拉絲擠出機網(wǎng)壓超高的原因及處理
2018-10-19 16:09:22冼云峰
科學與財富 2018年25期
關(guān)鍵詞:處理
冼云峰

摘要:本文對拉絲擠出機使用時,因物料混料和混煉、溫度設(shè)置、填充料選配、換網(wǎng)設(shè)置及模唇調(diào)節(jié)等,導致網(wǎng)區(qū)壓力超高,擠出機不能正常運行,降低了設(shè)備使用壽命。
關(guān)鍵詞:拉絲機;擠出機;網(wǎng)壓;超高;處理
1擠出過程物料三態(tài)、過濾及出膜
1.1一般將螺桿分成三段
據(jù)塑料在螺桿中三態(tài)變化而分為三個功能段:加料段、壓縮段、計量段(均化段)。
1.2加料段
固態(tài)原料從擠出機料斗口進入,在螺桿轉(zhuǎn)動下,原料被螺棱向前推進,不斷被壓實,形成固態(tài)床。
固體輸送過程中,電熱升高溫度,松散的塑料被軟化壓實,增加了塑料和機筒之間的摩擦力,提高壓續(xù)輸送能力。
1.3熔融段
塑料從開始熔融到螺槽內(nèi)塑料全部熔融的一段。其作用是塑化、壓實,向加料口排出氣體,提高塑料的熱傳導性。
此段塑料從高彈態(tài)變成粘流態(tài),隨著向前推進,螺棱不斷刮落熔膜,在螺棱前面積聚,熔膜厚度逐漸增加,固態(tài)床縮小直至最后完全變成熔體。
1.4均化段,又稱計量段
從熔融段末到機頭前的一段,其作用是進一步塑化,再定壓、定量輸送,此塑料段呈粘流態(tài)。因而該段對網(wǎng)壓起重要作用。
1.5濾網(wǎng)與機頭作用
塑料從熔融段進入濾網(wǎng)、料咀和模頭后,擠成膜片。三者中料咀只要加熱完好就能就滿足要求,而濾網(wǎng)和模口對網(wǎng)壓起著重要作用。
2網(wǎng)區(qū)壓力超高的原因
2.1混料
2.1.1產(chǎn)生原因
開機前,原料用混料機攪拌均勻,其中:再生料用高混機炒料,溫度控制在90℃左右;新料用立式或臥式攪拌機混料,溫度控制在70-80℃左右。物料以攪拌均勻,烘出水份為原則。
2.1.2主要影響
碳酸鈣的流動性差,須充分攪拌均勻才能正常通過濾網(wǎng),延長換網(wǎng)時間。一次,某單位物料雖已經(jīng)攪拌,但因下料斗和上料斗的幾何形狀很高,物料從攪拌機依次經(jīng)過下料斗、上料機和上料斗過程中,粒料自動滾動而積聚,導致混料不均,到達網(wǎng)區(qū)時網(wǎng)壓快速升高。該次問題比較隱蔽,排查了很久才查明原因。
2.1.3處理方法
填充料、再生料和母料充分攪拌均勻,上、下料斗的垂直高度不能大高,避免粒料與母料因直徑不同,滾動再次分層。
2.2混煉
2.2.1產(chǎn)生原因
某單位的拉絲機為2012年常州恒力生產(chǎn),螺桿規(guī)格為?105 ×31,2016年12月因螺桿斷裂,緊急更新了料筒螺桿,安裝時,發(fā)現(xiàn)該螺桿結(jié)構(gòu)和形狀相對筒單。
2.2.2主要影響
因螺桿因結(jié)構(gòu)簡單,混煉塑化效果不及原螺桿,在未增加填充比或回收料配比時,網(wǎng)區(qū)壓力升幅不大,但隨著填充比增大到約15%時,螺桿已不能滿足混煉要求,造成網(wǎng)壓升高。
2.2.3處理方法
由于料筒和螺桿為常州高檔拉絲機配置,價格較高,立即更換新的有點可惜,計劃再使用1-2年磨損到一定程度時,更換為塑化優(yōu)良的高檔型料筒螺桿。
2.3溫度設(shè)置
2.3.1產(chǎn)生原因
聚丙烯熔點164-170℃,常州恒力公司生產(chǎn)的SJMS-Z105*31-1350*8拉絲機料筒各區(qū)溫度見附表1。
為節(jié)約生產(chǎn)成本,從2018年4月開始,填充料的配比增大至14.5%,因填充比的增加,融體粘度上升,網(wǎng)區(qū)壓力升高。
2.3.2主要影響
在未增大填充比前,當二牽線速度為190米/分鐘,網(wǎng)區(qū)的壓力約為17.3+0.5Mpa。現(xiàn)二牽在同樣線速度為時,網(wǎng)區(qū)的壓力為19.0+0.5 Mpa,增加了1.7Mpa。
2.3.3解決方法
隨著碳酸鈣母料添加量的增加,拉絲機溫度應(yīng)略升高。一些廠家采取僅提高擠出機料筒的溫度解決,如料筒Ⅲ至Ⅵ區(qū)由270℃增至275℃,模頭的溫度可不變。
2.4填充料
2.4.1產(chǎn)生原因
拉絲填充母料主要由70%-90%的重質(zhì)碳酸鈣和載體、偶聯(lián)劑、分散劑等混煉而成,重質(zhì)碳酸鈣的粒徑在混煉過程中始終保持原有的細度500目-1500目,一些低端廠家說是500目,實際只有約350目。母料中的碳酸鈣粒度越大,流動性下降越大,從而升高網(wǎng)壓。
2.4.2主要影響
碳酸鈣分散性差,在過濾網(wǎng)前積聚,不能穿過濾網(wǎng),形成堵網(wǎng),網(wǎng)壓快速提高至24Mpa,擠出機不能運行。
2.4.3處理方法
選擇優(yōu)質(zhì)廠家,建議選擇較高目數(shù)填充母料,如800目以上。經(jīng)使用江西某廠1000目填充料,濾網(wǎng)的壓力比原使用廣西某廠家500目填充料穩(wěn)定。
2.5過濾網(wǎng)
2.5.1產(chǎn)生原因
拉絲機過濾網(wǎng)有大平板過濾網(wǎng),長效過濾網(wǎng)和帶網(wǎng)三種形式:大平板過濾網(wǎng)通常用于低檔拉絲機,濾網(wǎng)目數(shù)40-120目,5-20層;長效過濾網(wǎng)一般安裝3-5層,新料時濾網(wǎng)用80-100目,再生料選60-80目;帶網(wǎng)有一層和雙層的,選用100-200目。如果過濾網(wǎng)的目數(shù)和層數(shù)恰當,物料形成適當背壓,有利于混煉及塑化,提高了熔體的致密度,確保擠出膜片致密和平滑。
2.5.2主要影響
當濾網(wǎng)目數(shù)過低、層數(shù)較少時,雜質(zhì)易穿越濾網(wǎng)進入模頭,造成頻繁斷絲,生產(chǎn)不能正常;當目數(shù)過高、層數(shù)過多時,開機不久就堵網(wǎng),設(shè)備也不能正常運行。當然,不同的拉絲機有不同的參數(shù),因此,必須尋找到適合某臺拉絲機濾網(wǎng)的最佳目數(shù)及層數(shù)。
2.5.3處理方法
通過試驗,常州恒力拉絲機過濾網(wǎng)目數(shù)由兩層不銹鋼濾網(wǎng)“200目+120目”形式改為“180目+120目”的形式,壓力約降低0.5Mpa。
2.6換網(wǎng)參數(shù)設(shè)置
2.6.1產(chǎn)生原因
正常生產(chǎn)時,網(wǎng)區(qū)壓力會緩慢升高,拉絲工依據(jù)換網(wǎng)時間間隔、濾網(wǎng)壓力表、擠出量或斷紗量等現(xiàn)象更換濾網(wǎng),積累了可行的經(jīng)驗,這里不作闡述。但對自動換網(wǎng)裝置需掌握操作技巧:如模頭冷卻水量的大小、聚丙烯和填充料因批次不同熔融指數(shù)不同,導致流動速率、熔體粘度不同和熔體推網(wǎng)壓力的改變,需不斷調(diào)整換網(wǎng)參數(shù)。
2.6.2主要影響
若不換網(wǎng)或推網(wǎng)很少,造成網(wǎng)區(qū)壓力升高過快,嚴重時擠斷過濾網(wǎng),造成停機。
2.6.3處理方法
加強冷卻水量、水壓和網(wǎng)壓觀察,及時調(diào)整好換網(wǎng)時間間隙和網(wǎng)區(qū)溫度,通過走網(wǎng)量和換網(wǎng)頻次使網(wǎng)區(qū)的壓力不致過高。
2.7、模唇間隙過小
2.7.1產(chǎn)生原因
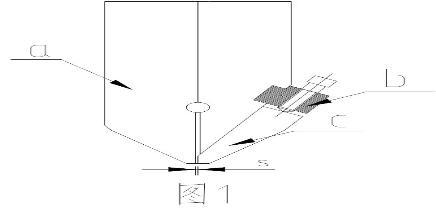
當前,拉絲機模頭大多采用衣架式平模頭,淘汰了原直管式。衣架模頭由3部份組成,如圖1。活動模唇c與模頭b的定位方式有兩種:第一種為模頭b上的全部內(nèi)六角螺栓頂向活動模唇c,不開機時模唇是閉合的,S=0,當生產(chǎn)時模口由來自擠出機熔體壓力作用下,克服內(nèi)六角螺栓壓力張開模口間隙,流出熔膜;另一種為模頭b上的螺栓采用“一拉一壓”形式,不開機時,能用塞尺直接插入,S=0.6-1.0mm,背壓阻力較小。
2.7.2主要影響
第二種形式模頭,用塞尺在停機時調(diào)整均勻,間隙為0.6-1.0mm,校好調(diào)節(jié);第一種形式模頭比較難控制,一些員工調(diào)整模頭時,往往采取僅壓緊厚膜螺栓的方式,導致模唇被強制夾緊,形成較大背壓,從而增大了網(wǎng)壓。某臺拉絲機曾發(fā)一次因模唇口被壓緊,網(wǎng)壓升高,擠出電機電流增大了30A,設(shè)備起負荷現(xiàn)象。
2.7.3處理方法
調(diào)節(jié)第一種形式模頭,首先停機,放松全部模唇壓緊螺栓,然后開機反復調(diào)整,不可能一觸而蹴。這種類型的模頭要確保活動模唇口有間隙量,即S約為0.6-1.0mm。
猜你喜歡
財經(jīng)界·學術(shù)版(2016年19期)2016-11-16 16:27:50
大經(jīng)貿(mào)(2016年9期)2016-11-16 15:36:09
教育(2016年38期)2016-11-15 17:52:07
科技資訊(2016年19期)2016-11-15 08:24:00
科技資訊(2016年19期)2016-11-15 08:13:38
中國科技博覽(2016年22期)2016-11-01 14:19:18
戲劇之家(2016年19期)2016-10-31 18:38:40
戲劇之家(2016年19期)2016-10-31 18:04:18
中國科技博覽(2016年19期)2016-10-19 12:24:58
科學與財富(2016年28期)2016-10-14 01:31:36