增材制造研究及其發展趨勢
2018-10-17 08:48:42王久軍孟威
西部皮革 2018年18期
王久軍,孟威
(安徽工業大學,安徽 馬鞍山 243000)
1 增材制造國內外研究歷程
1.1 國外研究歷程
90世紀末至20世紀中葉屬于起步時期。J.E.Blan-ther在美國申請的專利引出了對分層制造方法的研究的開端。1986年Michael Feygin成功研制出了分層實體制造(Laminated Object Manufacturing LOM)技術。如圖1.1所示為LOM的工作示意圖[1],工藝原理是根據所加工產品部件的構造形式進行切割分層,然后將所得到的層片黏結成立體實體。其工藝進程是首先鋪一層材料,如透明塑料薄膜,白紙等,接著用激光在計算機分析下切出本層外觀形狀,多余的部分給與去除。當本層加工完成后,再鋪一層與之前相同的材料,用滾子機壓實在并加熱,以達到固化黏結劑的效果,使新鋪的一層能夠牢固地與已成型體結合,重復上一步驟,如此往復直到得到所要加工的產品為止,把多余的廢料切掉得到所需的零件。具有工作過程穩定、模型不易變形、代價低、效益效率高的優點。但是不足之處是不能生產帶有中空結構的產品,且因其工藝材料的限制,產品質量性能方面沒有多大改進,所以漸漸被大家所淘汰。
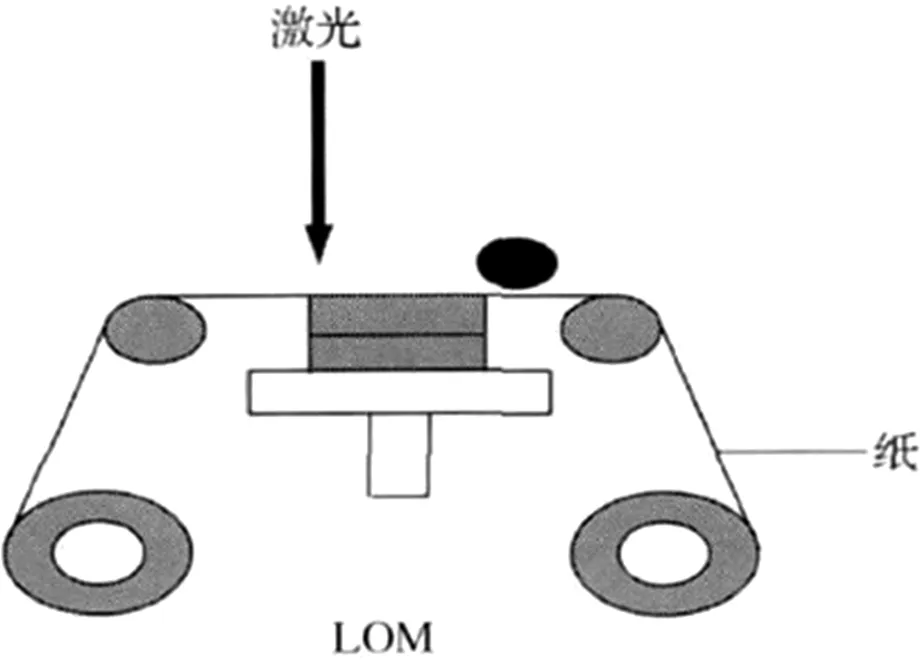
圖1.1 LOM工作示意圖
20世紀中下葉到20世紀末是快速成型技術大力發展的時期。1988年,美國3D Systems公司首次研制成商用快速成型機立體光刻SLA-1(SLA-Stereolithogra-phy Apparatus)機,為目前增材制造的發展打下了堅實的基礎。伊曼紐爾·薩發明三維打印(3DP)工藝,將產品的截面輪廓“噴涂”在材料粉末上面,通過逐層加工以得到該產品[2]。
1989年美國德克薩斯大學奧斯汀分校提出選擇性激光選區燒結(selective laser sintering,SLS),如圖1.2大致展示了其工作過程。該工藝較常使用的加工材料有塑料、陶瓷,金屬等粉末。其工藝步驟是先在工作臺上噴涂一層材料粉末,利用計算機調制使激光束選擇性地燒結,被燒結的部分便結合在一起成為零件的實心部分。重復上述步驟,這樣每一層便可牢牢地燒結在一起。加工完成后,把多余從材料除去,以得到燒結成的零件。該工藝的特點是可以選用的材料較廣,既可加工金屬零件,又可制造塑料、陶瓷,蠟等的零件。該技術是利用計算機將立體數模處理成薄層切片數據,然后切片圖形把數據傳輸給激光控制系統。激光束以照得到的數據對圖形進行掃描并燒結,形成產品層層形貌。通過該手段得到的產品強度接近相應的注塑工藝得到的產品強度[3]。
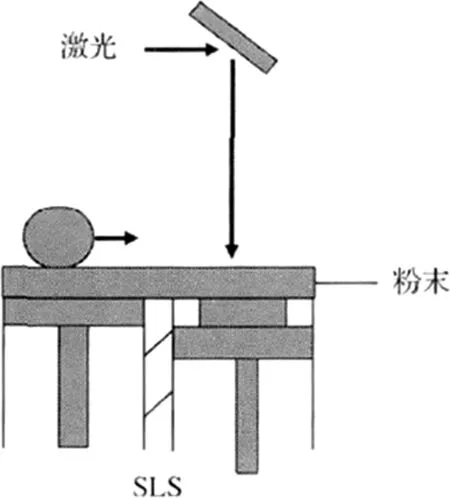
圖1.2 SLS示意圖
1988年,美國Stratasys公司首次提出熔融沉積成型(Fused Deposition Modeling,FDM),工作過程如圖1.3所示。熔融沉積成型也有研究者稱為熔融擠出成型。工藝步驟是以熱塑料材料絲分為材料,并經加熱器擠壓頭熔化成液體,再利用計算機調制擠壓頭沿零件的每一層輪廓精確運動,使熔化的材料通過噴嘴擠出,覆蓋于已加工部分之上,同時要迅速固化,得到新一層;而后使擠壓頭沿軸向向上移動一小段位移重復上面的過程,這樣便得到一個實體模型或零件。該工藝具有可行性強、成本低,效率高等優點,且環保。
20世紀末到現在為直接增材制造時期。著重突破了金屬材料的成型,主要有LSF和SLM,即同步材料送進成形和粉末床選區熔化成形。
2013年2月Massachusetts institute of technology研制成功四維打印技術(Four Dimensional Printing,4 DP),即4D打印技術。不通過打印設備直接將材料成型的新技術。其在3D打印的基礎上增加了時間這一維度。可以按照需要構建產品模型和時間,會根據設計參數自動產生相應的形狀。關鍵技術是記憶合金材料的研制。同年,美國康奈爾大學利用該技術生產出了可造人體器官。
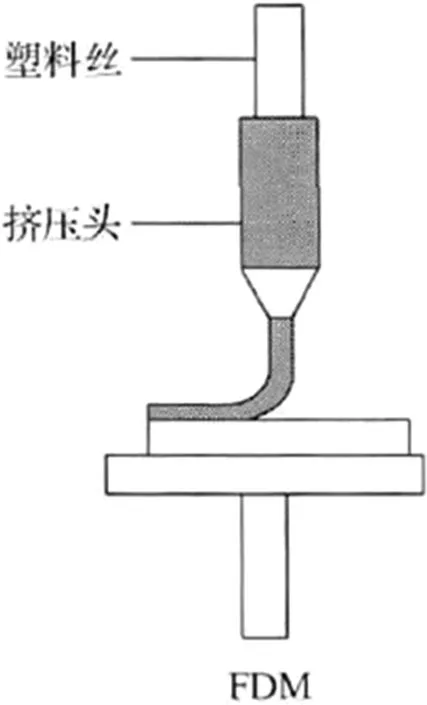
圖1.3 FDM 示意圖
1.2 國內研究現狀
從上世紀90年代開始,國內上海交通大學、南京航空航天大學、清華大學、西安交通大學、大連理工大學、西北工業大學、北京航空航天大學、華南理工大學、華中科技大學、湖南華曙高科技有限責任公司、中國工程物理研究院等高校、研究構開展了對其的研究[4]:如華中科技大學研究了LOM加工機理,在成形機和成形材料取得一系列成績;清華大學則開展了對基于SL加工工藝的模具研究;西安交通大學自主研發了金屬噴涂技術與設備,可制造出極薄(最薄0.8mm)的葉片原型,以及紫外光固化快速成型機系列。西北工業大學教授黃衛東自1995年開始,在國內創造性地提出“激光立體成形”,研制第一臺商用化裝備,開創了國內的先河。北京航空制造工程研究所的關橋院士提出航空特種焊接及連接技術與廣義增材制造的理念。強調其使用的能源和材料將更廣泛。北京航空航天大學的教授學者王華明研制的“飛機鈦合金大型復雜整體構件激光束成形技術”獲國家技術發明一等獎。
2 增材制造技術國內外研究現狀
2.1 高能束流增材制造技術
2.1.1 等離子增材制造技術
等離子弧的產生受到噴嘴孔徑的限制,電弧的直徑和鎢極氫弧、熔化極相比要小許多,線能量大,重要的應用方式有熔透型等離子弧焊、穿孔型等離子弧焊。主要用于一些對焊接質量要求較高的精確焊接場所。
徐富家[5]在博士論文中研究了Incone1625合金等離子弧快速成形組織控制及工藝優化。文中以脈沖等離子弧快速成形技術為研究對象,以Incone1625合金為加工原料,解析了參數工藝的設置、熔融方式、熔積路徑以及熱處理方式對試樣成形組織及性能的影響。
F.Martina[6]等采用冷填絲等離子弧進行了Ti6A14V的沉積成形試驗研究。
由于冷填絲等離子弧沉積工藝中,送絲機構獨立于電弧系統,因此在工藝參數中,焊接電流、沉積速度、送絲速度所構成的工藝參數窗口是一個三維立體形狀。如圖2.1,其采用析因試驗進行試驗設計,研究了工藝參數對有效壁厚及表面波動的影響;分析了直壁件中不同層的顯微組織轉變機理,其指出沉積層的組織構成不同是因為受到的熱循環不一樣,而不是許多學者理解的冷卻速度不一樣,且主要受第一個低于β晶轉變溫度的熱循環的影響。

圖2.1 等離子弧添加制造工藝參數窗口
2.1.2 激光束增材制造技術
美國Sandia國立實驗室運用激光工程化近凈成形技術[7](Laser Engineering Net Shaping LENS)根據CAD實體模型獲取主要幾何外形,然后用激光束熔化選區金屬粉末,按運動軌跡使熔化粉末逐層層層疊加,最終形成復雜零部件。Sandia實驗室對多種金屬材料的LENS成形工藝進行了研討,如316不銹鋼、625鎳基合金等,獲得結論是激光增材制造的成形件在塑性沒有太大變化的情況下強度和鍛造件相比明顯提高。
美國密歇根大學的Mazumde等人[8]為了使其市場化和產業化,開發研制了直接沉積金屬技術設備(Direct Metal Deposition DMD),它集成了激光發射器、數控操作平臺、圖像處理傳感器、溫度感應器及一些立體圖形軟件在內的多項技術,可以提高產品的組織性能和精度。
陳靜[9]等以45鋼、1Crl8Ni9Ti為基板進行Ni基合金粉末和316不銹鋼粉末的激光多層熔覆試驗,研究了熔覆層中出現的裂紋問題,研究結果表明Ni基粉末熔覆層中出現的為冷裂紋,而316不銹鋼中的出現的裂紋為熱裂紋,指出Ni基層中產生裂紋主要與硼化物和硅化物在基體中的彌散分布,明顯減小基體的延展性所致;而316不銹鋼中裂紋的產生主要與奧氏體熱物理性能及熔覆冶金過程中低熔點共晶液膜的形成有關。
德國Erhard Brandl[10]等人研究了送絲式激光增材制造成型的Ti6A14V欽合金塊體的形態、微觀結構,化學成分和硬度。試驗中考慮了兩種不同的焊接參數和三種不同的熱處理方法,揭示了激光增材制造的鈦合金在不同焊接參數和熱處理條件下的基本特征。
北京有色金屬研究總院的張永忠等[11]從1998年開始了激光直接成形工藝的研究,以不銹鋼、銅合金、鎳基高溫合金及復合粉末為熔敷材料開展了激光增材制造工藝。
2.1.3 電子束增材制造技術
清華大學郭超,林峰等人[12]以316L不銹鋼粉末為材料,研究粉末熔化階段電子束功率大小、掃描形式等工藝參數對成形件上表層粗糙度的影響。大膽提出電子束功率漸增、多次掃描的方式。
北京科技大學的林均品,閹文斌等人[13]運用調整EBM過程中的各工藝參數的手段,例如片層厚度、熔煉溫度、掃描速率、線能量和構建路徑等參數,獲得了致密并且無大量A1損失的較好樣品。
2.2 電弧增材制造技術
運用電弧增材制造技術加工的產品的表面組成是以全焊縫的方式,其組織均勻、致緊奏性強,與鍛造件相比具有較高地強度、及韌性等優點。在加工的過程中,通過多次加熱,淬火以及回火,在一定程度上解決了大型鑄鍛件所具有的問題,如易淬透、宏觀偏析、長度和直徑方向上強韌性不一致等[14]。目前,世界范圍內多數科研機構都對電弧增材制造技術進行研究。該技術采用的焊接熱源主要包括傳統熔化極氣體保護焊和鎢極氫弧焊,即GMAW、TIG等。
2.2.1 MIG電弧增材制造技術
1993年,J.D.Spencer[15]等第一次提出了以GMAW為原理的立體焊接成形(Three dimensional welding)方法,并以此焊接方法制造金屬模具,明顯地提高了傳統鑄造模具的生產效益。
Panagiotis Kazanas[16]等運用冷金屬過渡焊(Cold Metal Transfer CMT)全方位地焊接方式進行任意角度的薄壁墻體的添加成形,如圖2.2(a)所示,堆疊采用交錯送給方式。其研究著重于全位置堆疊加工件傾斜角度的適應性,進行了0°~90°傾角范圍的墻體堆疊,并以表面波動量(SW)和為有效厚度(EWT)成形表征量,表征量的定義見圖2.2(b)。由該研究得到運用CMT全位置焊接方式進行任意形狀構件的添加制造在工藝上具有可操作性,且因為全位置堆疊,可緩解一些大型構件的添加制作過程中對變位裝置的依賴程度。
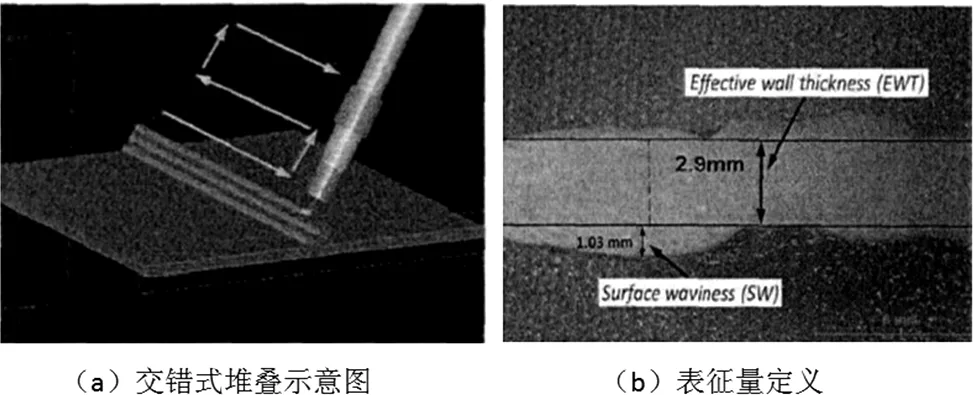
圖2.2
2.2.2 TIG電弧增材制造技術
該成形方法的技術基礎即為冷填絲鎢極氫弧多層多道焊,由穩定的鎢極氫弧提供電弧熔化熱配合獨立于焊接設備的同步不斷送進的焊接材料,形成具有一定幾何尺寸的致密的單層焊縫,層層堆疊,形成一定幾何形狀的構件。
Hui jun Wang[17]等采用變極性鎢極氫弧(VP-GTAW)進行了4043鋁合金的添加制造成形試驗研究。主要研究了電流、堆疊速度和送絲速度對單道疊層幾何尺寸的影響、不同堆疊層數之間的成形對比及筒體件的堆疊制造和組織分析,建立了工藝參數與單層成形的關系模型,分析了筒體件沿沉積方向上的組織變化,指出組織的轉變的差異性源于隨著高度增加,散熱條件變得較為苛刻,組織沿熱流擴散速度最快方向生長傾向性變強。
3 增材制造器材及其發展趨勢
3.1 增材制造器材
增材制造器材是實現增材制造的決定性因素。增材制造的效率是制約其在工業生產上得到廣泛應用發展的瓶頸,精度是阻礙應用的最大障礙。SLS設備制造商的制造商是EOS公司,該公司在全世界是有較大規模的。一直從事于3D打印技術研究的公司較多,其中3D Systems公司較為突出,主要生產相關的打印設備。為SLS提高服務的供應商是世界較具規模的大公司-Harvest Technology 和Solid Concepts兩大公司。我國的湖南華曙高科技有限責任公司(Hunan Farsoon High-Technology Co.,Ltd)也成功研制出中國首臺高端選區激光尼龍燒結設備。世界各國增材制造設備及精度如圖3.1所示[18]。
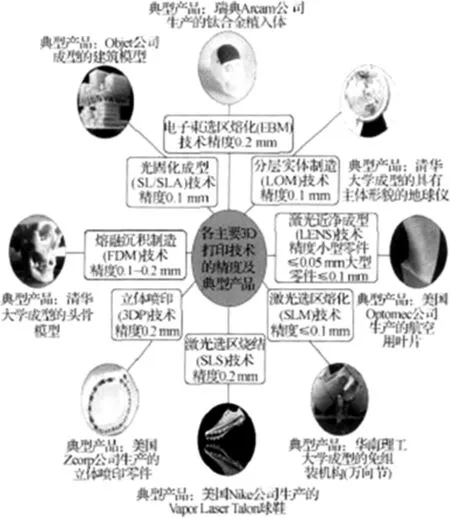
圖3.1 世界各國增材制造設備及精度
但是目前增材制造技術主要處于研究階段,還不能投入工業批量地生產,究其原因是在批量生產過程中成本高、產率低,質量不能保證等。國內有譚華等認為激光成形過程中影響因素對成形過程的作用最終決定激光快速成形過程的穩定和成形質量[19]、Lewis G K建立了熔池溫度的閉環控制系統[20],清華大學研究加工過程溫度的閉環控制[21]技術。不過研究成果還需要經過進一步驗證,才能得到產業化應用。
3.2 增材制造發展趨勢
前年第二季度處成立了全國增材制造標準委員會;研究制訂增材制造工藝、裝備、材料、數據接口,產品質量控制與性能評價等行業及國家標準,開展質量技術評價和第三方檢測認證,促進增材制造技術的推廣應用。同年10月中國增材制造產業聯盟成立,同年12月國家批準籌建國家增材制造創新中心和國家增材制造質量檢驗中心。2017年12月13日,工業和信息化部、發展改革委、教育部、公安部、財政部、商務部、文化部、衛生計生部、海關總署、質檢總局及知識產權局等十二部門聯合發布了《增材制造產業發展行動計劃(2017-2020)》此外,北京市、陜西省、遼寧省、福建省、湖北省,黑龍江省等地也紛紛出臺促進產業發展的相關意見,指導當地的發展。隨著社會與科學技術的發展,目前環境和能源是當今社會發展的主要因素。如果在增材制造產業方面取得有效成果和突破,將對我國的國民經濟發展起到重要推進作用,為實現綠色可持續發展提供保證。
增材制造被看作是第三次工業革命的標志,因其優點有:加工過程可塑性強,且不用開發模具效率高;質量可以得到保證等;實現智能化,節約化制造;產品的力學性能和化學性能較突出;材料的比配,產品的外觀和復雜程度在加工過程中難度影響很小;可以進一步降低加工成本。目前在高要求、批量小、反映快的產品生產市場中具有很強的競爭力,未來在工業規模生產領域的競爭力中也會逐漸增強。目前在金屬零件立體修復技術中,較超的要數激光立體成形技術,對于再制造提高一個保障。作為世界制造大國,我國應大力開發和研究發展增材制造器材裝備,滿足人民生活需要和提升我國的科技創新能力,能夠較徹底的克服難加工材料這一難關,以及在設備器材的再制造和修復難題上取得成績,對航空航天方面有有所突破,可以制造出復雜形狀的零件,推進航空航天事業的發展。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
汽車工程學報(2017年2期)2017-07-05 08:13:02
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52