制備工藝對硅烷交聯超高分子量聚乙烯綜合性能的影響
2018-11-02 03:35:24,,,
材料科學與工程學報 2018年5期
,,,
(華東理工大學 材料科學與工程學院,上海 200237)
1 引 言
硅烷交聯聚烯烴技術的基本原理源于其接枝和交聯兩步過程。接枝過程為含有乙烯基和水解基團的硅烷在過氧化物引發劑作用下接枝到聚烯烴分子鏈上。交聯過程是接枝硅烷的聚烯烴先進行成型,后再經過水煮或蒸氣處理,處理過程中水分子不斷從材料外部擴散進入材料內部,在交聯催化劑作用下,聚烯烴分子鏈上接枝的硅烷首先水解形成Si-O-H,相鄰的Si-O-H基團進一步縮合形成Si-O-Si鍵而使聚烯烴實現交聯。
盡管硅烷交聯聚烯烴技術因其制備工藝上的獨特優勢和最終交聯產品綜合性能的顯著提高而成為當前聚烯烴交聯改性的主要方法之一,但其交聯工藝中存在如下問題:(1)水煮或蒸汽處理帶來能耗高的問題;(2)水分子從疏水性材料外部擴散到內部的效率低;(3)聚烯烴存在非結晶區和結晶區,水分子擴散程度不一致導致的交聯程度不均勻,從而導致最終材料性能的不均一。為解決這些問題,國內外學者對硅烷交聯聚烯烴工藝做了較多的研究,國外主要集中在Voigt等人[1-2]的工作,他們試圖把交聯所需要的水分在聚合物內部解決,而無需從外界擴散進來,從而省去專門的水煮或蒸汽處理過程,具體的技術思路是在體系中添加一種或幾種物質,即產水劑,產水劑在特定的條件下,如高溫或通過化學反應而生成水,從而使硅烷發生水解交聯反應。由于交聯所需要的水分是在聚合物體系內部得到,從而省去了專門的水煮或蒸氣處理過程,降低了能耗。另外,由于產水劑預先已被均勻地分散到聚烯烴中,其產生的水在聚烯烴中也是均勻分布,導致交聯點在體系中也是均勻分布,從而得到的產品性能比靠水擴散得到的交聯產品的性能更好。國內研究人員根據不同的聚烯烴,選擇不同的產水劑,研究了其對硅烷交聯LDPE[3-4],HDPE[5],LLDPE[6-7]和PP[8]交聯效果和交聯產品性能的影響。
超高分子量聚乙烯(UHMWPE)因分子量高而具有其他常規聚烯烴無可比擬的優異性能,對其進行交聯改性可進一步提高其綜合性能,拓展其應用范圍。關于UHMWPE的硅烷交聯改性研究[9-11]近幾年已陸續開展。然而,采用傳統硅烷交聯對UHMWPE進行改性的工藝中同樣存在上述問題。因此,本文擬在硅烷交聯改性UHMWPE基礎之上,通過選擇一種合適的產水劑預先加入到UHMWPE的硅烷接枝料中,將兩者模壓,利用產水劑在材料內部產生的水實現UHMWPE硅烷接枝料的交聯。另外,基于UHMWPE熔體黏度大、極難加工成型的特點,目前關于UHMWPE硅烷接枝過程的研究均是在平板硫化機上,高溫下進行間歇式模壓,隨之產生的問題是引發劑、硅烷和UHMWPE的混合均勻性問題,因相較于UHMWPE的基體量而言,引發劑和硅烷添加量很低,所以僅靠模壓前高速混合機達到充分混合比較困難,而一旦混合不均勻,勢必影響接枝過程,進而影響交聯材料的性能。基于此,本文擬借鑒吳丹[12]等人采用高壓毛細管流變儀加工UHMWPE時,在約高于UHMWPE理論熔融點10℃附近的狹窄溫度范圍內,UHMWPE熔體流動出現的亞穩性現象條件下進行UHMWPE與硅烷的接枝過程,實現在較低溫度和壓力下,物料充分混合均勻的條件下完成硅烷接枝UHMWPE過程的連續操作。
本文在傳統硅烷交聯UHMWPE制備基礎上,首先在UHMWPE出現亞穩性的工藝條件下,即UHMWPE熔融流動性極佳的條件下,利用柱塞擠出,在低溫和低壓下,完成UHMWPE的硅烷接枝過程。然后,在交聯工藝過程中,預先在硅烷接枝UHMWPE中添加一種合適的產水劑,利用模壓過程中,產水劑在材料內部產生的水實現UHMWPE的交聯反應,克服傳統硅烷交聯聚烯烴交聯過程中存在的問題。旨在通過硅烷交聯UHMWPE過程中接枝和交聯兩步工藝的共同改進,制備綜合性能優良的硅烷交聯改性UHMWPE材料。
2 實驗部分
2.1 原料
超高分子量聚乙烯牌號為GUR-4170,硅烷采用乙烯基三(β-甲氧基乙氧基)硅烷,硅烷接枝過氧化物采用過氧化苯甲酸叔丁酯(TBPB),產水劑為一水合草酸鈣(CaC2O4·H2O)。
2.2 設備和儀器
毛細管流變儀:Rheograph 20,Gottfert;密煉機:SU-700;平板硫化儀:BL-6170-A電動加硫成型機;傅里葉變換紅外光譜儀:Nicolet 5700;動態熱機械分析儀(DMA):Rheogel-E4000,UBM;熱失重分析儀:STA449 F3,Juptier;電子萬能拉伸試驗機:CMT4204。
2.3 樣品制備
2.3.1硅烷接枝UHMWPE制備 將UHMWPE浸泡于溶有硅烷A-172和引發劑的丙酮溶液中(配方列于表1),密閉放置12h后去除丙酮。當毛細管流變儀的機筒溫度達到設定溫度后,將上述混合物裝入其中,恒溫10min后,在擠出溫度150℃,柱塞速率0.56mm/s的條件下柱塞擠出制備硅烷接枝UHMWPE。其中,毛細管口模長徑比為20∶2mm/mm。
表1 硅烷接枝UHMWPE制備配方Table 1 Preparation program of silane grafted UHMWPE
2.3.2硅烷交聯UHMWPE制備 首先將硅烷接枝UHMWPE(0.8phr硅烷A-172,0.1phr引發劑下制得),產水劑CaC2O4·H2O和抗氧劑1010在150℃下于密煉機中共混2 min得到均勻的預交聯物料(配方列于表2),然后在溫度210℃,壓力15MPa條件下模壓10 min后,即得到硅烷交聯UHMWPE。
表2 硅烷交聯UHMWPE制備配方Table 2 Preparation program of silane cross-linked UHMWPE
2.4 測試與表征
首先將硅烷接枝UHMWPE壓制成50μm厚的薄膜,于丙酮溶液中浸泡除去殘留的引發劑和硅烷,然后采用傅里葉變換紅外光譜儀測試其紅外光譜,掃描范圍為4000~600cm-1。
精確稱取一定量的硅烷交聯UHMWPE 試樣0.3 g,包于濾紙內,再外包120目的不銹鋼網,以二甲苯為溶劑抽提72h后取出,于140℃烘箱中烘干至恒重,按下式計算凝膠含量:
(1)
利用DMA測試硅烷交聯UHMWPE試樣的儲存模量隨溫度的變化,試樣起始測試長度為16mm,應變為0.2%(32μm),測試頻率為1Hz。測試溫度范圍為60~175℃,升溫速率3℃/min。定義160℃下的儲存模量為試樣橡膠平臺區的儲存模量E′,利用下式計算交聯試樣的交聯點間分子量Mc(泊松比ν=0.4)[12]:
(2)
式中,ρ為無定形聚合物的密度(對于UHMWPE,ρ=0.94g/cm3),R為氣體常數,T為絕對溫度。
熱失重分析:稱取硅烷交聯UHMWPE試樣10 mg,測試溫度范圍為40~600℃,升溫速率為20℃/min。起始熱分解溫度(Tid)為試樣失重10%時對應的溫度,熱分解溫度(Td)為試樣分解最快時所對應的溫度。
按照GB/T 1040-1992測試樣品拉伸性能,拉伸速率為50mm/min。
3 結果與討論
3.1 硅烷接枝UHMWPE過程研究
吳丹[12]等人的研究表明,在擠出粘均分子量為3.5×106g/mol的UHMWPE過程中,在154~157℃的溫度范圍內,擠出壓力出現突降,發生亞穩性相轉變。所謂的亞穩性現象是指采用高壓毛細管流變儀加工UHMWPE粉末時,在非常狹窄的溫度范圍內,如果剪切應力突降,熔體粘度出現極小值,且流動穩定,可順利擠出加工UHMWPE。除了溫度之外,柱塞速率也是影響亞穩性現象的一個重要因素。針對本文所選用UHMWPE,發現其在150℃時,所研究的柱塞速率0.14,0.28和0.56mm/s下均出現了亞穩性現象,具體數據如圖1所示,即UHMWPE在此條件下能夠穩定擠出。尤以柱塞速率為0.56mm/s時的擠出壓力最為穩定,因此選擇在溫度150℃,柱塞速率為0.56mm/s的條件下進行硅烷和UHMWPE的接枝反應。
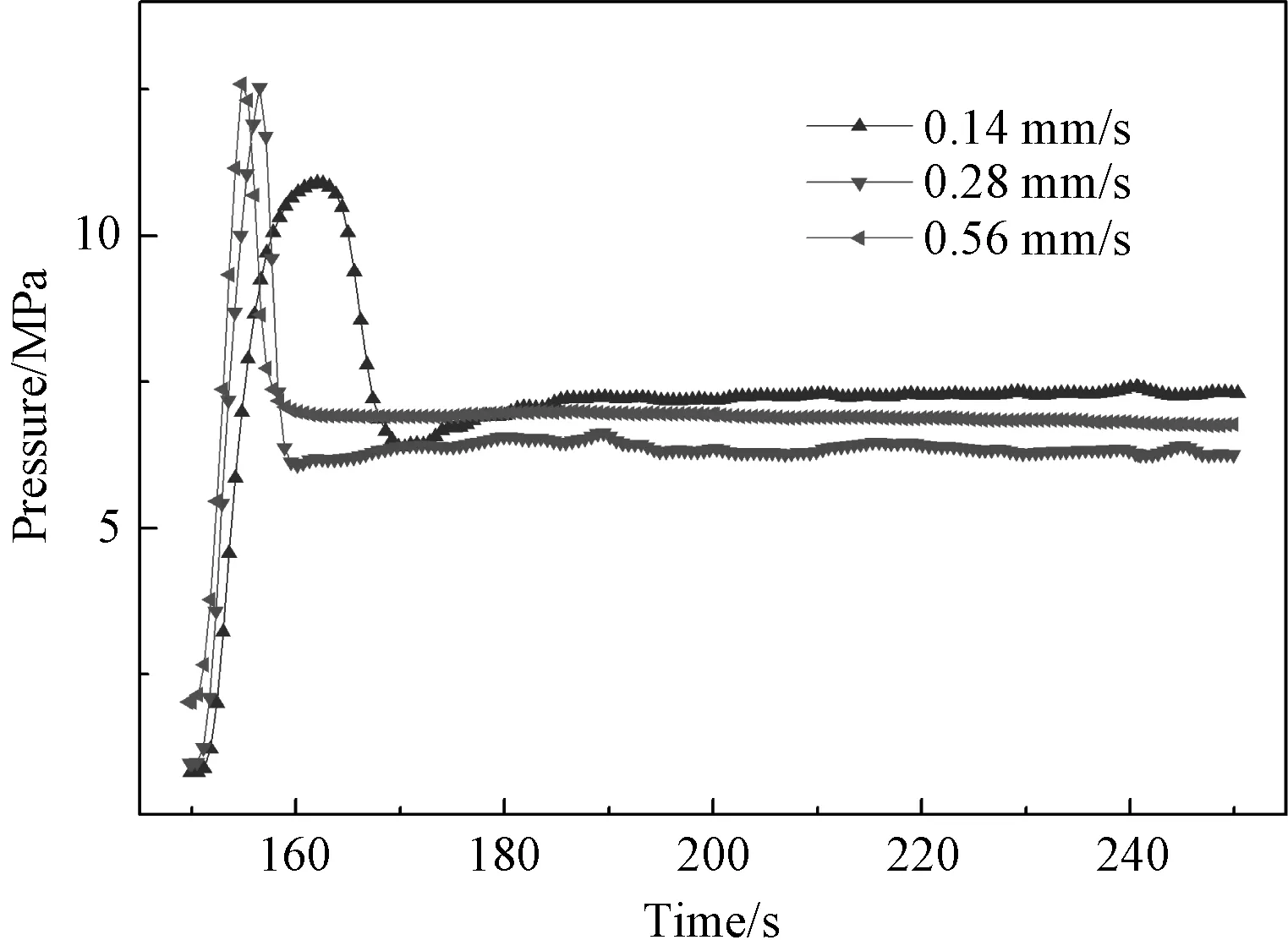
圖1 不同柱塞速率下擠出壓力隨時間的變化曲線(T=150℃)Fig.1 Extrusion pressure traces with time under different piston velocity (T=150℃)
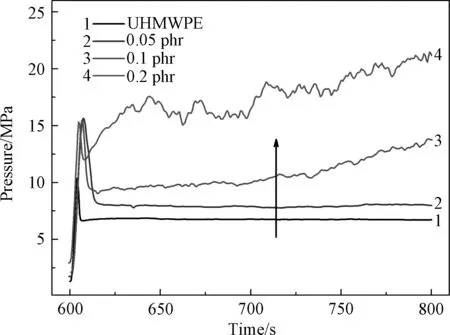
圖2 引發劑用量對柱塞擠出壓力的影響(T=150℃,v=0.56mm/s)Fig.2 Effect of initiator content on the ram extrusion pressure (T=150℃,v=0.56mm/s)
圖2給出了不同引發劑用量下,硅烷接枝UHMWPE過程中擠出壓力隨時間的變化曲線。在硅烷接枝過程中,過氧化物引發劑受熱分解產生的活性自由基奪取UHMWPE分子中的氫原子,使UHMWPE主鏈變為活性游離基,然后與硅烷發生了接枝反應,正是由于帶有極性基團的硅烷接枝到了UHMWPE分子鏈上,降低了其流動性,所以從圖2中可見,接枝過程的穩定擠出壓力比純UHMWPE的有所增加,尤其是當引發劑用量增至0.2phr時,擠出壓力明顯增加且波動劇烈,這可能是因為過量的引發劑導致分子鏈間發生了因化學引發效應而引起的交聯反應,進而大大降低了聚合物的流動性。因此,為了抑制此副反應的發生,引發劑的用量不宜超過0.1phr。這一結果也表明在UHMWPE的亞穩性條件下,可以在低能下完成UHMWPE的連續接枝過程。
圖3為UHMWPE和引發劑用量為0.1phr時,所制備的硅烷接枝UHMWPE的紅外光譜圖,從圖中可知,UHMWPE在724,1363和1466cm-1處出現特征吸收峰,分別對應CH2的搖擺振動,甲基和亞甲基中C-H的彎曲振動。與UHMWPE相比,硅烷接枝UHMWPE在1099cm-1處出現新的吸收峰,該峰對應硅氧烷中Si-O伸縮振動吸收峰[14],這一結果表明硅烷成功地接枝到UHMWPE分子鏈上。
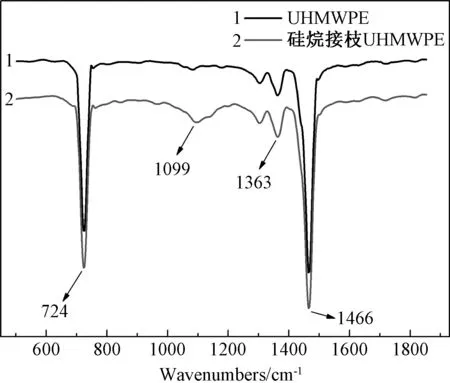
圖3 UHMWPE與硅烷接枝UHMWPE紅外光譜圖Fig.3 FTIR spectra of UHMWPE and silane-grafted UHMWPE
3.2 硅烷交聯UHMWPE過程研究
將所制備的硅烷接枝UHMWPE料與一定量的產水劑CaC2O4·H2O和抗氧劑混合后,在溫度210℃條件下進行模壓,利用此溫度下CaC2O4·H2O失去的結晶水實現硅烷接枝UHMWPE料的水解縮合交聯反應。采用凝膠含量和交聯點間分子量對交聯程度進行了評價,結果如圖4所示。從圖4可見,隨著產水劑用量的增加,最終試樣凝膠含量迅速增加,產水劑用量為0.4phr時,交聯料的凝膠含量達到了89.35%,表明產水劑起到了交聯劑的作用,即在模壓過程中,產水劑放出的結晶水引發了硅烷原位水解縮合交聯。由于接枝過程中添加的硅烷含量一定,因此接枝上的硅烷數目有限,故進一步增加CaC2O4·H2O的用量,交聯試樣的凝膠含量變化趨于平緩。凝膠含量的增加意味著交聯密度的增加,導致交聯點間分子量Mc的降低,當產水劑用量為0.4phr時,交聯試樣的Mc迅速降至10800g/mol,進一步增加CaC2O4·H2O的用量,Mc的變化趨于平緩,與凝膠含量的變化趨勢相吻合。這一結果表明,通過選擇合適的產水劑,可以使硅烷接枝UHMWPE料在模壓成型過程中通過硅烷原位水解縮合來實現交聯,從而省去傳統硅烷交聯聚烯烴的水煮或蒸氣處理過程,大大節約了能源且提高了效率。
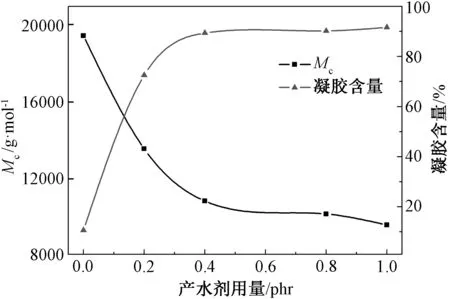
圖4 硅烷交聯UHMWPE的凝膠含量和交聯點間分子量隨產水劑用量的變化Fig.4 Gel ratio and Mc of silane cross-linked UHMWPE variation with content of water-carrying agent
3.3 硅烷交聯UHMWPE的性能
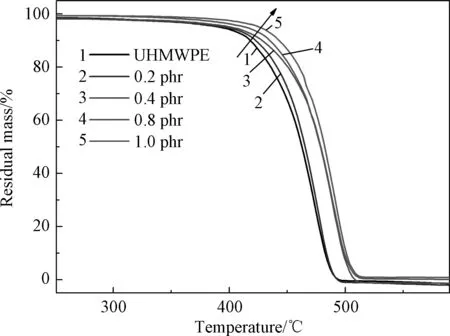
圖5 UHMWPE與不同用量產水劑條件下制備的硅烷交聯UHMWPE的熱失重曲線Fig.5 TGA curves of UHMWPE and silane cross-linked UHMWPE with dosage of water-carrying agent
圖5給出了UHMWPE與不同用量產水劑條件下制備的硅烷交聯UHMWPE的熱失重曲線,其熱失重特征溫度列于表3。與UHMWPE相比,交聯試樣的初始熱分解溫度和最快熱分解溫度均有所上升,特別是當產水劑用量為0.4 phr時制備的交聯試樣的最快熱分解溫度為488.6℃,比UHMWPE的提高了近17℃。這是因為UHMWPE經硅烷交聯后,交聯結構的存在可以提高UHMWPE的熱穩定性,產水劑增加導致交聯度的增加,使分子鏈再次斷裂需要的能量更大,需要斷裂的鍵數目越多,導致熱分解溫度進一步提高。然而進一步增加產水劑的用量,試樣的熱降解溫度提升并不明顯,這與上文討論的試樣的交聯度不再增加有關。
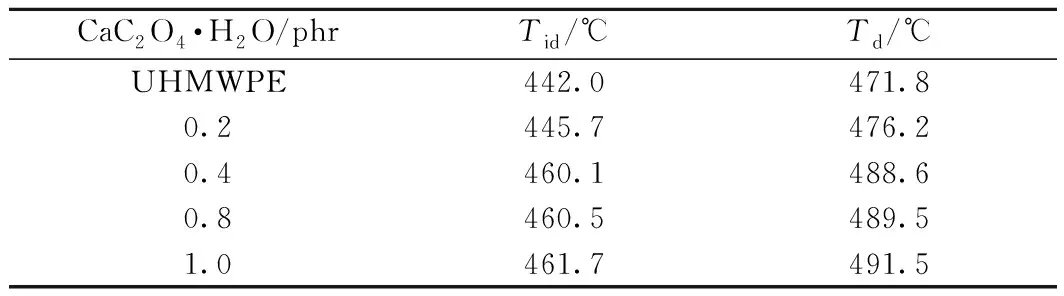
表3 UHMWPE與不同用量產水劑條件下硅烷交聯UHMWPE的熱失重特征溫度Table 3 Thermo-gravimetric characteristic temperatures of UHMWPE and cross-linked UHMWPE with different content of water-carrying agent
表4給出了UHMWPE與不同交聯程度的硅烷交聯UHMWPE的力學性能。從表可知,當交聯樣的凝膠含量為91.64%時,硅烷交聯UHMWPE的拉伸模量增加到1245MPa,相比UHMWPE的890MPa提高了40%。這是由于交聯后形成的三維網絡結構使UHMWPE的分子鏈之間的結合力大大提高,材料抵抗形變的能力增加,因此拉伸模量顯著提高。但交聯網絡結構也會阻礙分子鏈的運動,隨著交聯程度的增加,更多的交聯網絡結構形成,從而導致試樣的斷裂伸長率降低。當交聯度處于較高水平時,塑性材料會向固性材料轉變,材料變硬且更易拉斷,表現出“硬而脆”的特點,所以材料經過交聯之后,拉伸強度損失是普遍現象。Sirisinha[15]等人對HDPE的硅烷交聯及其力學性能進行了研究,發現凝膠含量為70%的硅烷交聯HDPE的拉伸強度為21.4MPa,相比純HDPE(33.3MPa)降低了36%。相比而言,本文的交聯材料在同等的凝膠含量時(72.52%)所對應的硅烷交聯UHMWPE的拉伸強度相比純UHMWPE僅降低了10%,凝膠含量高達91.64%時試樣的拉伸強度也只降低了16%,大大減少了拉伸強度的損失。這得益于整個硅烷交聯UHMWPE接枝過程和交聯過程中工藝的改進:(1)接枝過程中在亞穩性條件下擠出,使引發劑、硅烷和UHMWPE基體充分混合熔融擠出;(2)交聯過程中,利用產水劑所放出的水,使硅烷接枝料原位水解縮合,得到了交聯均勻的材料,減少了材料缺陷的產生。另外,避免了后續長時間的水煮或蒸汽處理對材料結晶性能的影響,從而減小了對材料力學性能的影響。
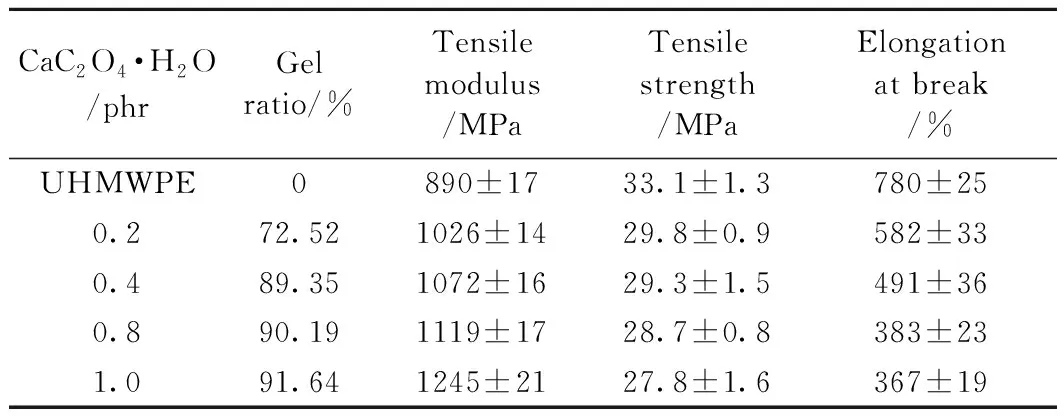
表4 UHMWPE與不同交聯程度的硅烷交聯UHMWPE的力學性能Table 4 Mechanical properties of UHMWPE and cross-linked samples with different gel ratio
4 結 論
1. 在UHMWPE的亞穩性條件下,采用柱塞擠出,在較低溫度和壓力下完成了UHMWPE硅烷接枝過程。
2. 在UHMWPE的硅烷接枝料中加入產水劑,利用模壓過程中產水劑產生的水分子,實現了硅烷接枝UHMWPE在熔融態下的原位水解縮合交聯。隨著產水劑用量的增加,硅烷交聯UHMWPE的凝膠含量提高,交聯點間分子量(Mc)降低,表明UHMWPE的交聯度增加。
3. 硅烷交聯UHMWPE的熱穩定性明顯提高。拉伸模量也顯著提高。接枝和交聯過程中工藝的改進,使最終交聯材料的拉伸強度的降低并不明顯,材料的綜合性能優良。
