房車轉向節整體模鍛關鍵技術與模具裝置研發
2018-09-13 09:16:10張運軍陳天賦黃明偉夏巨諶金俊松
中國機械工程 2018年17期
關鍵詞:工藝
張運軍 陳天賦 楊 杰 黃明偉 夏巨諶 鄧 磊 金俊松
1.湖北三環鍛造有限公司,谷城,441700
2.華中科技大學材料成形與模具技術國家重點實驗室,武漢,430074
0 引言
轉向節是汽車轉向系統的主要結構和受力部件,既支撐車體重量,又承受轉向力矩[1]。由于轉向節工作環境惡劣,對力學性能要求高,因此,一般采用鍛造成形[2-3]。轉向節鍛件輪廓尺寸大,結構極其復雜,導致鍛造工序多,且材料利用率低[4-5]。對于一些形狀非常復雜的轉向節鍛件,如A223型房車轉向節鍛件,常規的轉向節鍛造工藝甚至難以成形。該鍛件與常規轉向節的最大差別是一個直線前臂特別長,另一個稍短的前臂與桿部及直線長臂的軸線方向成90°彎曲。現有工藝是將前臂與桿部和法蘭分開鍛造經機加工后采用螺栓連接為一體。這種分體制造方式不僅材料利用率低,生產效率低,而且產品性能較差。
本文針對房車轉向節結構特點及分體制造存在的問題,提出了如下整體模鍛工藝方案:下料→加熱→第一次制坯局部鐓粗→第二次制坯桿部拔長→預鍛→終鍛→切邊→(加熱)→彎曲及校正。最后一道彎曲及校正之前所有工序及相應的模具可采用模鍛工藝及模具設計的相關知識進行設計和計算。而彎曲及校正工序中的彎曲成形是金屬在封閉模膛內的彎曲大變形,與大曲率半徑自由彎曲的應力及應變狀態完全不同,其金屬流動需合理調控。因此,彎曲前預彎工藝的優化是本工藝方案的難點,實現90°彎曲精確成形的專用模具裝置是關鍵。
1 整體模鍛工藝方案的分析
A223型轉向節鍛件二維圖見圖1。該轉向節采用整體式結構設計,不同于傳統轉向節的轉向節臂通過螺栓連接的方式,而是將轉向節、轉向節臂進行一體化設計,然后采用整體式模鍛成形工藝,使其相對于分體鍛造擁有更好的連接強度,同時獲得良好的輕量化效果。整體式結構轉向節的直臂部分距離轉向節主銷中心337.8 mm,彎臂部分距離轉向節主銷中心215.75 mm,轉向節桿部、盤部與直臂部分的分模方向和轉向節彎臂部分的分模方向垂直,按照常規鍛造工藝方法是無法實現該轉向節的鍛造成形的。
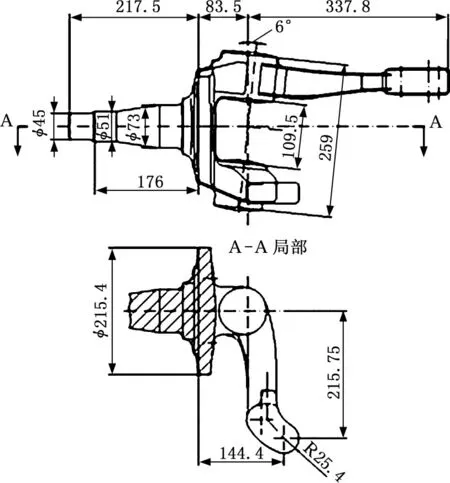
圖1 A223型房車轉向節鍛件圖Fig.1 Drawings of A223 steering knuckle forging
根據該轉向節的結構特點,本文提出了一種全新的整體模鍛工藝方案:首先對轉向節彎臂部分采用與直臂平行的鍛造方式進行鍛造成形,從而解決分模面相互垂直無法分模的問題;然后鍛件切邊后,在熱態下采用閉式彎曲技術對轉向節彎臂部分進行局部閉式壓彎成形。針對上述整體模鍛工藝方案,制定各個工序的成形工藝及模具結構分別如下。第一次制坯局部鐓粗采用閉式鐓粗工藝,對坯料上對應于轉向節法蘭盤的位置進行局部鐓粗,坯料的上下兩段直徑基本不變,其中間局部鐓粗及鐓粗型腔如圖2a中B-B局部剖視圖所示;第二次拔桿制坯是將局部鐓粗所成形的工件,對應于轉向節桿部的一段進行拔長,使桿部直徑減小而長度伸長至與桿部長度相等或接近,其拔長型腔如圖2a中A-A局部剖視圖所示;預鍛是將經過兩道制坯的工件在預鍛模膛中成形為彎曲前臂沿軸線伸直成為與直線長臂平行的叉形件,其主要成形方式為通過劈料臺壓扁并劈成叉形,使中間金屬擠入兩邊流向兩個前臂模膛,同時使桿部成形,預鍛模膛如圖2a所示,所成形的預鍛件如圖2b所示;終鍛是將預鍛件通過終鍛模膛成形為具有兩個直前臂的鍛件,這相當于一般模鍛生產的最后成形步驟;切邊是通過切邊模切除終鍛件周圍及叉形內部的飛邊,切邊后的鍛件如圖3a上圖所示,切邊模的設計方法與沖壓工藝中沖裁模的設計方法相同;彎曲成形是將切邊后的鍛件長度較短的前臂在專用裝備上閉式彎曲成形,得到最終鍛件。如前所述,閉式彎曲工序是生產A 223型轉向節鍛件最為關鍵的技術。
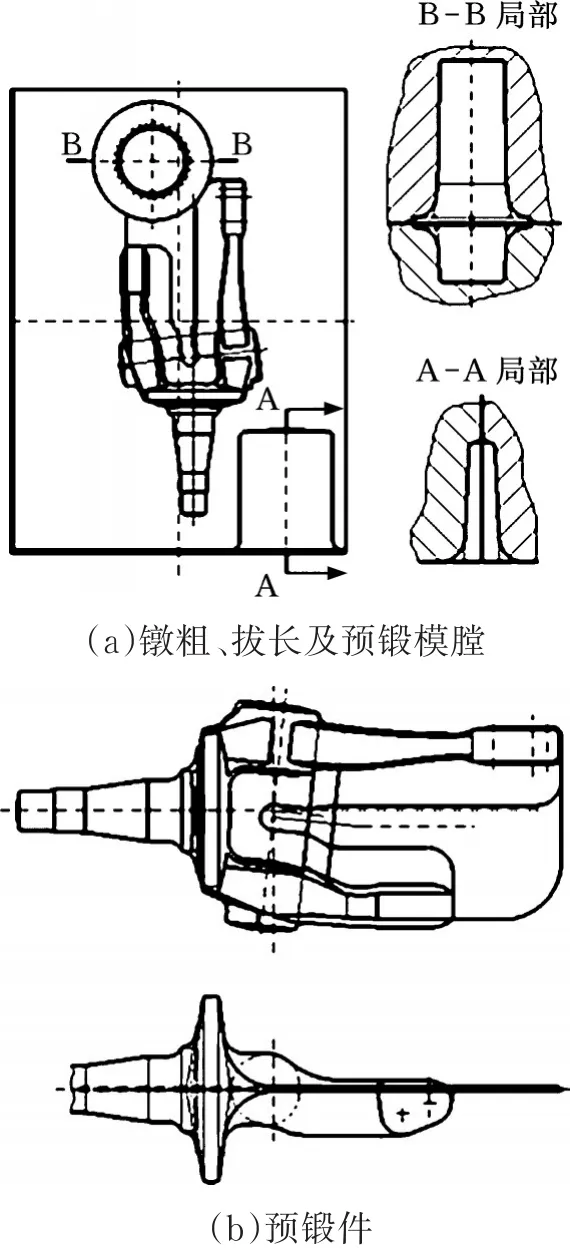
圖2 鐓粗、拔長、預鍛模膛及預鍛件Fig.2 Upsetting,stretching,preforging dies and preforging part
2 彎曲成形機理及工藝優化研究
2.1 彎曲成形機理
彎曲成形分為自由彎曲成形和強制彎曲成形兩種,自由彎曲成形時在坯料的中線形成中性層,中性層以內產生壓應變和壓應力,中性層以外產生拉應變和拉應力[6-7]。本文研究的房車轉向節前臂彎曲是在模膛內強制彎曲成形的,彎曲臂在彎曲前的初始狀態如圖3a實線所示,彎曲后的狀態如圖3a虛線所示。
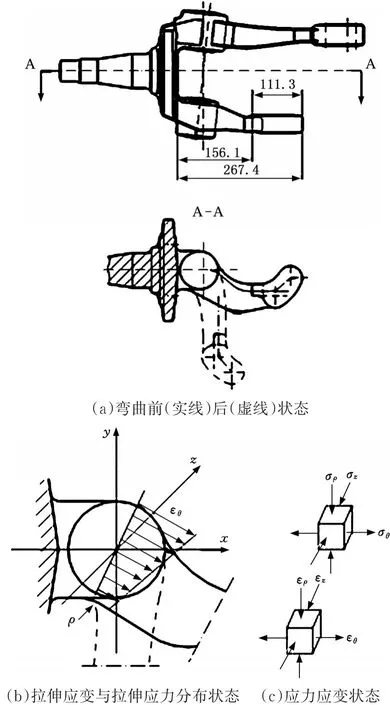
圖3 前臂彎曲前后及其應力應變狀態圖Fig.3 Forearm before and after bending and its stress and strain state diagram
如上所述,圖3所示彎曲成形是前臂在上下凹模對應的模膛內發生彎曲,前臂左端與法蘭相連,彎曲圓心緊靠法蘭,彎曲主要發生在垂直軸線的右邊,且完全是拉伸變形,相應的應力也為拉伸應力,兩者的分布規律如圖3b所示;選擇Z軸為圓柱體的軸向坐標,則變形體內的應力與應變狀態如圖3c所示,由圖3c可知,沿切向應力為拉應力σθ,沿軸向應力σz和徑向應力σρ均為壓應力,其應變的方向與應力的方向相同。由分析可知,前臂彎曲成形的實質是近似純拉伸成形,因此,以此為基礎,分析得到前臂彎曲前的形狀和尺寸的優化設計方法。
2.2 優化方法及步驟
(1)采用UG或PRO/E軟件對A223轉向節鍛件進行三維實體造型,在計算出整個鍛件體積的同時,也分別計算出被彎曲的前臂及已成形的端部的體積Va、Vh,進而得到彎曲前桿部的體積Vb=Va-Vh。
(2)因彎曲成形是在模膛內閉式完成,其特點是桿部寬度保持不變、高度減小、長度大幅延伸的近似于拉伸伸長成形,所以彎曲成形前的直桿(預彎桿)較彎曲成形后的桿部,其截面增大而長度縮短,為了預彎桿順利放入彎曲模膛,取預彎桿的寬度Bb=Bd-(1~1.5)mm,Bd為彎曲模膛寬度,即寬度Bb已知。因圓臺縱坐標至右端與法蘭盤相連接部分的高度與彎曲后對應高度相等,右端高度與前端左邊高度相等,所以彎曲前的前臂桿部為寬度(Bb)、左端及右端橫截面的高度及體積(Vb)均已知的左高右低且底面為平面的梯形。設左右兩端高度分別為h1和h2,則彎曲前Vb=BbL(bh1+h2)/2,因 Vb已求出,Bb已知,故彎曲前桿長 Lb=2Vb/[B (bh1+h2)],代入相應數據求得 Lb=101.1 mm,彎曲后的桿長L1由零件圖上直接得出,為154.9 mm。其伸長量為ΔL=L1-Lb=53.8 mm,相應的伸長變形程度為εF=(ΔL/Lb)×100%=53.2%。鍛件材料為42CrMo,彎曲時工件溫度為900~1 000℃,其允許最大變形程度[εF]≤80%。εF<[εF]表明其彎曲工藝設計合理安全。
3 彎曲成形的熱力耦合有限元模擬驗證
成形過程的熱力耦合有限元數值模擬能夠對工藝設計方案進行準確的驗證[8-9]。轉向節鍛件的彎曲成形過程模擬在DEFORM-3D軟件平臺上進行,以切邊后的終鍛件三維模型為毛坯,采用四面體網格劃分。模擬時的變形工況與試驗一致,毛坯初始溫度為960℃,模具溫度為20℃,摩擦因數設置為0.7。上模運動速度為300 mm/s,行程為194 mm。模擬獲得的彎曲成形過程材料流動速度場、結束狀態時最大主應力及損傷值分布狀態如圖4所示。
由圖4a和圖b可以看出,材料流動方向與彎曲方向完全一致。圖4c、圖4d分別為最大主應力和損傷值的分布狀態,在DEFORM-3D軟件中的損傷模型為最大主應力與等效應力之比,即σ/-σ。
τmax這通常是判斷高合金鋼在變形程度較大時鍛件內部是否產生微裂紋而采用的方法,本文則是用于判斷最大主應力在等效應力中所占的比例。由圖中最大損傷值可知:最大主應力近似為等效應力的90%,進一步驗證了其變形近似于純拉伸彎曲變形,且處于安全的變形范圍內。不難看出,模擬結果與上述理論分析及計算結果完全吻合,進而表明所提優化設計方法正確。
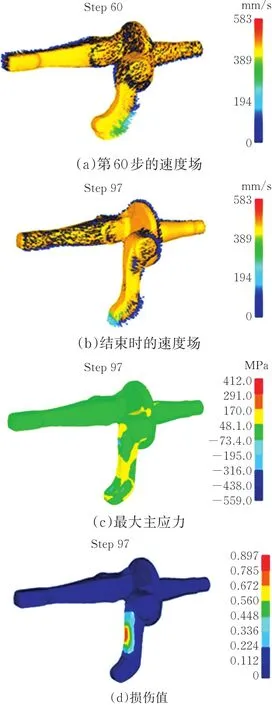
圖4 彎曲成形的模擬結果Fig.4 Simulation results of bending process
4 彎曲專用模具裝置研制
要實現A 223型房車轉向節整體模鍛中的前臂彎曲成形需要研制兩類專用裝備,一種是專用壓力機即雙動液壓機[10-11],另一種是在通用液壓機上使用的專用彎曲模具裝置。兩種裝備均要求具有相同的兩種功能,即首先將已切邊的鍛件桿部法蘭和長前臂壓緊校正,然后對短前臂彎曲成形。下面僅介紹具有突出創新的專用模具裝置的詳細情況。
4.1 基本結構
圖5所示為提出的專用彎曲模具裝置,其基本結構由模架、上凹模提升及壓緊機構、凸凹模工作部分所組成。模架由下模板1、中模板10、上模板11和下導柱3、下壓環4、下導套5、上導套7、上導柱8及上壓環9等組成;下導套5與上導套7固定在中模板10上,下導柱3、上導柱8分別固定下模板1和上模板11上,四組導柱、導套分布在模板的四角;上凹模提升及壓緊機構由四組法蘭筒14及拉桿15和四組活塞桿16及油缸17組成,其連接與固定方式如圖5所示;凸凹模工作部分由凸模12及凸模座13、上凹模6和下凹模2組成,凸模12與凸模座用兩個柱銷連接,凸模座固定在上模板11的凹坑中,上凹模6固定在中模板10下面,下凹模2固定在下模板1上;此外,還有頂桿19。該裝置安裝在通用液壓機上使用。

圖5 專用彎曲模具裝置Fig.5 Special die device for bending
4.2 工作過程及原理
第一步:操作液壓機使滑塊帶動上模板及固定在上模板上的所有零件向上運動,當上行至法蘭筒的底部同拉桿的圓柱頭部接觸時,帶動中模板及固定在其上的所有零件一起上行至上限位置;同時,隨著活塞桿上行,將低壓油吸入油缸下腔。第二步:將已切邊的鍛件放入下凹模中。第三步:操作液壓機滑塊及與其固定及連接在一起的所有零件向下運動,當下行至上凹模與下凹模相碰時,中模板及與其固定與連接在一起的零件均處于靜止狀態,隨著滑塊繼續下行,活塞桿壓縮油缸下腔的油液,由高壓液流閥(未畫出)產生的油壓通過上凹模將鍛件的桿部、法蘭及長前臂壓緊,同時凸模迫使短前臂向下彎曲成形并同時對桿部法蘭和直長臂進行校正。第四步:校正彎曲成形結束時,滑塊帶動上模板及其固定在上面的所有零件一起向上回程,回程過程與第一步相同,在回程的同時,下頂出器通過頂桿19將鍛件從下凹模中頂出,一個工作循環結束。
4.3 設計要點
其一,凸模的彎曲工作行程S根據彎曲工藝確定,法蘭筒活塞桿相對于拉桿、油缸的行程S'≥S;其二,采用塑性成形理論公式或有限元模擬計算方法求出凸模的彎曲力Pb,則合模壓緊力Pc≥Pb;其三,四個油缸各自的內徑按d=來確定,單位壓力p為所選擇高壓液流閥的允許壓力;其四,配套液壓機的噸位Pg≥ (Pc+Pb)≥ 2Pb。
4.4 結構及性能特點
其一,通過高壓溢流閥閉壓排油,既可保持上下凹模的合模壓緊力大小不變,確保彎曲成形過程的穩定性,又可通高壓溢流閥調節合模壓緊力的大小,同時依靠真空吸油,不用高壓泵供油,節約了液壓驅動系統運行成本;其二,將導向裝置設計成上下導柱的形式同時對固定在中模板上的上下導套導向,避免了單一導柱過長易彎曲變形與加工及安裝精度不易保證的問題;其三,制造費用低,僅為專用設備的1/12~1/10。按照圖5所示基本結構及原理研制出的專用模具裝置如圖6所示。

圖6 專用彎曲模具裝置照片Fig.6 Photo of bending die device
5 工藝試驗及生產應用
鍛件材料為42CrMo,坯料尺寸為?125 mm×458 mm,采用中頻感應加熱爐、5 t模鍛錘、10 t模鍛錘、800 t曲柄壓力和630 t四立柱通用液壓機為試驗和小批量生產設備,將制坯及預鍛模、終鍛模、沖模及圖6所示彎曲專用模具裝置分別安裝在對應的設備上,試驗完全按照前述工藝流程進行,試驗中采用水基石墨潤滑劑進行噴霧式潤滑。試驗所得A 223房車轉向節鍛件并經初步機加工的產品如圖7所示。
試驗鍛件經光學快速精密測量完全達到美國用戶的技術標準,已經進行了小批量生產供用戶使用。目前正在設計并建立中頻感應加熱爐→輥鍛機制坯→1 600 t數控電動螺旋壓力機預鍛→2 500 t數控電動螺旋壓力機終鍛→800 t曲柄壓力機切邊→630 t液壓機校正及彎曲成形、采用機器人操作的全自動化生產線,將實現大批量生產,以滿足國內外迅速增長的市場需求。

圖7 A223房車轉向節樣件Fig.7 A223 steering knuckle
采用整體模鍛技術生產A 223房車轉向節,同分體制造相比:材料利用率由約45%提高到70%以上,節約加熱能耗35%以上,生產效率提高4~5倍;采用分體式螺栓連接的方式,連接強度為800 MPa左右,整體鍛造產品的抗拉強度達到924~1 122 MPa;整體鍛造不僅取消了連接螺栓,同時轉向節臂部分的結構得到了簡化,單件產品質量減小10%以上。
6 結論
針對A223房車轉向節的結構特點,所研發的整體模鍛技術及模具裝置同現有的分體制造技術生產轉向節鍛件比較,具有節材、節能、提高生產效率和產品質量突出的優點,這對具有彎曲前臂轉向節的整體模鍛具有推廣應用價值。正在建立的全自動化生產線可為房車轉向節這類復雜枝叉類零件整體模鍛批量生產奠定了基礎。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52