TMEIC激光焊機退火功能對硅鋼焊接性能的改善
2018-11-09 09:06:44李建文劉永安賈海亮
重型機械 2018年5期
李建文,劉永安,賈海亮
(1.武漢鋼鐵有限公司硅鋼事業部,湖北 武漢 430083;2.中國重型機械研究院股份公司,陜西 西安 710032)
0 前言
硅鋼也稱為電工鋼,是含硅量在0.3%~5%的超低碳鋼板。加硅使Fe-C相圖中γ區縮小,使鐵的電阻率明顯增高,渦流損耗和磁滯損耗降低,磁導率增高,磁時效現象減輕。硅含量增高,使鐵的屈服強度和抗拉強度明顯增高,塑性和韌性急劇下降,也使鐵的熱導率降低[1]。因此,硅鋼焊接時易產生較大的變形和應力;當硅含量很高時,通常熱板在焊接后,晶粒會嚴重粗大,必須在焊后進行退火工序;由于焊縫韌性差,易開裂,焊接困難,焊區和熱影響區的性能也遠不如母材[2]。
隨著激光技術的發展,激光拼縫焊接技術代替以往的熔化極氬弧填絲焊。激光焊接與傳統焊接方式相比,激光束直徑小,焊接能量集中,工作區功率密度高,聚焦后能夠達到105~107 W/cm2,焊接速度快,生產效率高;激光深熔焊能量使用率高,熱輸入量小,焊縫、熱影響區窄,焊縫強度大,焊接質量高;焊接性能穩定,精確度和可靠性高,重復性好,噪音低;無接觸焊接,容易實現全自動過程控制;焊接的品種及規格范圍大;焊縫表面平整,堆高小,可直接通過軋機而不會傷害張力輥和軋輥,提高成材率和表面質量;可配置前加熱、后加熱裝置,調節焊縫冷卻速度,控制焊縫組織性能;可通過激光填絲焊接控制焊縫區的組織性能,改善焊縫質量[3-5]。因此,世界上的大型鋼鐵企業紛紛采用激光焊機用于酸軋機組生產。
目前,某酸軋機組是一條全連續式酸洗冷連軋聯合機組,TMEIC激光焊機是其中一臺關鍵設備,位于生產線入口處,主要作用是將原料帶鋼的帶頭與上一卷帶鋼的帶尾焊接在一起,以保持生產的連續性,帶鋼焊縫質量出現問題將直接導致酸軋機組斷帶事故。酸軋焊機在焊接無取向中低牌號硅鋼時,斷帶率能控制在0.3%以下,但在焊接無取向高牌號硅鋼時焊縫質量上沒有保證,尤其是焊接硅含量高的鋼種時斷帶率很高,在40%左右。本文主要對某高硅鋼種焊后退火工藝進行了研究,以探討提高焊縫性能,降低斷帶率的方法。
1 焊接試驗
1.1 試驗設備
某酸軋機組所使用的激光焊機是日本三菱公司選用TMEIC公司研制的高功率CO2激光焊機,焊接機型號LBW—8S313NP,焊接速度1.0~10.0 m/min。焊絲型號:YGW12,直徑Φ0.9 mm,送絲速度1.0~10.0 m/min,焊接硅鋼時,必須使用;焊接低碳鋼時,可以不使用。激光振蕩器采用德國TRUMPF公司的,其主要技術參數:
額定輸出 8 kW連續式(振蕩器出口)
光束模式 TEM00
波長 10.6 μm
光束直徑Φ31 mm
光束發散角 <1.5 mrad
焦距 254 mm
1.2 試驗材料
試驗材料為硅鋼的某最高牌號鋼種,厚度2.2 mm,化學成分如表1所示,其ω(C)<0.002%,ω(Si+Al)>3.5%,為單一α相的無相變組織,母材金相組織為形變組織+鐵素體[1-2],如圖1所示。采用填絲焊接改變焊縫組織結構、提高焊縫性能,本試驗所用焊絲為日本進口YGW12型焊絲,直徑Φ0.9mm。

表1 某鋼種的化學成分 (wt%)

圖1 母材組織
1.3 試驗方法
在酸軋線進行在線激光焊接試驗,精剪下料,He氣保護,焊接功率8 kW,焊接速度4.7 m/min,送絲速度4.7 m/min,焊縫分別用120 A、150 A及180 A感應電流進行焊后退火,然后分別對焊縫進行杯凸試驗、金相檢測和顯微硬度檢測。
2 試驗結果分析
2.1 焊縫成形
圖2為三種退火電流下的焊縫形貌。圖中可見焊縫表面光滑、飽滿,無凹陷、咬邊等缺陷。隨著退火感應電流加大,焊縫及熱影響區顏色加深、加寬。
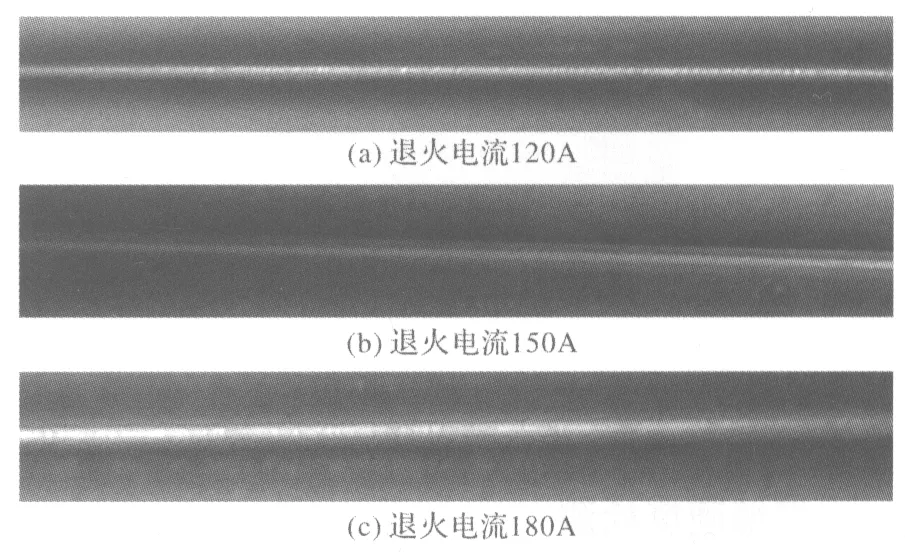
圖2 焊縫形貌
2.2 杯凸試驗
圖3為三種退火感應電流下的杯凸試驗效果。可見,在退火感應電流為120 A時,焊縫的塑性很差,杯凸試驗時焊縫炸裂;在退火感應電流為150 A時,焊縫的塑性提高,杯凸試驗時中間的焊縫杯凸效果很好,但邊部有炸裂情況發生;在退火感應電流為180 A時,焊縫的塑性很好,杯凸試驗時焊縫杯凸效果很好,沒有炸裂情況發生。
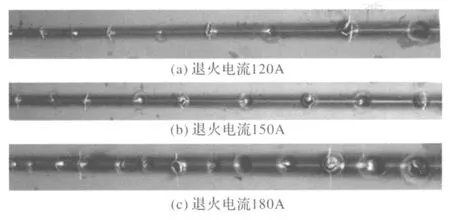
圖3 焊縫杯凸試驗效果
2.3 焊縫金相檢測
圖4為三種退火感應電流下焊縫50倍金相觀測結果。可見,隨著退火感應電流增加,焊縫的金相組織更加均勻。
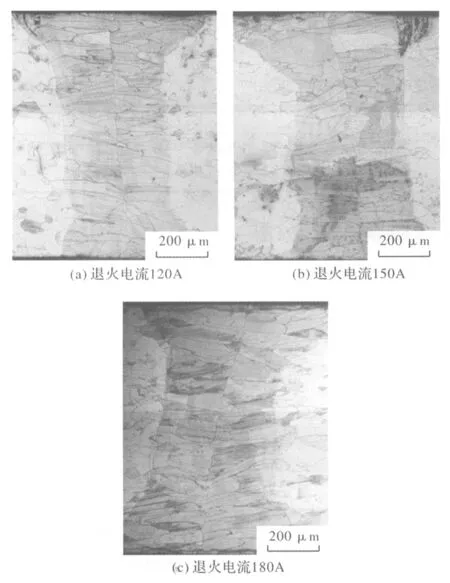
圖4 焊縫金相檢測
2.4 焊縫硬度檢測
圖5為三種退火感應電流下鋼板傳動側、工作側及中間焊縫的HV10硬度檢測結果。

圖5 焊縫硬度檢測
圖5中120 A時的HV10硬度最大值為267,平均值為227;150 A時最大值為254,平均值為225;180 A時最大值為234,平均值為198。而母材的HV10硬度平均值為190。可見,隨著退火感應電流增加,焊縫硬度HV10逐步下降,尤其是電流達到180 A時,硬度下降明顯,其平均硬度已基本接近于母材。
2.5 焊接試生產
鑒于本文試驗及分析,在對焊機精度進行調整之后,采用焊后180 A感應電流退火工藝,對某高硅鋼種進行了小批量焊接試生產,共生產了24卷,其中僅斷帶了1卷,斷帶率較以前的40%降為4%左右,焊縫攻關取得有效突破。
3 結論
(1)激光焊接無取向高牌號硅鋼時,采用焊后退火可以降低焊縫硬度,減小焊接應力,提高焊縫的塑性和韌性,減少焊縫斷帶。并且隨著電流的提高,焊縫塑性及韌性的改善效果越明顯。
(2)采用焊后180 A電磁感應電流退火工藝焊接某高硅鋼種時,可以獲得無缺陷、性能較為優良的焊縫。
通過改進TMEIC激光焊機焊后退火工藝,在焊接某高硅鋼種時焊縫質量取得了一定的突破,但是,焊接質量還有待進一步改善。
(1)對焊機的設備精度進行檢測和恢復,尤其是工作頭的運行精度、拼縫精度和剪切精度需恢復到工藝要求的范圍。
(2)采用低Si高Mn含量的焊絲或含12%~30%Ni為主的焊絲進行焊接試驗,改善焊縫組織和成分,使焊縫區α+γ兩相區增多,焊縫區晶粒細化,提高焊縫韌性[1]。
(3)對激光功率、焊接速度、離焦量等進行匹配試驗,確保焊接線能量在合適的范圍內。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
