作為眼鏡加工的儀器之一,是制作無框眼鏡時對鏡片進行鉆孔的設備,主要作用是對鏡片進行打孔、對已打孔鏡片進行擴孔,或對拉絲眼鏡鏡片進行鋸槽,其結構、操作都非常簡單,但是精度較差。目前的打孔機將打孔、擴孔、開槽集于一體,提高了眼鏡加工的效率。打孔機可以加工玻璃、樹脂、PC片等材質的鏡片。鉆孔直徑一般為0.8~2.8mm。
打孔機的基本結構(見圖1)主要由鉆頭、鉸刀/鉆孔調節器、開關、壓把、孔位調節按盤、油盒、發動機等部分組成,各個結構共同作用,完成對鏡片的打孔工作,其中每個結構的作用如表1所示。
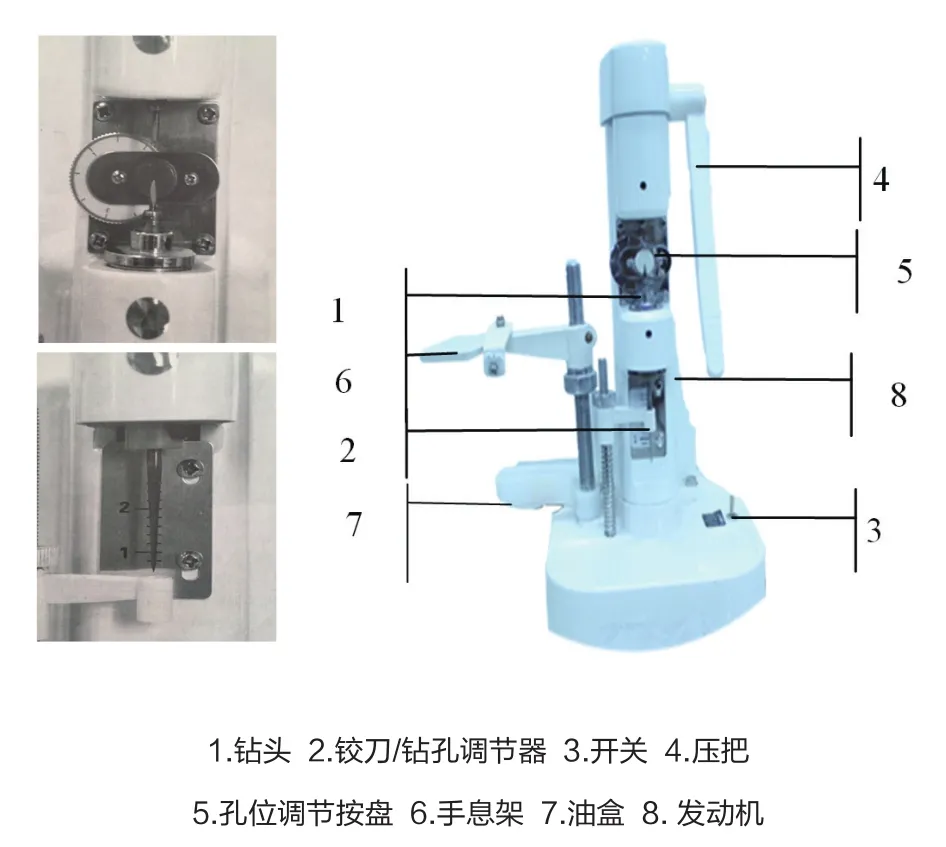
圖1 打孔機結構圖

表1 打孔機主要部件功能
鉸刀/鉆孔調節器 擴孔/調整打孔的大小,在φ0.8mm和φ2.8mm范圍內以0.2mm的增值準確在鏡片上鉆孔開關 控制鉆頭及鉸刀運轉壓把 控制鉆頭升降的手柄,推動扶手,鏡片就會被鉆孔孔位調節按盤調整打孔的位置,把鏡片放在鉆頭相對的位置,鏡片邊緣到鉆孔定點的距離在2.0mm至8.0mm范圍內以0.5mm增值調節手息架 抵住拿鏡片鉆孔的手油盒 儲存鉆鏡片用的切油口發動機 將電能轉換成為鉆頭及鉸刀運轉的機械能
2 打孔機的結構原理
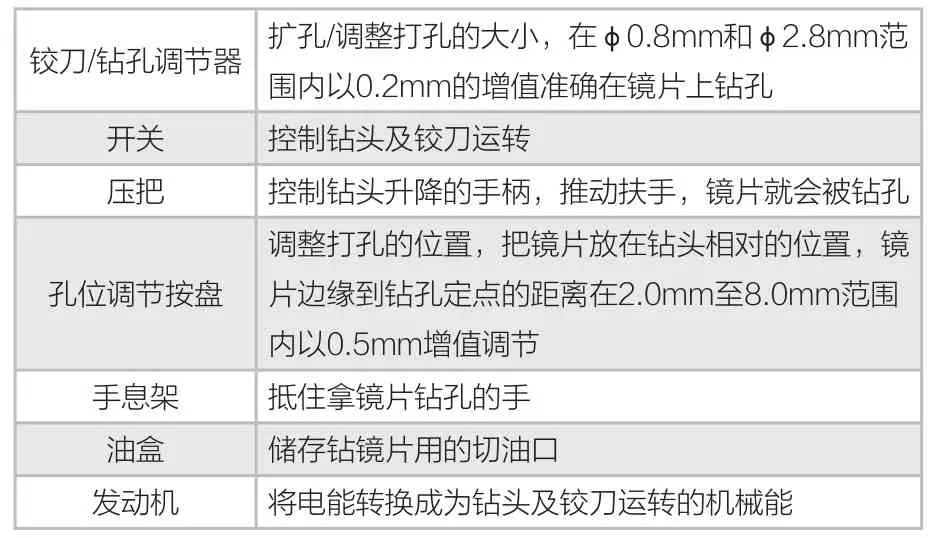
打孔機是通過動力以及傳動裝置帶動鉆頭和鉸刀的轉動,達到對放在操作平臺上的鏡片鉆孔的目的。鏡片鉆孔按其步驟先后可分為打點、預鉆和成型鉆。打點,即通過樣板上的孔用水筆在鏡片上做標記(見圖2a);預鉆,即在鏡片鉆孔定位標記上先做表淺且小范圍不穿孔的鉆模;成型鉆即在預鉆基礎上按孔的直徑要求將孔鉆穿,需同時完成鉆穿、孔大小形成及鉆孔角度修正的操作。鏡片鉆孔的方法是:首先,通過鉆頭在標記點偏內處鉆出定位孔(見圖2b),再通過鉸刀、擴孔,矯正鉆孔位置角度并打通定位孔(見圖2c),最后裝配鏡片。一般上下鉆頭為同種類型,可上下同時對鏡片鉆孔。擴孔針用于高精度鉆孔,范圍為0.8~2.8mm。
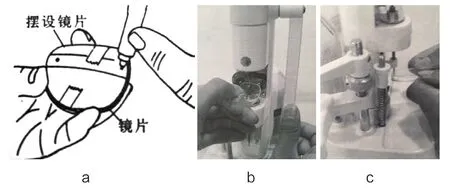
圖2 打孔機鉆孔步驟圖
根據打孔機的原理,其步驟主要是通過電動機將電能轉換成為機械能,并由傳動機傳遞能量以及運動,最終實現對鏡片打孔、擴孔的目的。以下從電路結構和機械結構兩部分來介紹。
2.1 電路結構
圖3 打孔機電路結構圖
打孔機的動力源是兩個電動機,一個是打孔電機,一個是開槽電機,兩個電機均為直流電機,其電路結構包括電源線、變壓器、整流濾波器、電容、開關、電機等部分,其具體電路原理圖如下(見圖4)所示:
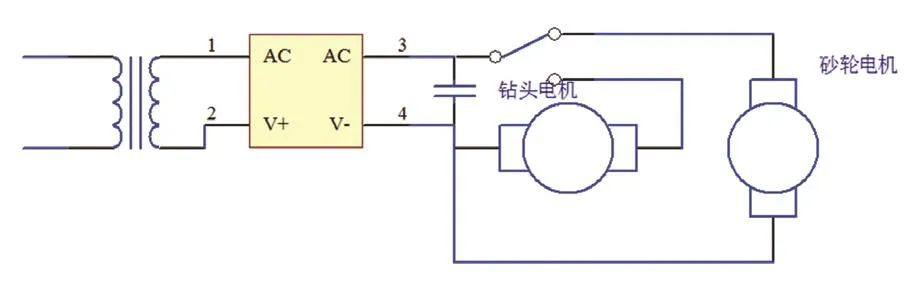
圖4 打孔機電路原理圖
電容的作用是降低啟動電壓,由電路原理圖可知,電路中串聯了一個電容可以避免電機在220V電壓下產生火花。此外,在啟動繞組上串連了一個容量較大的電容器,當運行繞組和啟動繞組通過單相交流電時,由于電容器作用使啟動繞組中的電流在時間上比運行繞組的電流超前90度角,先到達最大值,從而在時間和空間上形成兩個相同的脈沖磁場,使定子與轉子之間的氣隙中產生了一個旋轉磁場,在旋轉磁場的作用下,電機轉子中產生感應電流,電流與旋轉磁場相互作用產生電磁場轉矩,使電機旋轉起來。
2.2 機械結構
打孔機是通過電動機將電能轉換成為機械能,并通過機械傳動機構將能量與運動傳遞給終端機械構件,這部分的結構主要包括齒輪帶傳動機構、上下針頭滑動軸承結構、上下針頭齒輪傳動機構、機頭杠桿機構、調節鈕齒輪結構。
2.2.1 帶傳動機構
齒輪帶傳動機構如圖5所示,通過這樣的帶傳動機構,將機械能傳遞給上下針頭滑動軸承結構,這里用的傳送帶是圓帶,圓帶傳動能力較小,常用于儀器和家用機械中,由于鉆孔所需功率適中,因此選擇圓帶傳動是合適的。
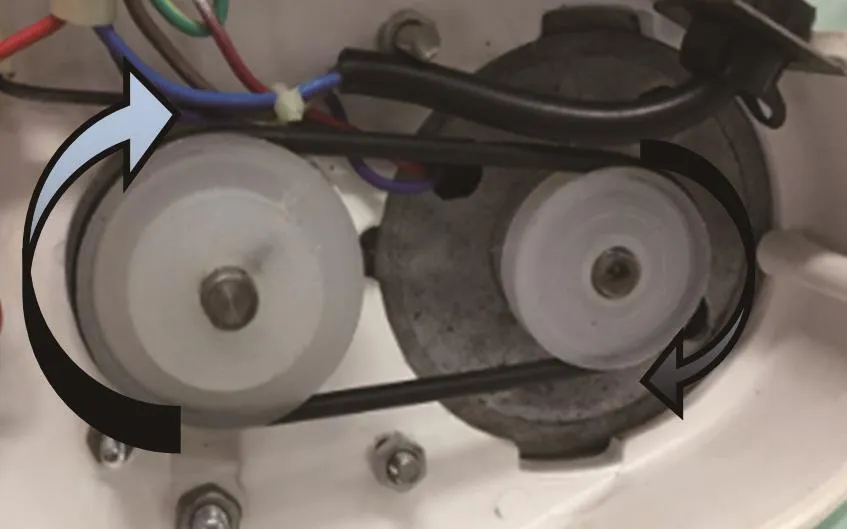
圖5 帶傳動機構

圖6 齒輪傳動機構
2.2.2 上下針頭滑動軸承/上下針頭齒輪傳動機構
上下針頭滑動軸承與上下針頭齒輪傳動機構的作用在于將運動通過齒輪傳遞給終端機械構件,即鉆孔以及鉸刀。其機構運動如圖7所示。
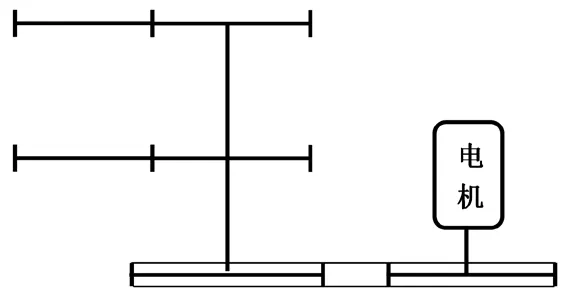
圖7 打孔機機構運動簡圖
2.2.3 機頭杠桿機構
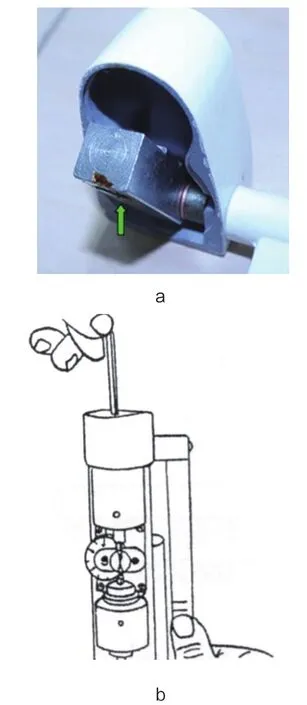
圖8 機頭杠桿機構
機頭杠桿機構的作用在于推動壓把時,圖8所指位置的構件會推動下針頭下移,減小上下針頭之間的距離,即對待加工鏡片加壓鉆孔。
鉆頭間隙調節即利用了這個結構,如圖8b所示,上下鉆頭間隙應該盡可能地小,最合適的間隙是0.1mm。為了檢查間隙,可完全推動壓把調節,程序為:首先,當推動壓把時,把附件中的一個3mm銷子插入機器頂部,如圖8b所示,為了使間隙更小,應按順時針方向轉動銷子,若要使間隙變大,則按逆時針轉動銷子。
2.2.4 孔位調節盤螺紋結構
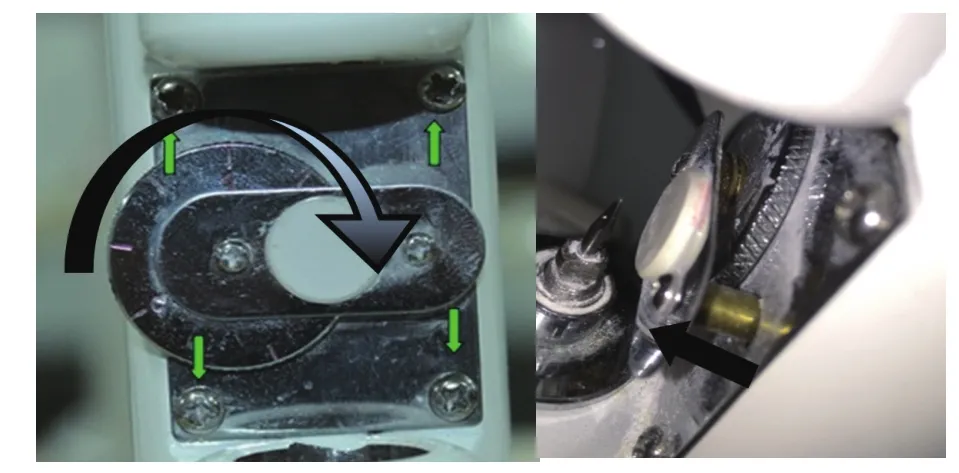
圖9 調節鈕齒輪結構
孔位調節盤螺紋結構如圖9所示,通過旋動孔位調節盤,使螺釘內、外旋轉,進而改變鏡片定位盤的前后位置。
3 打孔機的維護
3.1 打孔機的常見故障以及維修辦法
在打孔機的使用過程中,常會出現以下故障,對此,首先應判斷故障原因,再進行相關的處理。如不能自行處理,最好請專業維修人員查看并維修,以防止造成不必要的損失或者對儀器造成無法挽回的損壞。
(1)電機故障,更換電機;
(2)打孔鉆頭離心旋轉故障。故障原因:鉆頭彎曲;解決方案:更換鉆頭。具體方法:揭開發動機機罩,用鉗子夾緊鉆頭頂部,轉動發動機旋鈕,鉆頭便會掉下,若重裝鉆頭,則按上述相反程序操作即可(見圖10)。
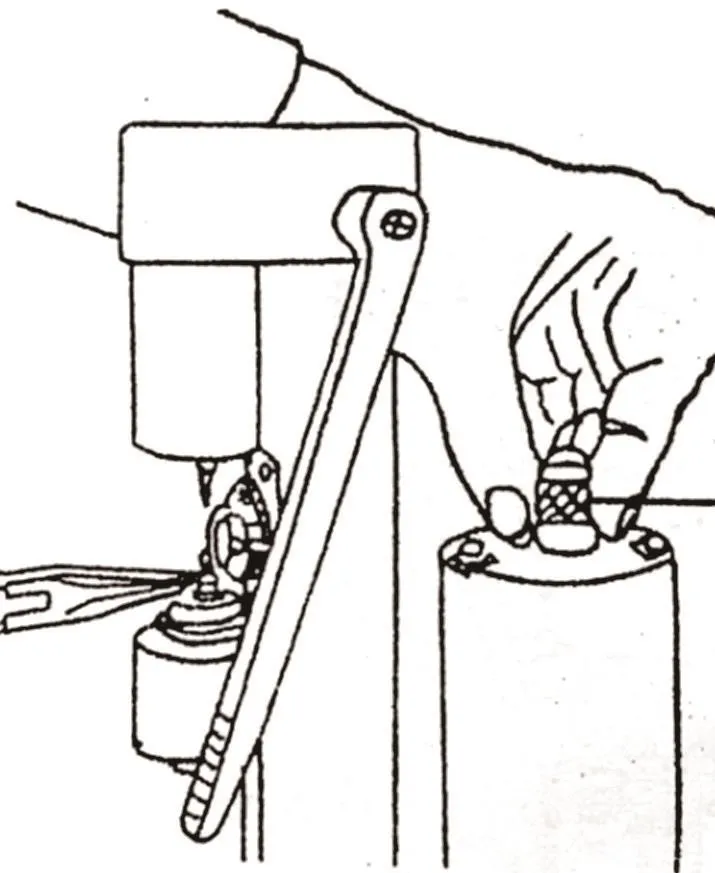
圖10 更換鉆頭方法示意圖
注意事項:上下鉆頭的刀應該調節成一線,由于上下鉆頭形狀、尺寸相同,所以它們是可以互換的。
同理,擴孔鉸刀出現彎曲時,需要及時更換鉸刀,方法:調松鉸刀上的螺絲,拿下鉸刀(見圖11),把新鉸刀插入鉸刀座,然后用手指捏緊下鉆頭座和鉸刀座,擰緊螺絲。檢查確保鉸刀旋轉沒有偏差。若鉸刀有偏差,則按下鉸刀調節比臂,把鉸刀放松,用鉗子夾緊鉸刀柄調整即可。
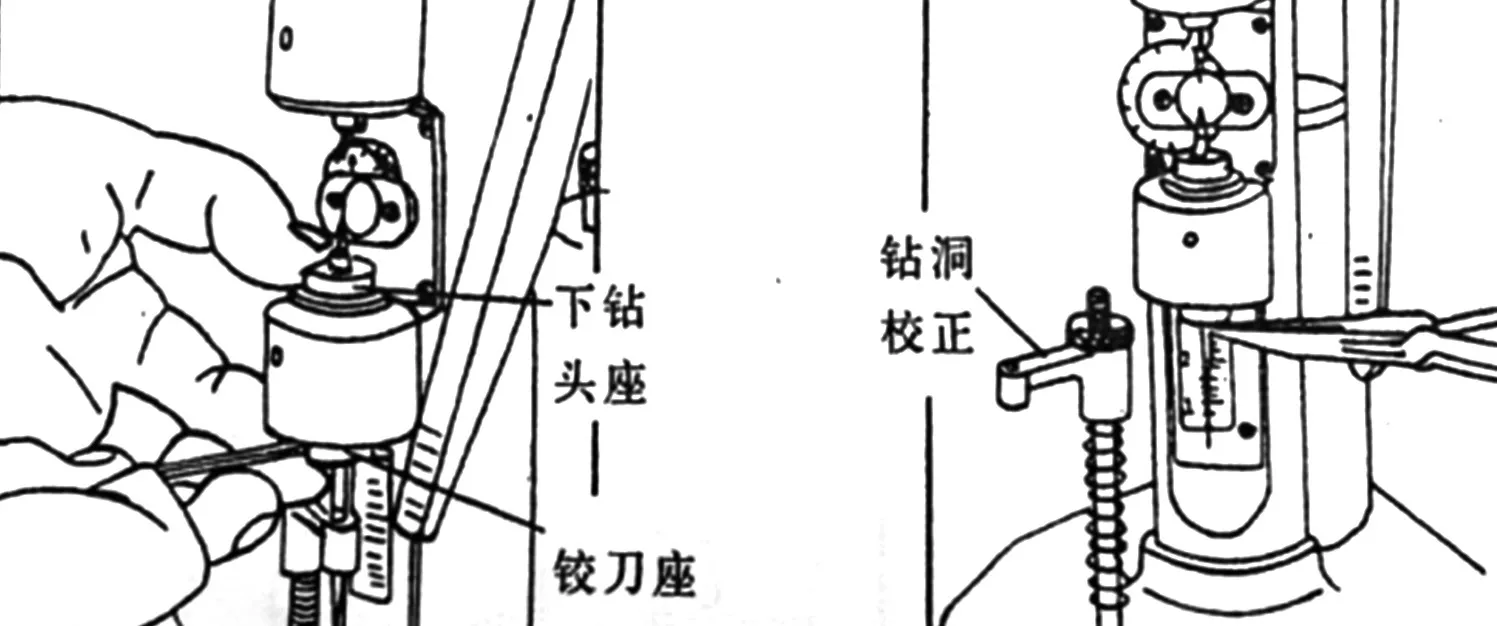
圖11 更換鉸刀方法示意圖
注意事項:鉸刀非常鋒利,操作時務必小心以免受傷。切勿用鉗子夾住加到邊緣壓彎鉸刀,否則會折斷鉸刀。
(3)鏡片打孔后出現崩邊,故障原因:鉆頭不夠鋒利,解決方案:將鉆頭磨鋒利即可。具體方法:利用附件之一套筒夾住鉆頭在磨面上研磨至鋒利(見圖12)。

圖12 附件套筒結構圖
(4)鉆頭丟轉現象,故障原因:鉆頭頂絲松動,或齒輪出現滑牙。解決方案:緊固鉆頭。具體方法:緊固鉆頭上的螺絲(見圖13a)。
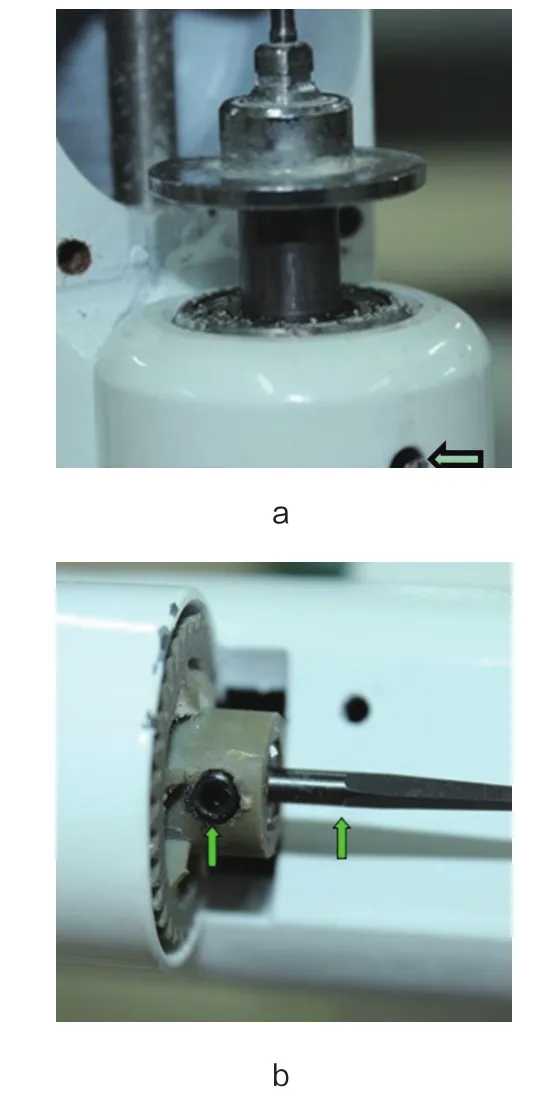
圖13 緊固鉆頭、鉸刀方案示意圖
(5)開關失靈,不能以三檔位要求啟動關閉。解決方案:更換三檔位開關。
(6)鉸刀丟轉現象,故障原因:鉸刀松動,鉸刀位置不正確。解決方案:緊固鉸刀。具體方法:緊固鉸刀上的螺絲(見圖13b)。
3.2 打孔機的保養與維護
任何視光儀器的保養與維護都非常重要,在打孔機的日常使用中,務必做到以下幾點:
3.2.1 預防
(1) 鉆孔機應放在牢固的平臺上;
(2) 切勿把該機接在不符合的電源上(電壓及頻率),務必保證供電與該機電源匹配,并安上地線;
(3) 切勿把該機置于高溫或陽光下;
(4) 該機除了鏡片鉆孔,切勿移作他用,以免影響精度或損壞;
(5) 該機配有鋒利鉆頭及鉸刀,拿動時務必仔細,以免受傷;
(6) 切勿讓機器超負荷或者碰撞。
3.2.2 使用時注意:
(1) 打孔機持續工作時,保持打孔機加油部位不缺油;
(2) 使用時如有異響(非正常工作時的響聲),請及時處理;
(3) 在安裝打孔機時切勿用鐵制工具敲打打孔機任何部位;
(4) 使用完畢,請關閉電源。?
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
