基于PLC的數控立體倉庫控制系統設計
2018-11-08 03:09:28孫炳孝楊帥
電子測試 2018年21期
孫炳孝,楊帥
(1.淮安信息職業技術學院,江蘇淮安,223003;2.江蘇電子產品裝備制造工程技術研究開發中心,江蘇淮安,223003)
0 引言
現如今,越來越多的機械產品和設備也在逐漸向著高速、高效率、高精密、輕量化及數控化的方向發展[1,2]。數控立體倉庫已經成為現代化物流體系快速發展的不可或缺的組成部分,它有著節約土地資源、降低勞動強度、減少錯誤、提高貨物存儲的自動化水平和管理水平、提高倉儲管理者及工作者的素質、減少在存取中的損失和提高產品流通效率等很多優勢[3-7]。正因如此,數控立體倉庫在現代物流體系中占據著舉足輕重的地位。
一個企業的自動化水平高低決定著這個企業能否被時代淘汰,在經濟發達的美國、日本、德國等高自動化水平國家,已經基本完成了以人為主參與一線生產模式到由工業機器人代替人類完成機械等加工模式的轉變,這一模式的轉變對企業前期準備提出了較高要求,即在快節奏生產過程中,能做到盡可能快且準確無誤的實現所需材料等的出入庫[8-11]。在中國,數控立體倉庫也已經憑借其優勢應用到木工機械行業、汽車制造行業、石油化工行業等都跟隨著21世紀市場自動化發展浪潮努力提高本公司的自動化水平,以確保自己不會在快速的經濟發展及高自動化、一體化發展中淘汰[12,13]。為了實現數控立體倉庫的自動化控制,本文設計一套基于PLC[14-16]的控制系統,使其工作效率提高,降低工人的勞動強度,數控立體倉庫的自動化程度大大提高。
1 數控立體倉庫控制流程
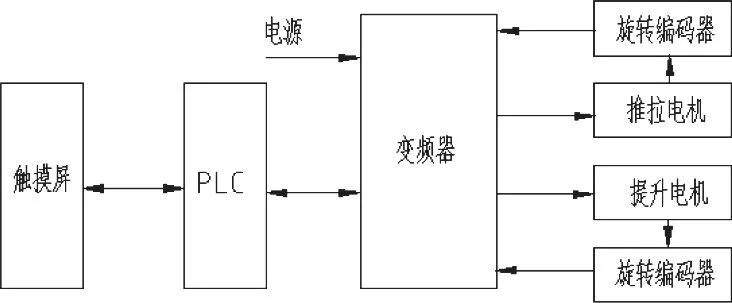
圖1 控制系統結構圖
數控立體倉庫主要由提升電機帶動實現升降小車的傳動升降、推拉電機帶動實現托盤進出倉位。電機是數控立體倉庫的動力源,其功能是傳遞扭矩,即克服傳動部件之間、導向輪與豎梁之間摩擦力及升降小車自身重力及鏈條重力等負載扭矩;托盤與托盤之間的摩擦力托盤與倉位支撐架之間摩擦力及傳動部件間阻力等負載扭矩。PLC控制電機正反轉即可實現數控立體倉庫出入庫的傳動。PLC控制不僅能夠滿足數控立體倉庫控制的動作要求,而且經濟成本低廉。數控立體倉庫控制系統采用PLC控制變頻器、三項異步電機、旋轉編碼器來實現數控立體倉庫的動作要求。控制系統結構圖如圖1所示。由PLC來實現數控立體倉庫控制系統的邏輯控制部分,處理各種信號的邏輯關系;由變頻器實現調速功能,PLC控制變頻器的啟停,而變頻器同時將自身信號傳送給PLC;旋轉編碼器用來檢測電機轉速并及時反饋給PLC,使升降速度、推拉速度與升降小車、托盤停止位置形成閉環系統。
2 數控立體倉庫的變頻調速控制
變頻器憑借良好的調速性能、啟動制動平穩性能和優越的節電效果,已經被廣泛地應用到了諸多領域,變頻調速被公認為是最具有發展前途的調速方式。變頻調速在電梯行業應用最為廣泛,同時數控立體倉庫設計也越來越多的使用變頻調速。采用PLC和變頻器對數控立體倉庫進行控制,不僅增加了數控立體倉庫的安全性和可靠性,并且減少了能耗和運行費用。數控立體倉庫的出入庫動作主要是由升降小車來完成的,升降小車的上升、下降、減速停層和平層動作采用變頻調速來控制。當PLC給出啟動信號,提升電機經歷2秒左右的加速階段,三相異步電動機的頻率從0Hz增加到50Hz,然后保持50Hz速度穩速運行,當PLC輸出停層減速信號后,電動機開始減速運行,頻率從50Hz降為6Hz,大約用時2s,并在6Hz的速度爬行直到PLC輸出平層信號,電動機的頻率降為0Hz,并由PLC控制提升電動機抱閘,然后PLC輸出推拉信號,由另一個變頻器控制推拉電機以類似的模式運行,完成出入庫動作。電動機輸出的轉速與變頻器給定的頻率相對應。數控立體倉庫升降小車運行曲線圖如圖2所示。

圖2 升降小車運行曲線
3 數控立體倉庫的電氣控制
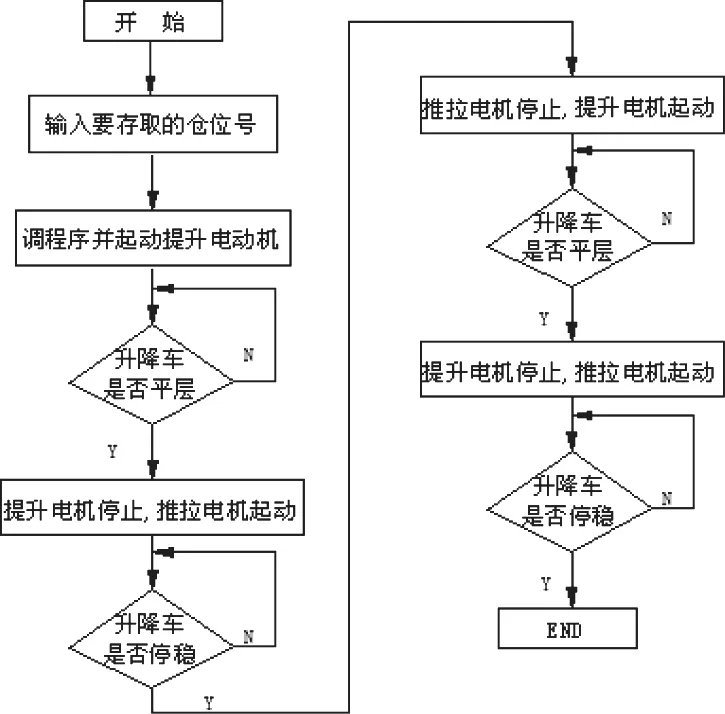
圖3 PLC控制流程圖
數控立體倉庫控制系統的主程序流程如圖3。在設計的操作面板上輸入取貨信息,PLC發出信號,控制提升電機正轉,升降小車上升,變頻器控制升降小車經歷加速、穩速、停層減速、平層階段后停止,提升電動機抱閘,PLC向推拉電機發出信號,推拉電機正轉,將托盤拖到升降小車上,推拉電機停止轉動,然后PLC控制提升電機反轉,變頻器控制升降小車經歷加速、穩速、停層減速、平層階段后停止于出庫口處,提升電動機抱閘,最后PLC控制推拉電機反轉,將托盤推到出庫口平臺上,完成出庫動作。數控立體倉庫控制電路輸入/輸出端口分配如表1所示。

表1 輸入/輸出端口分配
根據輸入/輸出分配表可以繪制數控立體倉庫控制電路圖如圖4所示。
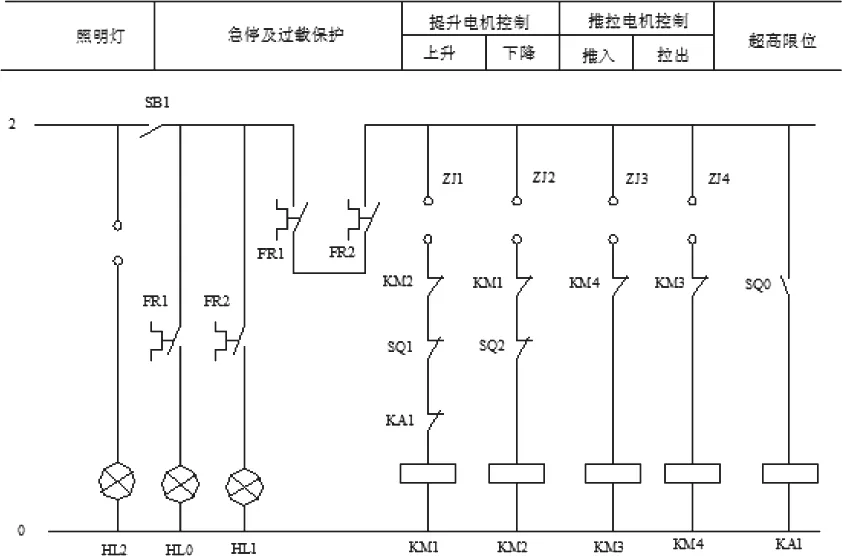
圖4 控制電路圖
4 控制界面設計
使用軟件MCGSE對數控立體倉庫的觸摸屏設計了五個界面,分別為登陸界面、控制主界面、檢修界面、入庫界面和出庫界面。選用了昆侖通泰TPC1262H型觸摸屏,登錄界面主要是各個等級的操作者輸入登錄名和密碼,進行不同權限的操作。在控制主界面下,可以啟動整個數控立體倉庫,并有啟動指示和故障指示,也可以從主界面進入檢修界面、入庫界面和出庫界面,如圖5所示。

圖5 控制界面
如圖6,在入庫界面下操作者需要輸入存放托盤的倉位號,并需要點擊輸入完成并點擊開始入庫數控立體倉庫才能執行入庫動作,以防倉位號輸入錯誤而重復存入一個倉位。
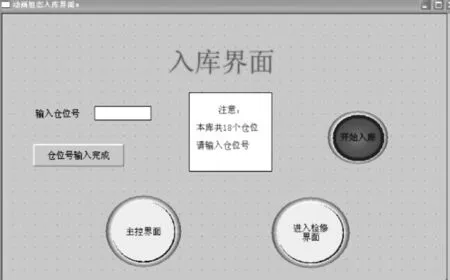
圖6 入庫界面
5 結語
本文設計了數控立體倉庫的控制系統,實現了數控立體倉庫的自動化控制。控制系統是數控立體倉庫系統的核心部分,影響著數控立體倉庫運行的穩定行和定位精度。采用PLC控制提升電動機和水平推拉電動機的的動作順序,采用變頻器實現電動機的調速,使數控立體倉庫在運行過程中更加穩定,采用旋轉編碼器來實現升降小車平層定位和托盤的準確停留位置,保證了出入庫的穩定性、精準性和控制的可靠性。
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
當代陜西(2020年13期)2020-08-24 08:22:02
測控技術(2018年5期)2018-12-09 09:04:50
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
制造技術與機床(2017年5期)2018-01-19 02:49:17
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
電子制作(2017年7期)2017-06-05 09:36:13
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
