鋁鋼復合界面金屬間化合物生長行為
2018-11-02 03:35:24,,,,,
材料科學與工程學報 2018年5期
,,,,,
(1.廣東工業大學,機電工程學院,廣東 廣州 510006; 2.銀邦金屬復合材料有限公司,江蘇 無錫 214145)
1 引 言
雙金屬復合材料是由兩種或兩種以上的金屬材料結合形成的一種復合材料,兼具各組元層金屬所特有的性能[1]。鋁鋼金屬復合材料是一種應用較為廣泛的雙金屬復合材料,其中鋁合金能有效地改善鋼的耐腐蝕性、導熱性以及減少比重等,而鋼則能有效地提高復合材料的強度和力學性能,因此被廣泛應用于火電空冷系統、汽車、石化、航空航天等諸多領域[2-5]。為提高冷軋后鋁鋼復合材料界面的力學性能以及改善后續的使用性能,需對冷軋態的鋁鋼復合材料進行退火處理以獲得復合材料的理想性能。退火的目的是通過界面各自原子的擴散形成強度更高的冶金結合,同時,消除冷軋變形過程中的形變殘余應力[1]。良好的界面結合是實現鋁鋼復合材料優良性能的關鍵。鋁鋼復合材料在進行高溫釬焊時界面易形成Fe-Al金屬間化合物,其金屬間化合物的室溫脆性會破壞界面原有的冶金結合并導致界面開裂[3-4],將嚴重影響鋁鋼復合材料的界面結合性能,從而降低成品鋁鋼復合板的力學性能以及再加工性能。因此,研究金屬間化合物的生長行為及其對鋁鋼復合材料界面性能的影響具有重要意義。
目前,國內外通過軋制擴散結合[6]、鑄造[7]、熱浸鍍[8-9]、焊接[10]等加工途徑,借用SEM、XRD、EPMA[11-13]等測試方法,對鋁鋼界面金屬間化合物進行了不同方面的研究。吳銘方[11]和周德敬[5]等根據Fe-Al原子的擴散行為,探討了界面金屬間化合物擴散反應的生長機理。Stanis1aw[14]等運用DTA技術和JMA模型研究了Fe-Al金屬間化合物的生長次序,即Fe+Al→FeAl3→Fe2Al5→FeAl2→FeAl。D.Nao[12]和Shigeaki[8]等針對鋁鋼界面,研究了退火過程中界面金屬間化合物的演變。M. Y1lmaz[10]對比了在有、無保護氣氛的條件下,氧化對于界面的影響。S.P. Gupta[16]等研究了Fe-Al-Si三元系在不同溫度下形成的界面金屬間化合物組織。此外,大量學者研究了Si元素對界面化合物生長的抑制作用和抑制機理[3-5,16-17]。
本文通過對4A60鋁/08Al鋼冷軋復合材料進行不同工藝的退火處理,研究了退火溫度(600、610、620和630℃)與退火時間(10~480min)下鋁鋼復合板的組織形貌、力學性能及金屬間化合物的生長行為。
2 實驗材料與方法
鋁鋼復合材料中的基材為08Al鋼,尺寸規格為250×110×2.7mm(L×B×H),覆層為4A60鋁合金,尺寸規格為220×90×1mm(L×B×H)。鋁(4A60)/鋼(08Al)材料化學成分如表1所示。
鋁鋼復合工藝選用工業生產常用的“三步法”:軋制復合前對鋁鋼表面進行去污處理,然后對4A60鋁合金進行堿洗,08Al鋼進行酸洗,清洗烘干,再用本課題組自主研發的打磨機對鋼表面進行表面鋼絲刷打磨。軋制過程中為了防止鋁鋼板產生打滑跑偏,預先將鋁鋼板進行鉚接,在軋制過程中利用防偏導向裝置,在實驗室用四輥軋機上進行單道次壓下量分別為35%、45%和55%的一次性冷軋復合,軋機速度為3m/min。對復合后的鋁鋼復合板進行退火處理,退火溫度分別為600、610、620及630℃,退火時間分別為10、30、60、120、240及480min。退火后的試樣,經鑲樣、機械拋光后,用5%(Vol.%)硝酸酒精對08Al鋼表面進行腐蝕。借助Axio Imager A2金相顯微鏡觀察其顯微組織并測量晶粒尺寸。利用配備EDS能譜儀的JSM-6480掃描電鏡和D8-Discover X射線衍射儀進行成分分析和復合界面形貌觀察。剝離試樣尺寸為200×10mm(長度方向為RD向),剝離試驗在CMT7540微機控制電子萬能試驗機進行,速度為25mm/min。剝離強度計算公式為[18]:

表1 鋁(4A60)/鋼(08Al)材料化學成分/mass%Table 1 Chemical composition of 4A60/08Al clad strips/mass%
3 結果與分析
3.1 界面組織及性能分析
圖1(a)為退火前鋼層組織的金相圖。從圖中可見,鋼層晶粒在軋制力作用下沿著RD方向產生塑性變形,晶粒組織被拉長呈現明顯的纖維狀加工組織。圖1(b)~圖1(d)為在600℃條件下,隨保溫時間的延長,鋼層晶粒由原來的纖維狀逐漸演變為等軸晶,且晶粒發生了不同程度的長大。根據金屬材料再結晶的溫度T再=(0.35~0.4)Tm計算可知,在600℃時冷軋態的鋼層經加熱保溫均發生了回復與再結晶。Vikas Jindal等[6]發現在600℃保溫10min后冷軋態鋼層晶粒開始發生再結晶,保溫30min后再結晶過程已基本完成。表2為退火前后鋼層平均晶粒尺寸。從表2可知,冷軋態的鋼層經600℃退火保溫30min后,平均晶粒尺寸由74.979μm減小到16.736μm。并且,隨著保溫時間的延長,晶粒發生了不同程度的長大。平均晶粒尺寸由600℃保溫30min的16.736μm逐漸長大到600℃保溫120min的27.326μm。因此,在冷軋態與退火保溫30min的過程中,鋼基體內部發生了晶粒的回復與再結晶,并且在后續的退火過程中,晶粒發生了長大。但在600℃保溫120min條件下,界面依然未發現金屬間化合物的生成。

圖1 退火前及經600℃ 30min/60min/120min退火后鋼層晶粒組織變化圖Fig.1 Microstructures of steel layer (a) pre-annealing; (b) 600℃for 30min;(c) 600℃for 60min and (d) 600℃for 120min

statePre-annealing600℃ 30min600℃ 60min600℃ 120minGrain size74.979+4.708-2.65316.736+0.662-1.17320.288+1.002-0.75927.326+1.208-0.837
圖2為退火時間與鋁鋼界面結合強度的關系。從圖2可以看出,當退火溫度為610℃,保溫時間分別為10min和30min時(II區),鋁鋼界面的剝離強度由原來冷軋態(I區)的64.55N/(10mm)急劇增長到(II區)294.86N/(10mm),并且鋁層在剝離過程中被預先拉斷。這一現象表明在此退火條件下鋁鋼復合界面的結合強度已超出了基體鋁材本身的拉伸強度,鋁鋼復合界面具有優異的結合性能。此后當退火溫度保持不變,隨著保溫時間的延長(III區),鋁鋼界面結合強度急劇降低。在保溫時間為60min時,鋁鋼界面的結合強度約為102.37N/(10mm),僅為前者(II區)的三分之一。對此時鋁鋼結合界面金屬間化合物厚度進行測量,得到平均厚度約為9.067μm。即當鋁鋼界面金屬間化合物的厚度超過9.067μm時,鋁鋼界面的結合強度出現急劇降低。A Yahiro[19]也指出當金屬間化合物的厚度為3~5μm時,界面結合強度未出現降低;但當金屬間化合物的厚度超過10μm時,界面結合強度開始降低。因此,控制界面金屬間化合物的生長厚度對提高鋁鋼復合材料的力學性能具有重要意義。
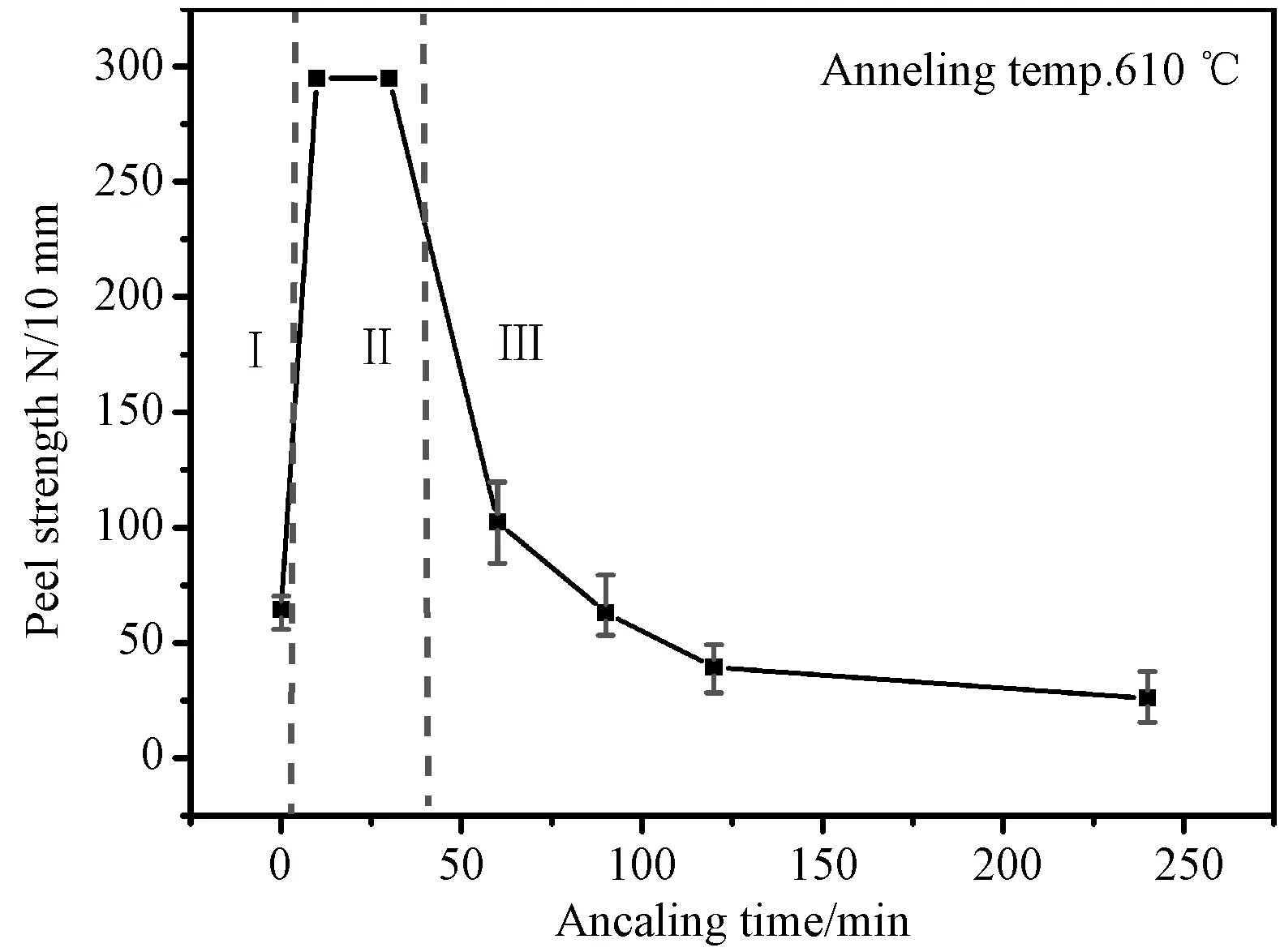
圖2 退火時間與鋁鋼界面結合強度之間的關系Fig.2 Relationship between annealing time and peel strength at interface
圖3為退火溫度與鋁鋼界面結合強度的關系。當溫度為610℃時鋁鋼界面的剝離強度約為102.37N/(10mm),隨著溫度的升高,鋁鋼界面的結合強度急劇降低。當退火溫度為630℃時,界面結合強度僅為16.0N/(10mm)。因此,退火溫度對鋁鋼復合材料的界面結合強度同樣產生較大的影響。
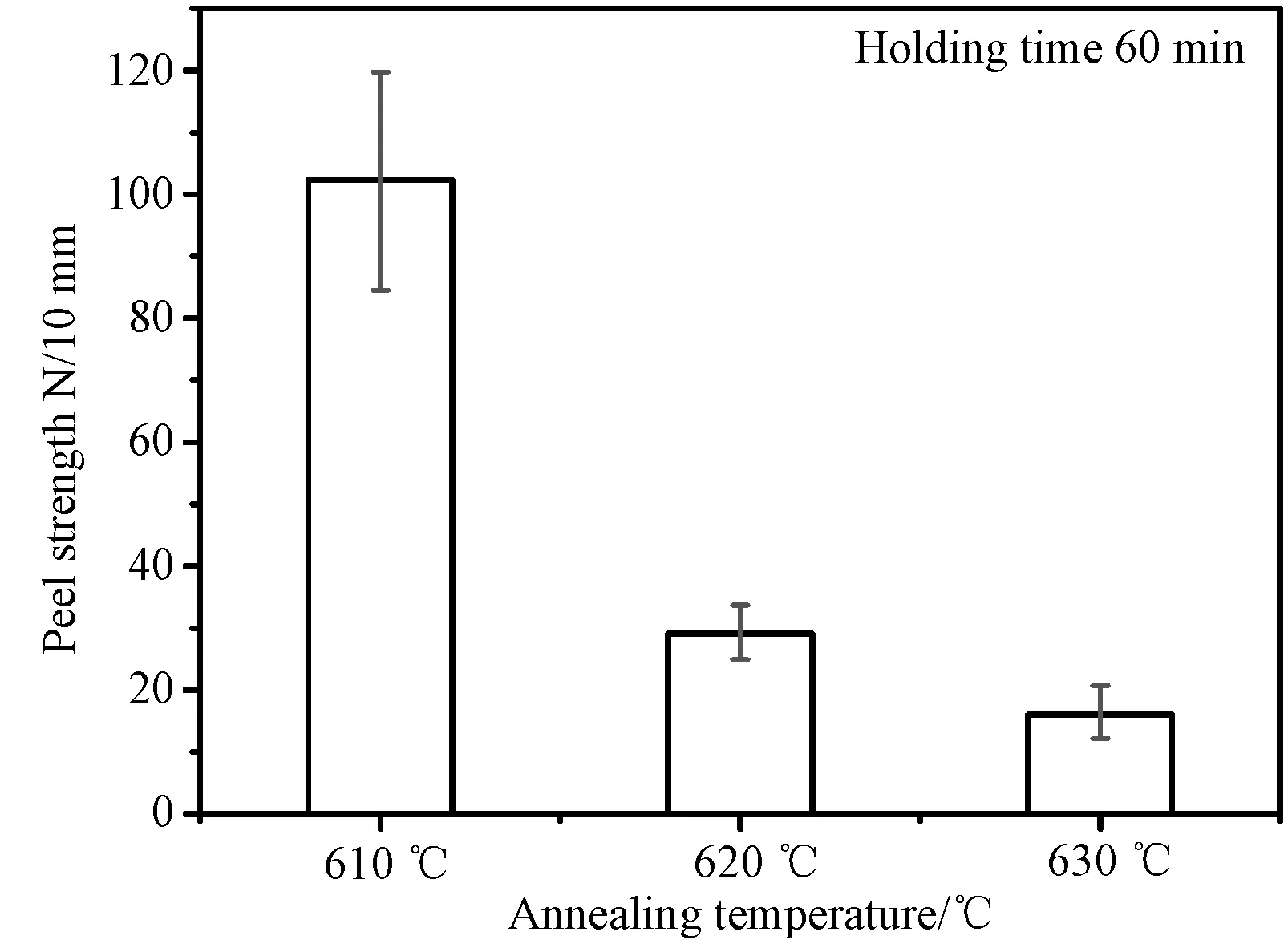
圖3 退火溫度與鋁鋼界面結合強度之間的關系Fig.3 Relationship between annealing temperature and peel strength at interface
3.2 界面金屬間化合物的生長行為
圖4分別為不同退火溫度(600、610、620和630℃)保溫60min條件下鋁鋼復合界面金屬間化合物的組織形貌。可以看出在600℃保溫60min條件下(圖4(a)),復合層界面結合緊密,明顯無金屬間化合物生成。為進一步確定界面有無金屬間化合物生成,圖5為600℃保溫60min條件下界面的EDS線掃描結果,可以看出,界面左側為鐵元素基體,右側為鋁元素基體,Al、Fe元素能譜在界面處呈近直角線性下降,沒有因元素擴散而形成的過渡緩坡。表明在此條件下界面金屬元素基本未發生擴散,也無金屬間化合物的生成。但隨著溫度的升高,在圖4(b)~(d)中,界面上均生成了金屬間化合物,且界面化合物的厚度隨溫度的升高而逐漸增厚。因為隨著溫度的升高,原子運動加劇,鋁鐵原子擴散增強,在界面生成的金屬間化合物增多[1]。圖6為610℃保溫60min條件下界面EDS線掃描的結果。Al、Fe元素均發生了明顯的擴散,由圖6虛線框區域可知,元素能譜先線性下降,然后基本保持水平,再線性下降,界面存在鐵鋁元素的過渡“平臺”,其寬度約8μm,表明界面產生了一層穩定的新相,即在該條件下鋁鋼界面發生了元素的擴散,并在界面形成了鐵鋁金屬間化合物層。
退火時間對界面金屬間化合物的生成也產生影響。圖7為610℃保溫不同時間(10、30、60、120、240和480min)條件下鋁鋼復合界面金屬間化合物的組織形貌。從圖7(a)中可以看到退火保溫時間為10min的界面形貌與圖1(a)冷軋態的界面形貌相似,兩基體界面清晰可見,且鋁鋼復合界面未觀察到金屬間化合物的生成。但當保溫時間為30min時,界面出現了金屬間化合物,其厚度約為3~5μm(圖7(b)),且鋁層在剝離過程中被預先拉斷,表明界面依然保持優越的結合性能。從圖7(c)~圖7(f)可見,隨著保溫時間的延長界面金屬間化合物的厚度逐漸增厚。因為在同一溫度下,保溫時間越長,鋁鐵元素向兩側擴散得越充分,界面生成金屬間化合物的厚度也就越厚。

圖4 不同退火溫度(保溫時間為60min)條件下鋼鋁界面金屬間化合物的組織形貌Fig.4 Microstructures of IMC at interface annealed at 60 min for different temperature(Red.35%) (a) 600℃; (b) 610℃; (c) 620℃ and (d) 630℃
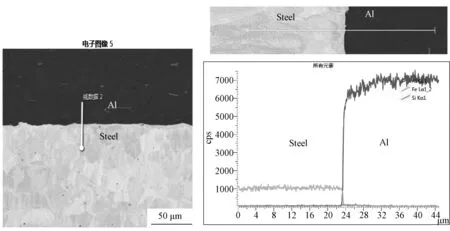
圖5 600℃保溫60min條件下鋼鋁界面EDS線掃描圖像Fig.5 EDS line scanning analysis of interface at 600℃ for 60min

圖6 610℃保溫60min條件下鋼鋁界面EDS線掃描圖像Fig.6 EDS line scanning analysis of interface at 610℃ for 60min
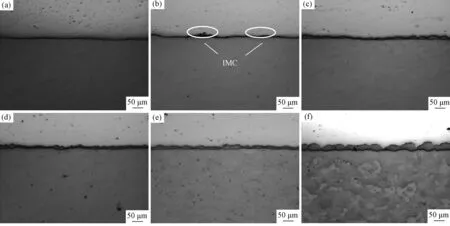
圖7 610℃不同保溫時間條件下鋼鋁界面金屬間化合物的組織形貌(壓下量為35%)Fig.7 Microstructures of IMC at interface annealed at 610℃ for different time(Red.35%) (a) 10min; (b) 30mim; (c) 60min; (d) 120min; (e) 240min and (f) 480min
研究表明[1,6,11,15],鋁鋼界面金屬間化合物的平均厚度與退火時間滿足拋物線關系式(1)
X2=Kt
(1)
式中:X為金屬間化合物層的厚度,單位為m;K為金屬間化合物的生長常數(或生長速率),單位為m2/s;t為擴散時間,單位為s。
表3為不同退火條件下鋁鋼界面金屬間化合物的平均厚度。通過對表3中不同退火條件下的金屬間化合物平均厚度X與退火時間T1/2進行線性擬合(圖8),得出610、620與630℃不同退火溫度下金屬間化合物的生長常數K,如表4所示。
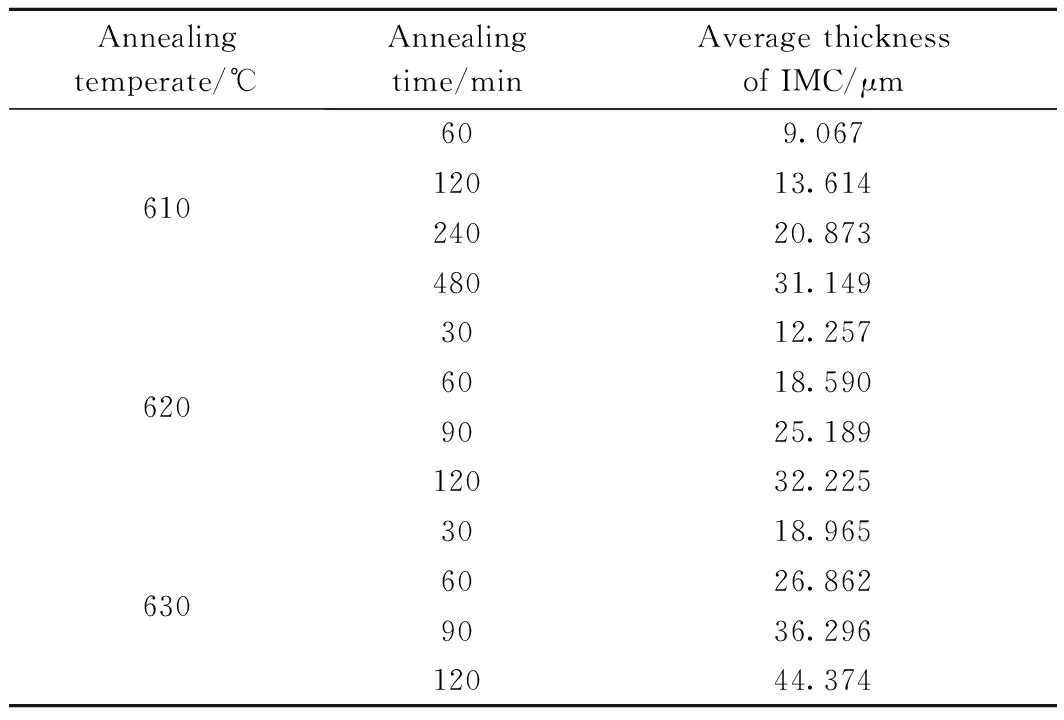
表3 不同退火條件下金屬間化合物的平均厚度/μmTable 3 Average thickness of IMC at different annealing conditions/μm
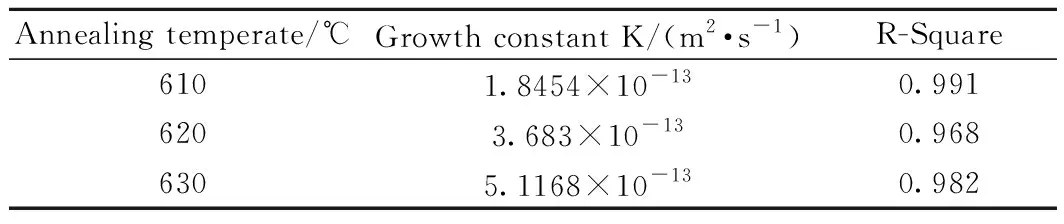
表4 不同退火溫度下的金屬間化合物(IMC)生長常數KTable 4 Growth constant k of IMC at different annealing temperature
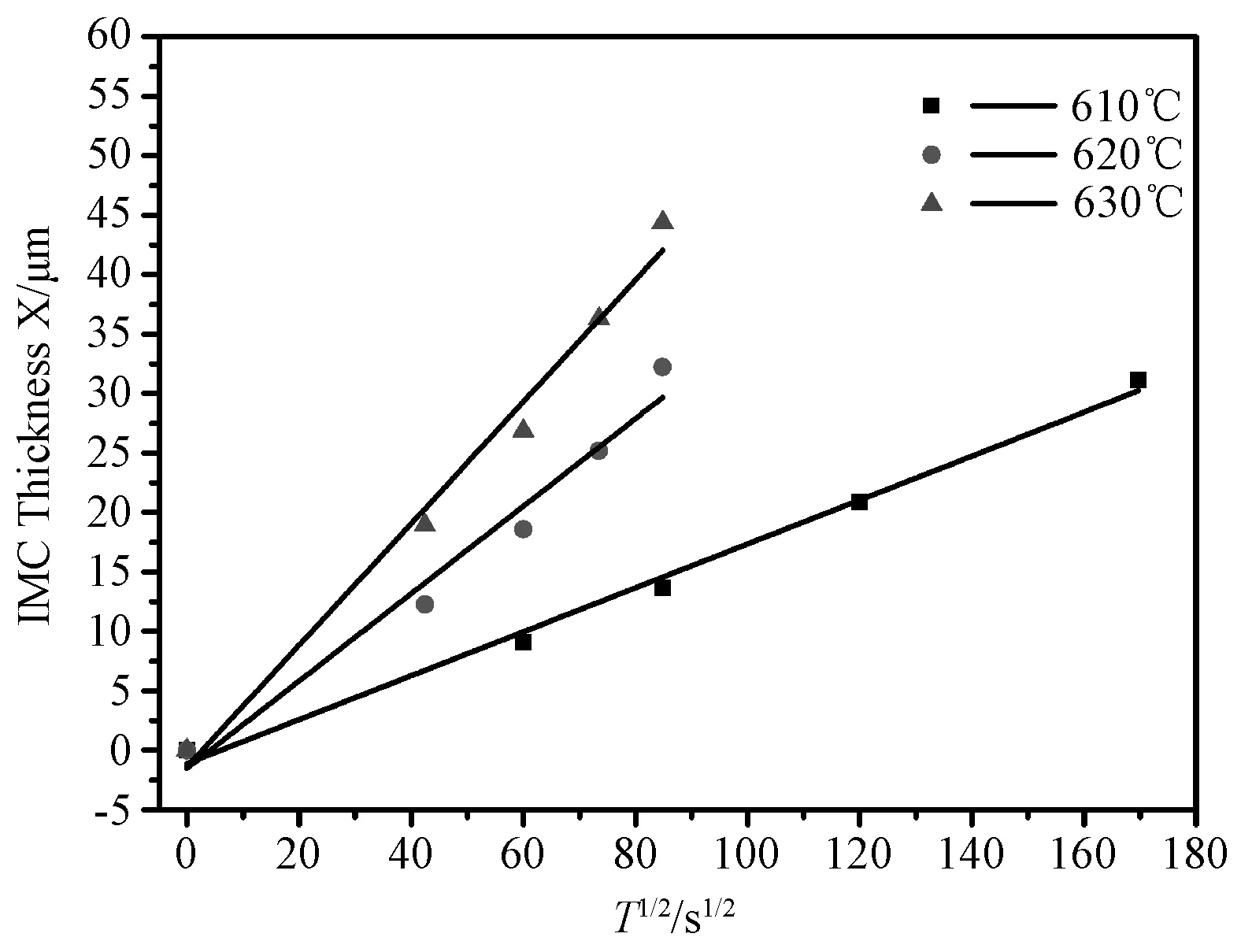
圖8 金屬間化合物(IMC)與T1/2的關系Fig.8 Curves of IMC thickness with T1/2
由于生長常數K是擴散溫度T的函數,且滿足Arrhenius方程,即:
(2)
式中:k0為頻率因子,單位為m2/s;Q為金屬間化合物生長激活能,單位為kJ/mol;R為理想氣體常數,單位為8.314J/(mol·K);T為絕對溫度,單位為K。

(3)

圖9 lnK與1/T的關系Fig.9 Relationship between lnk and 1/T
3.3 金屬間化合物的SEM和XRD表征
由圖6中的EDS線掃描結果可知,鋁鋼界面的元素發生了擴散,并在界面形成了一定厚度的中間化合物層。為進一步確定鋁鋼界面金屬間化合物的具體成分,對界面化合物進行EDS和SEM表征,結果分別如圖10和圖11所示。綜合圖6鋁鋼復合界面EDS線掃描結果以及圖10鋁鋼復合界面點掃描結果,Al、Fe和Si元素在界面上均發生了擴散,并在擴散區內形成了一個擴散“平臺”。圖10為從鋁層向金屬間化合物層進行點掃描的跡象譜圖,結果如表5所示。表中列出了Si元素在金屬間化合物層中的擴散分布。Si元素從富Si的鋁層內部逐漸向中間化合物層擴散,并且距離鋁層越遠,Si元素的含量越低,在中間金屬間化合物層中Si元素由近鋁側的2.00%(atom%)逐漸減少到遠鋁側的0.83%。在表3中,隨著退火時間的延長,金屬間化合物的生長速度逐漸減緩。因為在含Si元素的Al合金中Si元素優先于Al向鋼基擴散,在鋼基中形成固溶體(τ5相Al8Fe2Si),填充了Fe2Al5相中的空位,使得Fe2Al5致密度增加,阻礙了Fe-Al之間的相互擴散,減緩了Fe2Al5的生成[4-5,17]。同時,Si元素的存在也是使得本實驗中金屬間化合物的生長激活能Q相對于其他文獻偏大的原因之一。王平等[3]研究表明Si原子在560℃以下能有效抑制界面金屬間化合物的生成,但在溫度高于610℃時,抑制作用減緩,且鋁鋼界面生成的化合物主要是Fe2Al5相。圖12為對剝離界面鋼側結合面進行XRD檢測結果,在鋼側表面上化合物的主要成分為Fe2Al5,還有較少量的Fe4Al13[6]存在。

圖10 鋁鋼復合界面EDS點掃描Fig.10 EDS point scanning analysis of 4A60 and 08Al interface
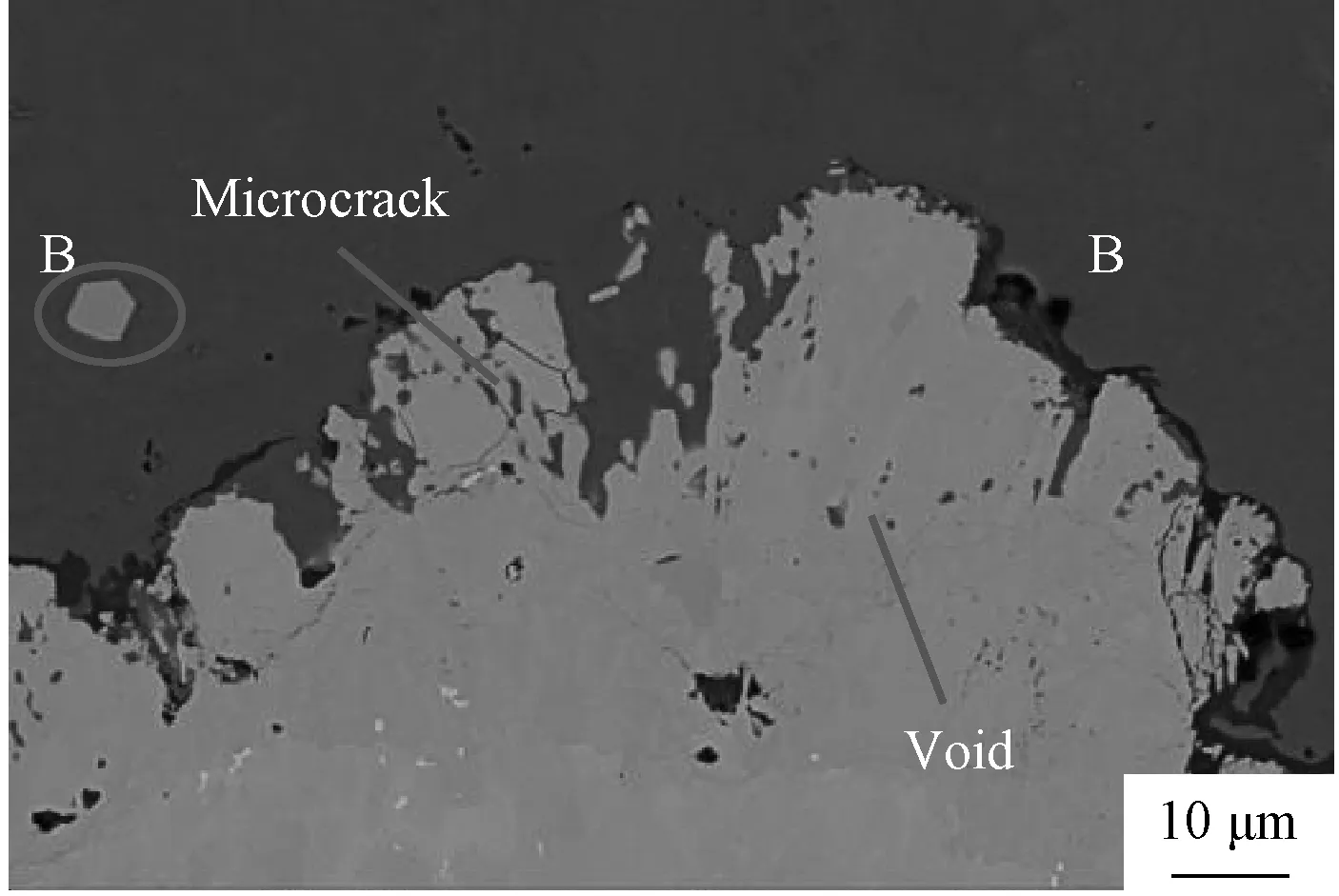
圖11 鋁鋼復合界面金屬間化合物SEM形貌照片Fig.11 SEM morphology of IMC at 4A60 and 08Al interface

Element123456Si9.002.001.951.510.838.61Fe18.9324.2928.0828.4828.5718.37Al72.0773.7169.9670.0170.6073.03
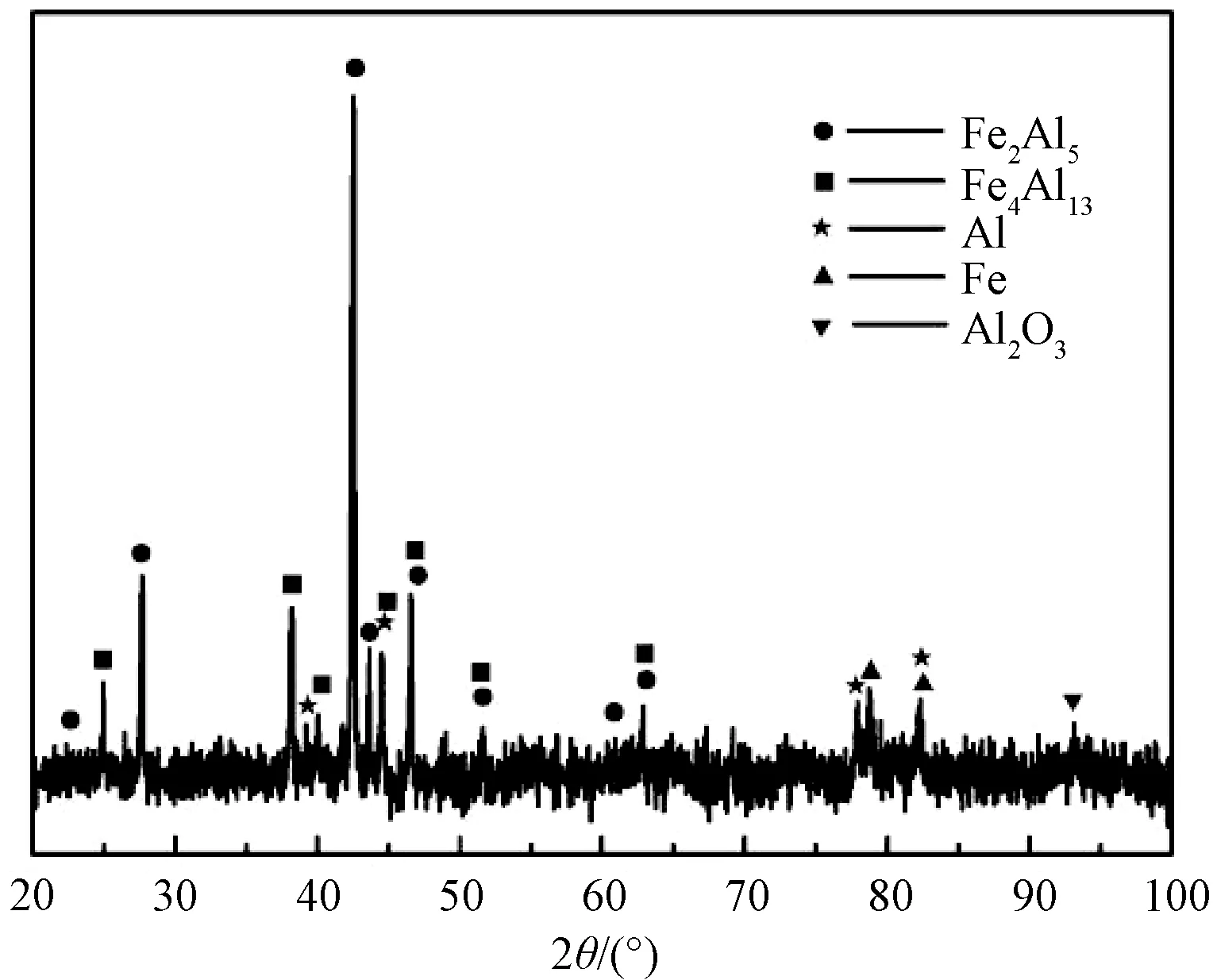
圖12 剝離界面鋼側金屬間化合物的XRD圖譜Fig.12 XRD pattern of IMC at steel side
在圖11中可觀察到金屬間化合物內部存在孔洞和微小裂紋等組織缺陷[20-21]。由于鋁、鋼和金屬間化合物熱膨脹系數的差異以及金屬間化合物的硬脆性,在冷卻過程中易出現圖11所示微小裂紋,導致在近鋁側形成開裂疏松的內部組織。由表5譜圖標簽1和譜圖標簽6的成分可知圖10中的A區和圖11的B區均為脫落的金屬間化合物顆粒,且因鋁基體相對較軟,使得疏松的金屬間化合物剝落后,顆粒較硬的金屬間化合物嵌入鋁基體中。另外,由于界面Fe-Al元素的不平衡擴散,出現了圖11所示的Kirkendall孔洞,成為后續應力集中及裂紋擴展的中心。因此在退火處理中產生的上述缺陷是引起鋁鋼復合界面結合性能減小的主要原因。并且隨著金屬間化合物厚度的增厚,內部殘留缺陷越嚴重,界面結合性能越差。
4 結 論
1.鋁鋼復合板在600℃退火保溫30min后,鋼層晶粒由明顯的纖維狀加工組織變為細的等軸再結晶組織,當退火保溫時間達到240min時,界面無金屬間化合物生成。
2.當退火溫度為610℃,保溫時間為30min時,界面出現了不連續的金屬間化合物,厚度約為3~5μm。且隨著溫度升高和保溫時間的延長,界面金屬間化合物逐漸增厚。當界面金屬間化合物的厚度超過9.067μm時,其界面結合性能顯著降低。
3.鋁鋼復合界面金屬間化合物的生長規律符合拋物線特性。由于Si元素的擴散影響,金屬間化合物的生長激活能為Q=328.723kJ/mol。鋁鋼界面金屬間化合物的厚度與退火工藝(溫度與時間)的關系滿足X=5.55×106× exp[-328723/(RT)×t]1/2。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
當代陜西(2020年13期)2020-08-24 08:22:02
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
