注射質(zhì)量重復(fù)精度在線測量方法
2018-11-28 10:35:22楊澤文吳大鳴付紅波
中國塑料 2018年11期
楊澤文,許 紅,吳大鳴, 付紅波,劉 穎
(北京化工大學(xué)機(jī)電工程學(xué)院,北京 100029)
0 前 言
隨著對注塑制品塑化質(zhì)量精度和幾何尺寸精度需求的不斷提高,如具有微結(jié)構(gòu)導(dǎo)光勻光作用的超薄手機(jī)屏、精密光學(xué)透鏡(徠卡相機(jī)、鏡片、微結(jié)構(gòu)汽車燈罩)、精密醫(yī)學(xué)器件(各種留置針組件、人造髖關(guān)節(jié)、內(nèi)窺鏡)等等,對注塑機(jī)在機(jī)械結(jié)構(gòu)和模具加工精度、成型工藝、控制精度等方面提出更高的要求。
注塑制品的質(zhì)量重復(fù)精度,是衡量精密注塑制品精度及注塑機(jī)穩(wěn)定性可靠性的重要質(zhì)量指標(biāo)之一[1-2],注射質(zhì)量重復(fù)精度的高低直接影響質(zhì)量的一系列指標(biāo)。目前市場上常見的對注塑機(jī)注射質(zhì)量重復(fù)精度的計(jì)算大多數(shù)為離線計(jì)算[3-5],尚未有完善的系統(tǒng)實(shí)現(xiàn)在線測量、計(jì)算、反饋。本文在確定最佳工藝條件和樣本容量等關(guān)鍵因素后,基于熔體密度在線測量,對注射質(zhì)量重復(fù)精度的在線測量方法進(jìn)行系統(tǒng)的分析和研究[6-10]。
1 注射質(zhì)量重復(fù)精度在線測量的計(jì)算方法
1.1 基于熔體密度在線測量的注射質(zhì)量
注塑機(jī)的最大注射質(zhì)量,是指從噴嘴能夠注出聚合物熔體的質(zhì)量。其理論計(jì)算如式(1)所示:
(1)
式中Gq——最大注射質(zhì)量, g
Vq——最大理論注射量,mm3
Ds——塑化螺桿外徑, mm
Smax——最大注射行程, mm,Smax=(4~5)Ds
ρ——熔體密度, g·cm-3
δ——注射系數(shù)[11],該值與注塑樹脂有關(guān),本文選取0.9進(jìn)行計(jì)算
傳統(tǒng)體積控制法的理論注射質(zhì)量與注射螺桿直徑及注射行程等因素有關(guān)。但在實(shí)際注射成型過程中,熔體密度在一個(gè)注射周期內(nèi)并非為一個(gè)恒定值,是受到溫度和壓力等環(huán)境因素的影響隨時(shí)間變化的變量,故在傳統(tǒng)體積法中將密度當(dāng)成一個(gè)常數(shù)進(jìn)行計(jì)算是不精確的。且注射過程又分為填充和保壓等多個(gè)階段,各階段注射速度并非一致,為了求得精確的注射質(zhì)量值,有必要分別對注射周期內(nèi)各段的密度分別進(jìn)行實(shí)時(shí)測量,利用積分求得更準(zhǔn)確的注射質(zhì)量。
如圖1所示將探頭安裝在擠出機(jī)噴嘴處,利用超聲波測量裝置,實(shí)時(shí)測量噴嘴處熔體密度ρt,同時(shí)結(jié)合噴嘴和機(jī)筒內(nèi)流量一致性,可得在線測量注射質(zhì)量值計(jì)算如式(2)所示。
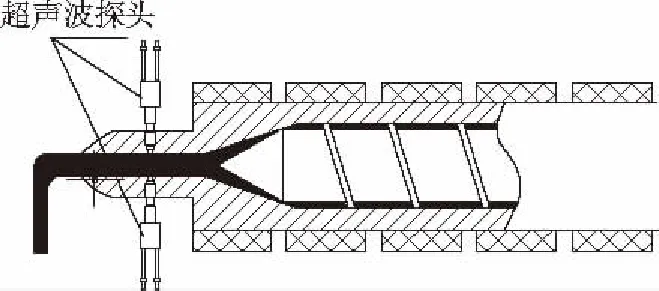
圖1 超聲波探頭安裝位置示意圖Fig.1 Schematic diagram of the installation position of the ultrasonic probe
(2)
式中Gi——第i次一個(gè)完整注射周期注射出的制品在線測量熔體注射質(zhì)量,g
Ga——一個(gè)完整注射周期注射出的總?cè)垠w質(zhì)量,g
Gr——料把質(zhì)量,g
T——單次注射周期時(shí)長,s
Ds——塑化螺桿外徑, mm
Dn——噴嘴口徑, mm
vs(t)——螺桿注射速度,是隨時(shí)間變化的已知量,mm·s-1
vn(t)——噴嘴流道內(nèi)熔體注射速度,mm·s-1
ρt——熔體實(shí)時(shí)密度測量值,g·cm-3,可通過超聲波速度軟測量模型f(ct)得到[12]
ct——超聲波速度實(shí)時(shí)測量值,m·s-1
通常注塑制品的實(shí)際注射質(zhì)量多通過離線稱量方式得到,由式(2)可知注射質(zhì)量在線測量值是以熔體密度在線測量為前提得到。
1.2 注射質(zhì)量重復(fù)精度計(jì)算方法
注射質(zhì)量重復(fù)精度,是基于統(tǒng)計(jì)方法進(jìn)行質(zhì)量評價(jià)的方法,采用同樣的測量手段,對連續(xù)注射周期得到的注塑制品質(zhì)量分別進(jìn)行測量所得結(jié)果之間的一致性程度,表示測量結(jié)果中重復(fù)誤差大小的程度[13]。是基于統(tǒng)計(jì)方法進(jìn)行質(zhì)量評價(jià)的方法,其計(jì)算方法有極差算法式[14]如式(3)所示和標(biāo)準(zhǔn)差算法式[15]如式(4)所示:
(3)
(4)
(5)
式中p——制品注射質(zhì)量重復(fù)精度
Gmax——樣本容量為n時(shí)產(chǎn)品件重的最大值,g
Gmin——樣本容量為n時(shí)產(chǎn)品件重的最小值,g

Gi——第i次一個(gè)完整注射周期注射出的制品在線測量熔體注射質(zhì)量,g
n——樣本容量
在統(tǒng)計(jì)過程計(jì)算中,樣本容量的選擇對注射質(zhì)量重復(fù)精度的計(jì)算結(jié)果有很大的影響。在相同工藝條件下,在選定樣本容量一定的情況下,極差法得到的質(zhì)量重復(fù)精度的數(shù)值是標(biāo)準(zhǔn)差法計(jì)算結(jié)果的4~5倍,這是因?yàn)闃O差法出現(xiàn)了數(shù)據(jù)斷序,不具有實(shí)時(shí)性。因此從計(jì)算精度上來看標(biāo)準(zhǔn)差法得到的結(jié)果與實(shí)際更吻合[16]。
2 注射質(zhì)量重復(fù)精度在線測量及程序設(shè)計(jì)
2.1 注射質(zhì)量重復(fù)精度在線測量原理
通常在注塑機(jī)的注射噴嘴處安裝一對超聲波探頭,以透射模式通過測量超聲飛躍時(shí)間t完成超聲波速度的測量[17],通過超聲波速度-熔體密度軟測量模型實(shí)現(xiàn)熔體密度在注塑過程在線測量。由式(2)可以得到在線測量注射質(zhì)量,由式(4)~(5)可以實(shí)時(shí)得到注射質(zhì)量重復(fù)精度。其測量原理如圖2所示。
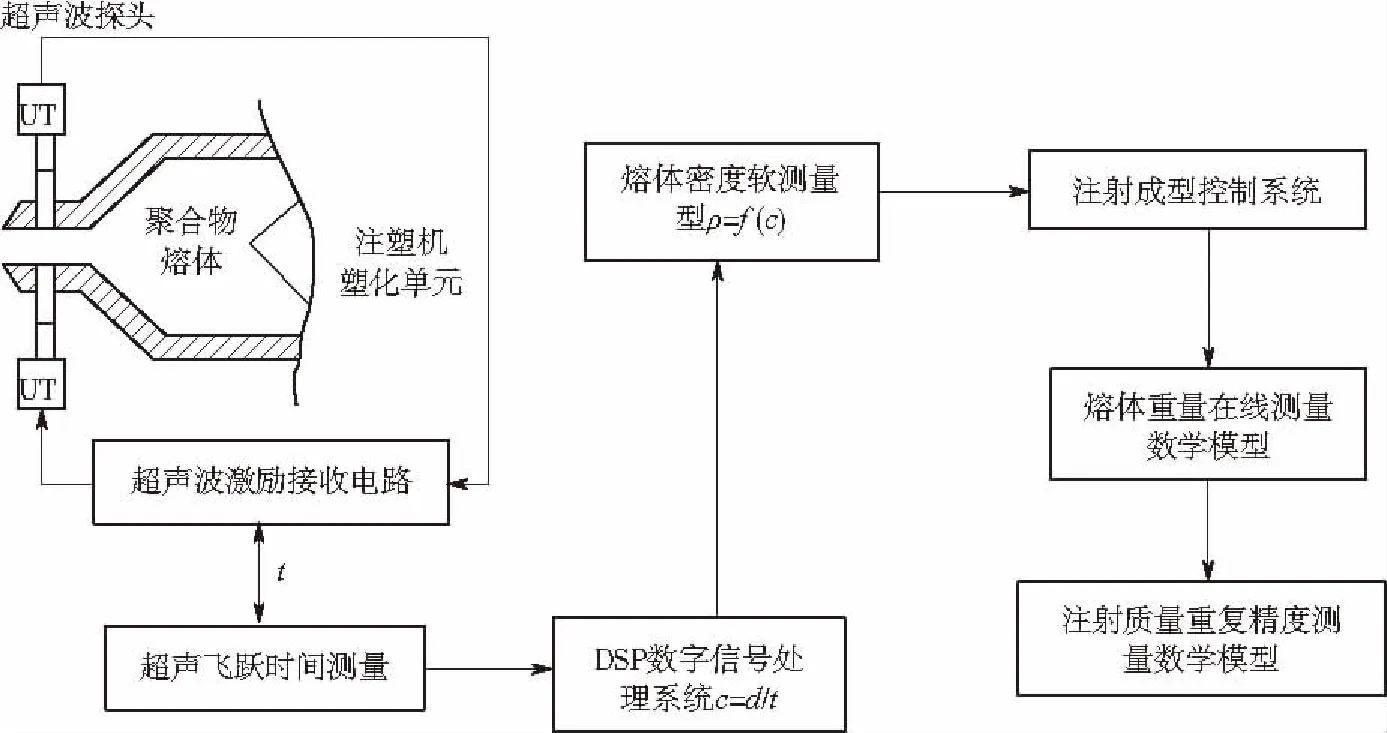
圖2 注射質(zhì)量重復(fù)精度在線測量原理Fig.2 Online measurement schematic of repeat accuracy of injection weight
2.2 注射質(zhì)量重復(fù)精度實(shí)時(shí)動態(tài)計(jì)算流程
樣本容量的多少對重復(fù)精度的計(jì)算結(jié)果影響非常大,容量過大、精度高可靠性好,但計(jì)算量大響應(yīng)滯后,樣本容量過小影響測量精度。對離線測量數(shù)據(jù)進(jìn)行分析,選擇標(biāo)準(zhǔn)差法作為注塑質(zhì)量重復(fù)精度的理論算法,選擇合適的注射質(zhì)量的樣本數(shù)量后采用遞推算法依次將最新采樣樣本更新到計(jì)算樣本容量中。這樣就可以在連續(xù)注塑過程中保證測量精度的實(shí)時(shí)性、連續(xù)性、可靠性。結(jié)上所述,本文中暫取3個(gè)不同樣本容量,分別為5、10、15。具體動態(tài)計(jì)算流程如圖3所示。

圖3 注射質(zhì)量重復(fù)精度在線測量計(jì)算流程圖Fig.3 Online measurement calculation flow chart of repeat accuracy of injection weight
2.3 測試系統(tǒng)功能
結(jié)合圖3和注塑機(jī)注塑工藝條件,設(shè)計(jì)了注射質(zhì)量重復(fù)精度在線測試系統(tǒng)程序,其主要介面如圖4所示。
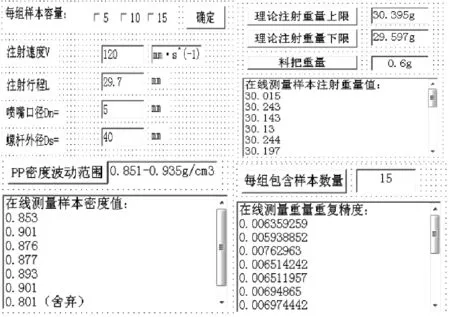
圖4 在線測量系統(tǒng)顯示界面Fig.4 The user interface of the online measurement software
圖4中的理論注射質(zhì)量的上下限,是根據(jù)式(1)并結(jié)合式中已知的各注塑機(jī)結(jié)構(gòu)參數(shù)和工藝參數(shù)值,求得理論注射質(zhì)量Gq為29.996 g,再根據(jù)前期實(shí)驗(yàn)得到的理論經(jīng)驗(yàn)精度為±1.33 %,分別得到理論注射質(zhì)量的上限為30.395 g、下限為29.597 g。圖4左下列表顯示的為由軟測量模型得到的在線測量熔體密度,右下列表是由式(4)、(5)、(6)計(jì)算得到的在線注射質(zhì)量重復(fù)精度。
計(jì)算在線測量熔體注射質(zhì)量時(shí),考慮超聲波采集裝置(GIMI2)信號采集和數(shù)據(jù)處理的延時(shí)性,為保證準(zhǔn)確性,在單個(gè)注射周期內(nèi),采集5次超聲波樣本值。根據(jù)5次采樣結(jié)果,將注射過程分為5段,在線測量注射質(zhì)量為5段累加求和,式(2)可轉(zhuǎn)換為式(6)所示,并在采集軟件中按照式(6)進(jìn)行編程計(jì)算:
(6)
式中ti——超聲波第i次采樣結(jié)束的時(shí)刻,s
3 實(shí)驗(yàn)驗(yàn)證
3.1 主要原料
聚丙烯(PP), R/C4220,密度為0.893 g/cm3,北京燕山石化公司。
3.2 主要設(shè)備及儀器
液壓式注塑機(jī),HTF120X2,螺桿直徑為40 mm,寧波海天股份有限公司;
精密電子天平,DJ2/500,常熟市百靈天平儀器有限公司。
3.3 實(shí)驗(yàn)方法
在實(shí)驗(yàn)過程中,注塑機(jī)鎖模力為1 200 KN、保壓時(shí)間為8 s、保壓壓力為60 MPa、注射速度為120 mm·s-1,注射行程為29.7 mm保持不變。將耐高溫超聲波探頭安裝在噴嘴處,為了驗(yàn)證熔體密度變化對注射質(zhì)量的影響,分別設(shè)計(jì)了對空注射噴嘴和延長保壓注射噴嘴,如圖5所示。樣本的采樣時(shí)間即為注射周期。相同實(shí)驗(yàn)條件下,在離線稱量注射質(zhì)量穩(wěn)定后,從任意樣本起點(diǎn)按順序挑選30個(gè)注塑制品,稱量每個(gè)制品的質(zhì)量,稱重裝置測量精度不低于±0.001 g。
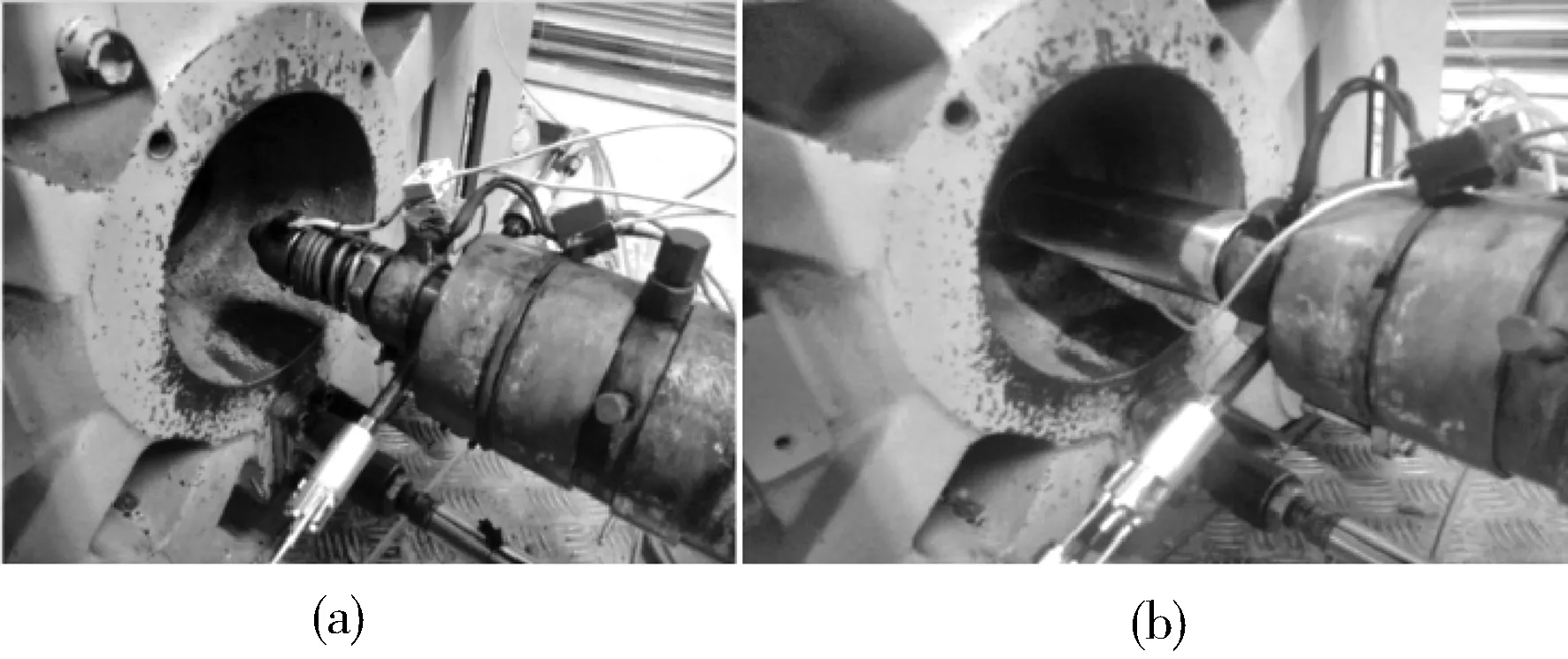
(a)對空注射 (b)保壓注射圖5 實(shí)驗(yàn)裝置圖Fig.5 Pictures of the experiment set
3.4 結(jié)果與討論
如圖6(a)所示,在較多樣本中,由軟測量模型得到的在線測量注射質(zhì)量低于理論注射質(zhì)量下限,而實(shí)際注射質(zhì)量則大致在理論注射質(zhì)量的上、下限之間,在線測量質(zhì)量波動范圍是實(shí)際注射質(zhì)量波動范圍的2 倍左右;圖6(b)可以看出實(shí)際注射質(zhì)量和軟測量在線注射質(zhì)量均在理論注射質(zhì)量上下限之間,實(shí)際測量注射質(zhì)量波動范圍與在線測量質(zhì)量波動范圍接近一致。

■—在線測量質(zhì)量 ▲—理論注射質(zhì)量上限 ●—制品實(shí)際質(zhì)量 ▼—理論注射質(zhì)量下限

■—樣本總體 ▲—樣本容量10 ●—樣本容量5 ▼—樣本容量15圖7 不同樣本容量的注射質(zhì)量重復(fù)精度對比曲線圖Fig.7 Comparison of injection weight repeat accuracy curves with different sample volumes
如圖7所示,當(dāng)樣本總數(shù)為30時(shí),分別取樣本容量為5、10、15,其注射質(zhì)量重復(fù)精度變化區(qū)間依次為0.263 %~0.975 %、0.498 %~0.842 %、0.610 %~0.872 %,而容量為30時(shí)的整體注射質(zhì)量重復(fù)精度為0.622 %。說明n=5時(shí),數(shù)據(jù)易受異常值影響,同時(shí)若異常值連續(xù)出現(xiàn),可能會因?yàn)闃颖救萘枯^小的原因使質(zhì)量重復(fù)精度也在正常范圍,不利于觀察調(diào)節(jié);n=10時(shí),得到的質(zhì)量重復(fù)精度曲線已大致與整體質(zhì)量注射精度相吻合,不需要再取過大值影響效率,同時(shí)取n=15時(shí),每組包含樣本數(shù)量較多,雖然整體曲線穩(wěn)定性較好,但單個(gè)樣本值的波動不易體現(xiàn)出來。因此結(jié)合3組質(zhì)量重復(fù)精度曲線,選擇樣本容量n=10較為合理。
4 結(jié)論
理論研究及實(shí)驗(yàn)證明了注射質(zhì)量重復(fù)精度在線測量的可實(shí)施性,注射質(zhì)量的測量精度及樣本容量的選擇均影響最終測試結(jié)果;前提是熔體密度軟測量模型的精確性,若應(yīng)用于實(shí)際生產(chǎn)中,還需要針對不同聚合物熔體建立相應(yīng)的熔體密度軟測量模型,同時(shí)結(jié)合注射成型工藝建立基于注射質(zhì)量在線測量的閉環(huán)控制系統(tǒng),有助于提高注射質(zhì)量的控制精度,進(jìn)而提高注射質(zhì)量重復(fù)精度。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
汽車觀察(2016年3期)2016-02-28 13:16:26
