3-PRS結構重載攪拌摩擦焊機床焊接軌跡誤差分析
2018-10-13 02:09:22徐曉霞賈浩洲吳濤劉歡韋葉張華德
機械工程師 2018年10期
徐曉霞, 賈浩洲, 吳濤, 劉歡, 韋葉, 張華德
(1.航天工程裝備(蘇州)有限公司,江蘇 蘇州 215000;2.首都航天機械有限公司,北京 100076;3.哈爾濱工程大學機電工程學院,哈爾濱 150001;4.哈爾濱工業大學機電工程學院,哈爾濱 150001)
0 引言
攪拌摩擦焊是一種新型的固相焊接方法,其優點是清潔、焊接強度高,非常適合于鋁合金等低熔點有色金屬的自動化焊接過程[1-3];但攪拌摩擦焊過程中攪拌頭處的載荷較大,在進行厚板焊接時對機床的剛度要求很高。為解決厚板焊接問題,我們開發了一種基于空間并聯機構的五自由度重載攪拌摩擦焊機床(如圖1)。
機床的XY軸采用動龍門結構,Z軸和AB轉動軸采用空間3PRS三自由度并聯機構(如圖2)。由于主軸的載荷被3個支路共同分擔,故具有較高的承載能力。
由于載荷較大,在其作用下攪拌頭對焊接軌跡的偏離誤差不可忽略,需要對其進行深入研究。
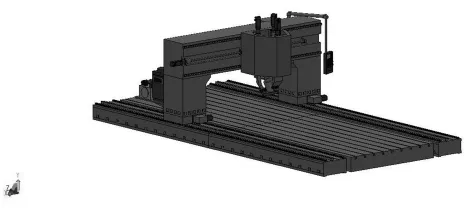
圖1 五軸并聯摩擦焊機床
有限元法是研究受載作用下位置偏差的方便工具,但只能做靜態位置的分析。為解決運動過程中的軌跡偏差計算問題,本文將采用解析計算與有限元相結合的方法,主要過程 如 下 :1)通過有限元方法計算各機械組成部件的剛度;2)通過解析方法計算焊接軌跡路徑上不同位置處各機械組成部件的空間位置;3)根據各機械組成部件的剛度求出支鏈剛度,并由此計算出攪拌頭處的位置偏差。
1 3-PRS機構的組成及受力分析
1.1 機構組成
如圖2所示,攪拌摩擦焊機床的主軸安裝于3-PRS并聯機構上,該機構由3個并聯布置的驅動支路共同控制動平臺的運動,每個驅動支路又由1個滑塊和1個支臂構成;滑塊與支臂之間通過回轉副連接,支臂與動平臺之間通過萬向節(或球面副)連接。通過3個驅動支路的協調控制,動平臺可以實現Z軸的移動和A、B軸的旋轉運動。

圖2 3PRS并聯機構結構

圖3 3PRS并聯機構結構受力分析
1.2 受力分析
3-PRS機構受力分析如圖3所示,攪拌頭受力與各支路之間的受力關系[4]可以表示為:

其中:

式中:F′、T′為攪拌頭所受的外力和外力矩;Fri、Fti為第i支路軸向力和切向力;ri為從攪拌頭點處指向第i支路萬向節的向徑;ni、ti為第i支路軸向向量和切向向量。
2 焊接軌跡誤差分析
2.1 機械組成部件剛度的有限元分析
1)支臂剛度。如圖3所示,支臂承受軸向載荷和切向載荷,現在有限元中對支臂分別單獨施加軸向載荷和切向載荷,得到支臂的軸向變形和彎曲變形(如圖5),通過最小二乘擬合,得其拉伸剛度Kr=1/ar=8 090 634 N/mm,彎曲剛度Kt=1/at=888 356 N/mm。

圖4 支臂有限元分析
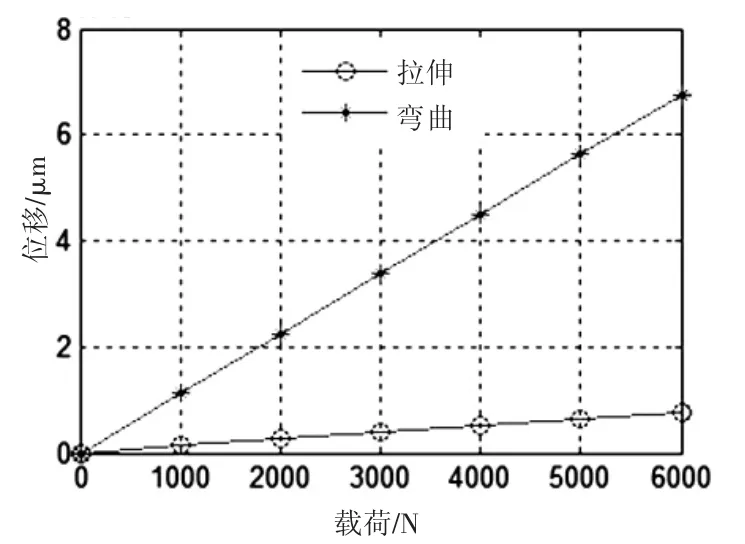
圖5 支臂的拉伸變形和彎曲變形
2)萬向節剛度。萬向節承受三維載荷,其位移方向與載荷方向不完全一致,其位移可以由一個柔度矩陣表示:

式中:Fx、Fy、Fz為萬向節所受的空間載荷;Ux、Uy、Uz為萬向節的空間位移;uab為柔度矩陣元素,表示a方向的單位載荷在b方向上產生的位移。
圖7為對Z方向載荷所引起的三個方向位移的有限元分析,結果表明:萬向節所產生的位移以受力方向為主,其他方向要小近一個數量級,為簡化處理,可以將其設為0。根據有限元結果,萬向節的剛度矩陣K(柔度矩陣的逆陣)可以簡化表示為一個對角矩陣:

式中各元素的單位為N/mm。
3)其他構件剛度。通過查產品手冊可得驅動軸絲杠的剛度Ks=750 000 N/mm,軸承的剛度Kb=3770000N/mm。
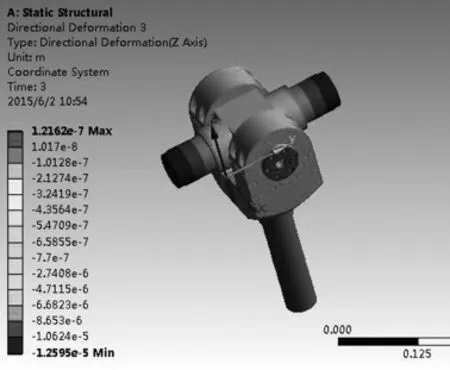
圖6 萬向節有限元分析
2.2 支路的剛體位移

圖7 萬向節的拉伸變形
從每個支路的上端,即與滑塊相連的回轉副一側來分析支路的受力情況,回轉副限制了支路的拉伸和側向彎曲,因此拉伸載荷Fr和側向彎曲載荷Ft,并產生了拉伸位移Er和側向位移Et(如圖8)。
而沿回轉副轉動方向的載荷則可以使支路剛性回轉,產生剛體位移Es,支路的總位移可以表示為

2.3 動平臺位移的計算
給出動平臺的空間位置和所受的外力和外力矩,通過式(1)和式(2)即可求出3個支路上各機械部件的受力,再根據各構件的剛度,可以得出各個支路末端的拉伸位移Er和彎曲位移Et。

圖8 支路的拉伸位移、彎曲位移和剛體位移
由于動平臺可以看作一個不變形的剛體,各支路的拉伸位移Er和彎曲位移Et會在其他支路上形成剛體位移Es,計算方法見式(4),推導過程參見文獻,此處略。
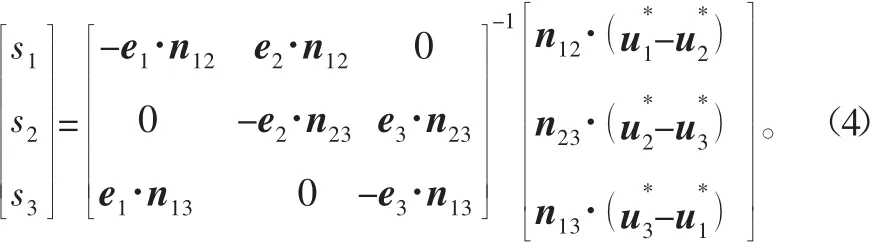
式中:s1、s2、s3為各支路的剛體位移數值;e1、e2、e3為各支路的剛體位移方向向量為各支路的拉伸位移與彎曲位移之和;n12、n23、n31為動平臺3個球副之間的連接方向向量。

圖9 機床參數
3 分析結果
根據所設計機床的參數、預期工作載荷對軌跡偏差進行了分析計算,并在偏差最大點處用有限元法進行了驗證。攪拌摩擦焊機床并聯機構參數設置為:R=800 mm,r=500 mm,Th=550 mm。機床載荷參數設置為:頂鍛力80 000 N,前進阻力40 000 N,攪拌頭轉矩200 N·m。焊接軌跡及姿態參數設置為:主軸傾角13°,運動方向x軸。分析結果見表1。
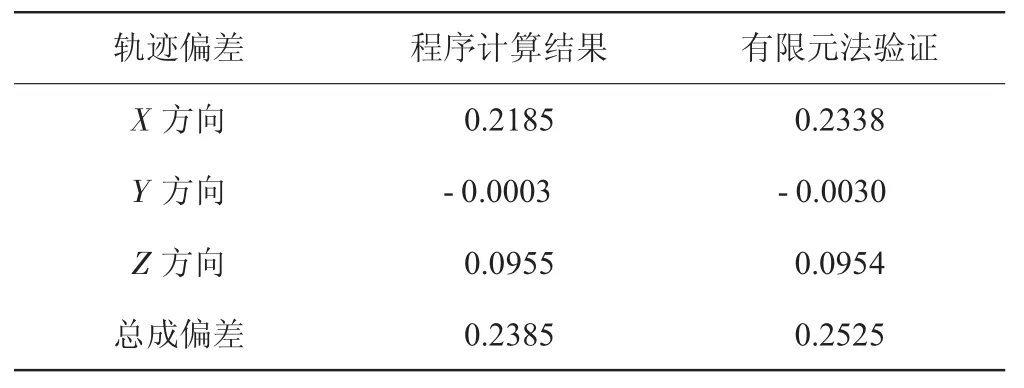
表1 軌跡偏差分析結果 mm
4 結論
1)本文所采用的解析計算與有限元相結合的方法與靜態位置的有限元分析結果高度一致,因此可以用于連續位置軌跡偏差的動態計算;2)3PRS結構攪拌摩擦焊機床進行厚板焊接時,其軌跡偏差并不大,并且與運動方向(即焊縫方向)基本一致,因而可以應用于多自由度條件下的厚板焊接過程。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
機械工程師(2015年10期)2015-02-02 01:14:03
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
終身教育研究(2014年5期)2014-02-28 01:23:06
