一款雙軸換熱器折彎機構創新
2018-11-24 03:55:44朱波
消費導刊 2018年15期
關鍵詞:創新
朱波
摘要:換熱器技術是中央空調的關鍵技術,在目前中央空調中的換熱器技術的發展過程中,對雙軸換熱器折彎機構創新是換熱器技術改革的重難點。本文就旨在探索我司φ7寬片G型換熱器制造技術,并在比較以往的技術的過程中,介紹此款雙軸換熱器折彎機構創新之處,從而解決目前中央空調中的換熱器技術不可靠的發展難題。
關鍵詞:小管徑 換熱器 折彎機 創新
一、引言
小管徑大型翅片換熱器制造技術是目前中央空調中重要的難點技術。傳統翅片換熱器在形狀設計上一般是“一型、L型和U型”,換熱器長U管長度通常不大于2300mm。如今對于開發的新的換熱器制造技術,對于長U管長度已經大于3000mm,并且這種在開發運用的過程中,被更加廣泛的運用到聯機和模塊機新產品上。
但是,也正是因為該換熱器小管徑大長度和半封閉形狀設計,現有制造工藝技術已經無法進行研制。其中的折彎工序對技術的要求更加嚴格,使用舊型折彎設備很難完成質量上乘的折彎工藝,報廢的情況屢見不鮮。
本文介紹折彎工序分析和試驗關鍵內容。著重分析了這款新型折彎機的機構創新之處。以及通過介紹著重解釋了新型的折彎機所具有的優點。
二、產品結構對比分析
大型翅片換熱器的管徑通常是φ9.52mm、φ7.94mm,長度通常不大于2300mm,形狀通常是“一型、L型和U型”,如下圖所示。如今開發出一款φ7寬片G型換熱器,長度已經大于3000mm,如圖1所示。
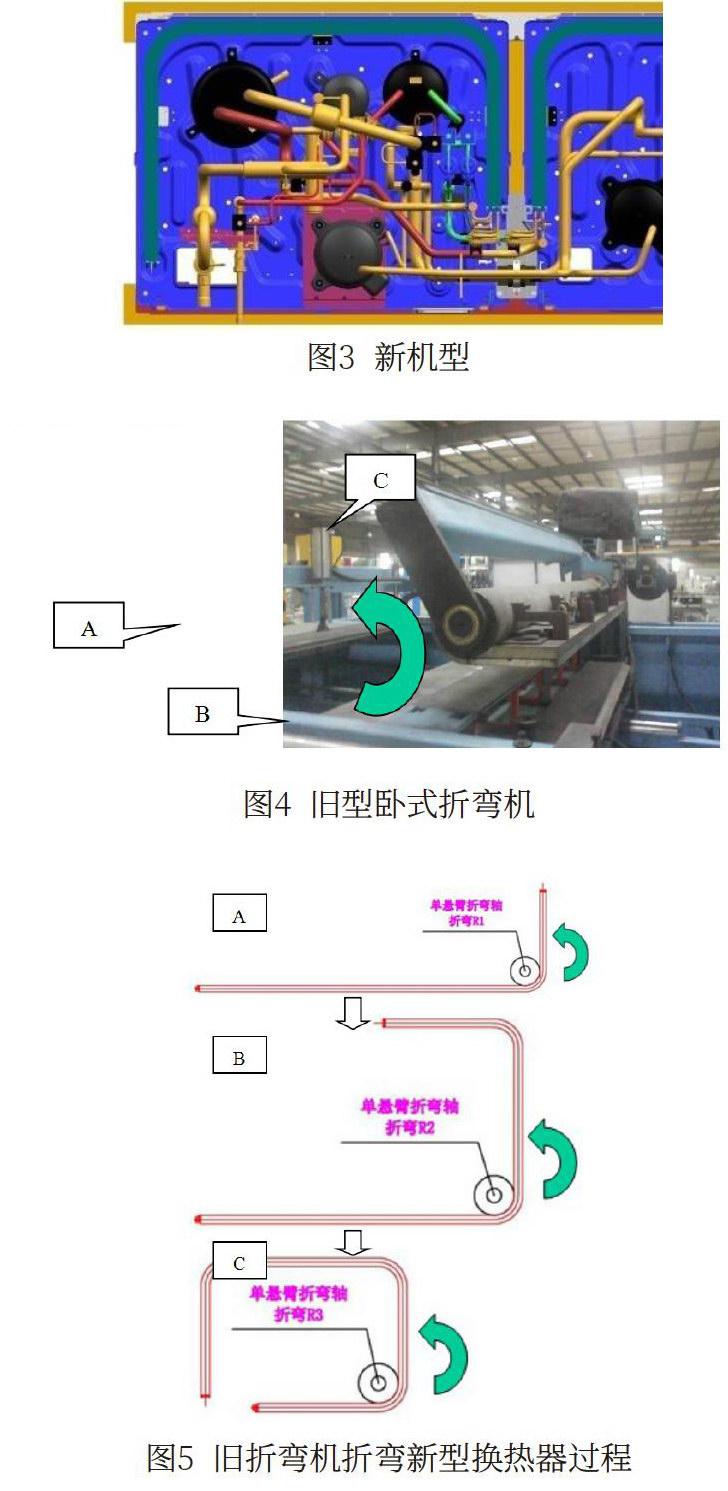
以18HP中央空調室外機作為示范的例子,舊機型管徑是中7.94mm,兩個U型窄片換熱器,如圖2所示。由圖可知,新機型管徑中7.94mm,一個G型寬片換熱器,如圖3所示。在相同性能參數下,產品結構大大簡化。
三、新型換熱器在舊型折彎機折彎缺陷
(一)舊型折彎機機構
舊型臥式折彎機如圖4所示。主要機構是折彎軸(A)、推板(B)和出料頂出機構(C)。
(二)新型換熱器在舊型折彎機折彎過程
G型換熱器在舊型折彎機折彎過程如圖5所示。
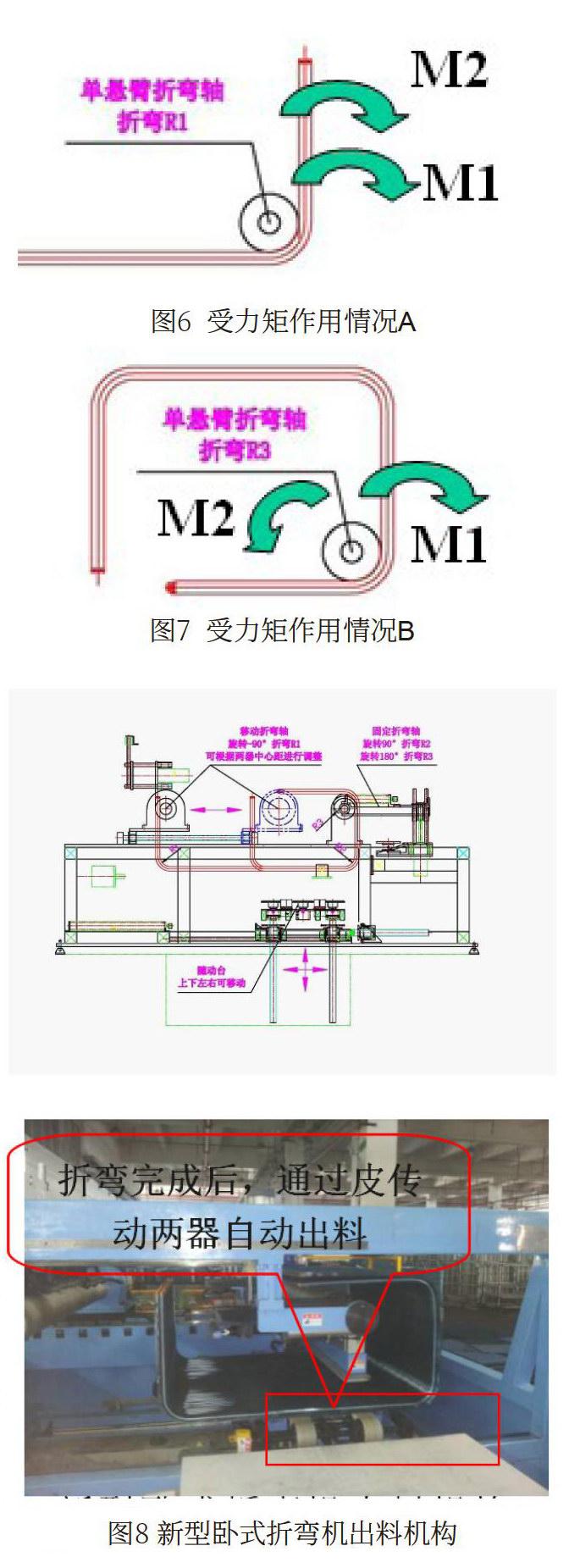
由折彎過程可知,換熱器在折彎軸右邊部分受到重力力矩M2和推板推力力矩M1的作用。
重心偏移,強制摩擦移動,在推出時會導致產品報廢。
四、新型折彎機機構
(一)新型折彎機機構
新型機構折彎機,結構如圖8所示。
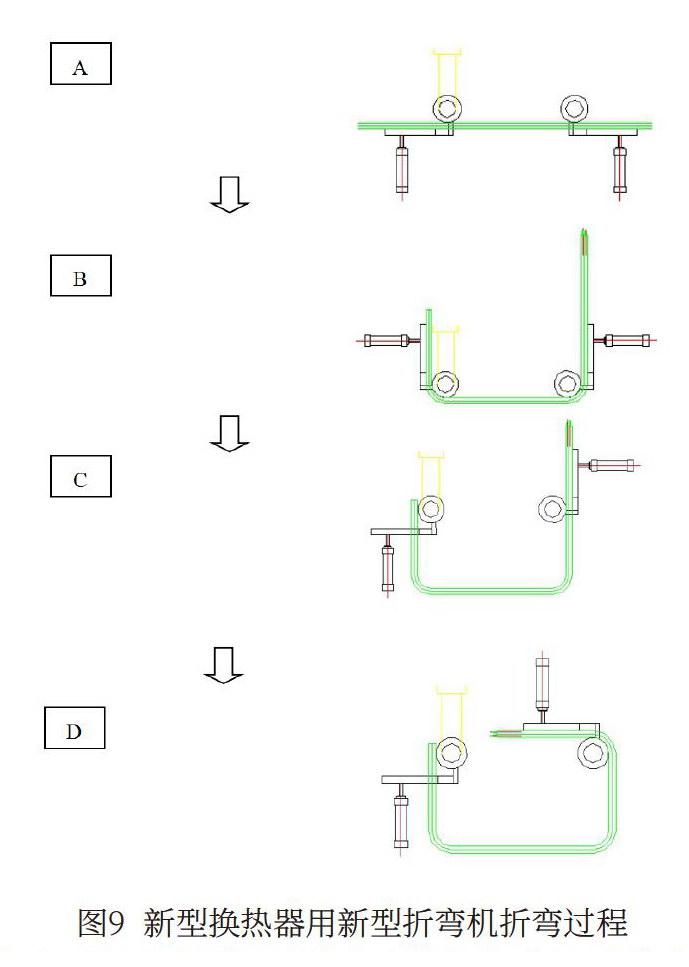
(二)新型折彎機折彎動作流程
折彎動作流程如下,過程如圖9所示。
1.人工設定所需折彎參數,折彎半徑和厚度、工件規格和設備狀態相符合:
2.人工上料到設備初始定位狀態后,人工按啟動折彎按鈕啟動折彎:
3.折彎輥軸的夾緊裝置啟動夾緊,隨動臺上升到設定位置;
4.折彎輥軸啟動按設定的折彎角度進行折第一個彎,送料裝置和隨動板跟隨折彎行程同步隨動前進:
5.隨動臺復位,滾彎夾緊,另一頭由滾彎電機啟動滾第二個彎;
6.折彎夾緊和滾彎夾緊松開,隨動臺下降到設定位置,滾彎夾緊,滾彎電機啟動滾第三個彎;
7.滾彎夾緊松開,隨動臺下降到出料位,出料輸送帶轉動,將料輸送到線體上:
8.完成整個冷凝器G型折彎后,將系統復位到初始原點狀態,為一個工作循環。
由折彎過程可知,相比較舊折彎機折彎過程,新折彎機只有A和B兩種情況,其折彎機機構同時有以下優點:(1)改折彎軸為雙軸兩端支撐,穩定性好,折彎尺寸精度高更容易進行操作和進行安裝;并將左折彎軸為設計為活動軸,通過伺服驅動實現左右移動,滿足不同中心距的兩器折彎要求:
(2)增隨動升降臺,支撐兩器產品的重心,在進行運行的過程中比較的安全、穩定;并實現上下左右移動,滿足不同高度的兩器折彎要求:
(3)出料通過皮帶傳動平穩,保證產品質量,從而確保產品的安全。
猜你喜歡
語文教學之友(2016年9期)2016-10-08 22:21:52
成才之路(2016年26期)2016-10-08 11:09:35
成才之路(2016年25期)2016-10-08 10:19:19
成才之路(2016年25期)2016-10-08 10:07:20
成才之路(2016年25期)2016-10-08 09:58:30
成才之路(2016年25期)2016-10-08 09:57:27
