前風擋螺栓制孔工藝方法改進與優化
2018-11-29 06:52:30謝石林龍建軍
教練機 2018年3期
劉 鶴,謝石林,曹 碩,趙 毅,龍建軍
(航空工業洪都,江西 南昌,330024)
0 引言
前風擋是座艙系統的重要組成部分,其后端是活動艙蓋,底部與機身通過螺栓連接,如圖1所示。某型教練機的前風擋是通過116件螺栓與前機身連接的,每一對連接螺栓孔的同軸度公差為±0.25mm,且機身上螺栓孔要與螺栓精度匹配,制孔精度要求達到H9級。
目前在前風擋安裝過程中容易產生以下問題:①螺栓數量眾多,螺栓孔的同軸度易超差;②機身部分螺栓孔深度大,鉸孔時精度難以保證;③風擋過渡骨架部分螺栓孔軸線與過渡骨架表面不垂直,制孔時角度難以把握。
這些問題,尤其是螺栓孔同軸度超差問題,不僅對前風擋安裝帶來困難,而且還會因為強迫裝配導致螺栓長期受到剪切應力的作用,損害螺栓的壽命。因此,必須對前風擋安裝過程中螺栓的定位制孔工藝方法進行分析,并加以改進,提高螺栓孔的定位制孔質量,降低前風擋安裝的難度。
1 前風擋結構分析與安裝流程
1.1 前風擋的結構分析
某型教練機的前風擋主要由風擋過渡骨架、風擋弧框、透明件骨架和透明件組成,如圖2所示。
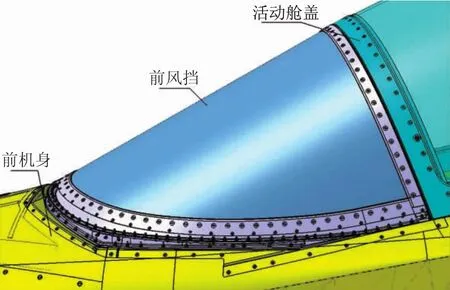
圖1 前風擋在機身的位置
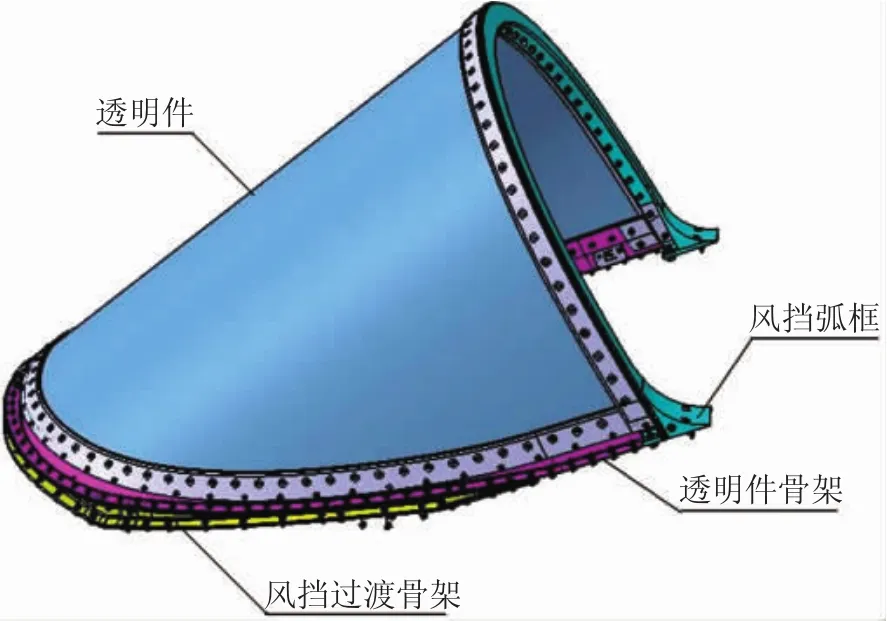
圖2 前風擋結構示意圖
前風擋結構分析如下:
1)前風擋整體上是一個楔形空腔結構,在機身上定位之后,與座艙形成一個半封閉的空間,要求工人蜷曲在飛機座艙內作業,操作不太方便。此外,由于透明件與機身成一銳角,螺栓制孔時很多部位氣鉆無法擺正。
2)前風擋安裝螺栓主要分布在風擋過渡骨架、透明件骨架和風擋弧框上,其中過渡骨架有98件螺栓,透明件骨架10件螺栓,風擋弧框8件螺栓。過渡骨架不僅螺栓數量最多,且安裝部位結構空間狹窄,操作困難,如圖3所示。

圖3 風擋過渡骨架局部剖視圖
3)風擋過渡骨架末端是個楔形塊,其外側螺栓的軸線與連接面不垂直,角度約為101°,制孔時角度難以把握,如圖4所示。
1.2 前風擋安裝流程
根據前風擋和機身的結構特點,前風擋安裝的工藝流程如圖5所示。
從圖5可以看出,整個流程基本上是串行的,而且前風擋和機身螺栓定位制孔是整個流程的重點,是風擋安裝的關鍵。
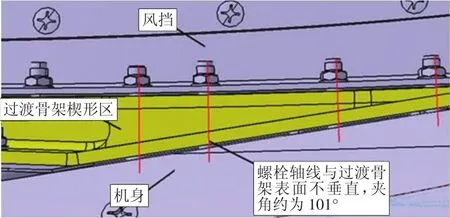
圖4 過渡骨架末端局部視圖
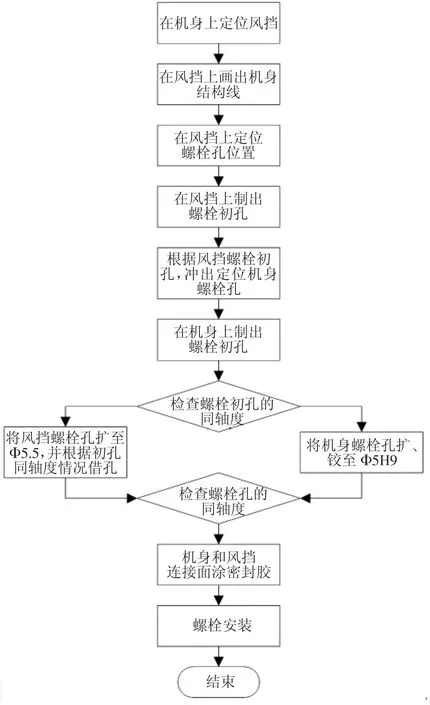
圖5 前風擋螺栓定位制孔工藝流程圖
1.3 螺栓定位制孔工藝過程分析
風擋螺栓定位制孔、機身螺栓孔定位和機身螺栓孔鉸孔是風擋安裝的主要工藝過程及重點和難點,以下將詳細闡述這些過程的工藝方法。
1)風擋螺栓定位制孔
風擋安裝螺栓孔是根據數模畫線定位的。考慮到部分螺栓與機身結構比較靠近,為了便于安裝,在保證螺栓邊距和間距的情況下,允許局部調整螺栓孔位置。因此,在風擋與艙蓋和斜框協調定位之后,需在風擋上畫出機身結構的位置線,以便在風擋上定位螺栓孔時提供參考。
風擋螺栓制孔要求孔的軸線與連接面垂直,但在過渡骨架末端楔形塊區域有10件螺栓的軸線與連接面成101°角。為了保證這些螺栓孔與連接面的角度要求,制孔時刀具的方向以梯形角片為基準,如圖6所示。梯形角片斜邊的偏斜角度為11°,使用時將斜邊靠在過渡骨架表面,刀具的方向與角片一邊平行。
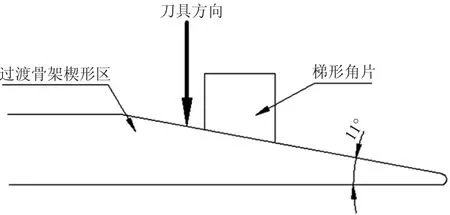
圖6 楔形區螺栓制孔示意圖
2)機身螺栓孔沖點定位
機身螺栓孔以風擋螺栓初孔為基準,采用打點器沖點的方式實現定位,如圖7所示。打點器上部是直徑4mm、長6mm的圓柱,起導向作用;下部是90°的尖錐,起沖點作用。使用時,將打點器放入風擋Φ4mm螺栓初孔中,敲擊上部,使打點器在機身上沖出螺栓孔中心點位。受風擋結構的限制,打點器的尺寸偏小,對于部分深度較大的螺栓孔,還需要在打點器頂部增加同等大小的圓柱進行接力和傳力。
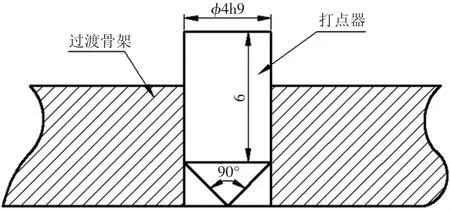
圖7 打點器沖點示意圖
3)機身螺栓孔鉸孔
機身螺栓孔要與螺栓精度匹配,制孔精度要求達到H9級。機身螺栓初孔為Φ4mm,最終尺寸和精度為Φ5H9。為了提高效率,鉸孔前先將螺栓孔擴至Φ4.5mm,然后在逐級鉸孔至Φ5H9。
2 問題及原因分析
2.1 問題描述
目前在前風擋螺栓定位制孔中存在以下幾個問題:
1)前風擋和機身螺栓孔制完后,部分螺栓孔的同軸度容易超差,同軸度要求難以滿足。從多架次的跟蹤統計來看,風擋過渡骨架與機身連接螺栓的螺栓孔同軸度超差最嚴重。
2)前風擋安裝時,過渡骨架楔形區外側螺栓安裝困難。通過對裝配過程的觀察發現,當螺栓從機身向上穿過過渡骨架的這些深螺栓孔時,插入越深,螺栓對機身、風擋的干涉越嚴重。這說明造成螺栓安裝困難的原因是風擋螺栓孔軸線與機身螺栓孔軸線不共線。
3)在機身上,前橫梁上接頭與口框梁搭接處的螺栓孔精度容易超差。這些螺栓孔一共有10個,都是深孔,而且在鉸孔時鉸刀容易被卡住。
2.2 螺栓孔同軸度超差問題分析
以風擋螺栓初孔為基準,采用打點器沖點的方式確定機身螺栓孔的位置,從理論上說是可行的,但實際運用的效果卻并不理想。
從原理上說,打點器是利用風擋螺栓初孔與打點器的直徑相同,沖點時能起導向作用,將風擋螺栓孔的中心準確地傳遞到機身上從而實現機身螺栓孔定位的。實際情況是受風擋結構的限制,打點器尺寸較小,導向部分長度只有6mm,且風擋螺栓孔深度普遍偏小,最小只有4mm,這就意味著當打點器放入螺栓孔內時,除去沖點部分的2mm,真正起導向作用的部位長度只有2mm。因此,打點器沖點時導向效果并不理想,螺栓孔定位準確性不足。
從誤差傳遞的角度來看,每個螺栓都是單獨定位、獨立制孔的,孔與孔之間缺乏協調,對于風擋這類螺栓數量眾多的部件,光是因為螺栓孔之間協調準確度不足就容易導致裝配失敗。所以,對于風擋這類螺栓數量眾多的部件,按獨立制造原則進行協調不合理。
此外,打點器沖出的窩點比較小,制孔時刀具找點容易發生偏離,使螺栓孔的定位誤差進一步增大。
2.3 過渡骨架楔形區螺栓孔軸線角度偏差分析
過渡骨架楔形區螺栓制孔,雖然有梯形角片作為刀具方向的參考,但梯形角片畢竟只能控制一個方向的角度,而刀具的偏斜是全方位的,所以依靠梯形角片保證楔形區螺栓孔的方向,效果有限。由于楔形區螺栓孔的深度都比較大,制孔時間長,很難保證刀具能夠保持一個方向不偏斜。
2.4 機身螺栓孔精度超差問題分析
機身螺栓孔精度超差基本上都發生在前橫梁上接頭與口框梁搭接處。這是因為此處螺栓孔深度較大,鉸孔時刀具在孔內停留時間長,刀具的擺動最終導致螺栓孔精度超差。
3 螺栓定位制孔工藝優化
根據以上分析,結合風擋和機身的結構特點,本文針對前風擋安裝過程中出現的問題,從工藝方法、工裝和工具等方面進行改進優化。
3.1 螺栓定位制孔工藝優化
保證螺栓孔同軸度要求是風擋順利安裝的前提條件,也是整個流程的關鍵點和難點。要保證所有螺栓孔的同軸度要求,最好的辦法就是所有螺栓孔配鉆,但受風擋結構限制,只有部分螺栓孔能實現配鉆。從實際情況看,風擋弧框和透明件骨架處的螺栓孔較容易實現配鉆,過渡骨架很多孔無法配鉆。而根據風擋螺栓孔配鉆機身螺栓孔時,風擋其實相當于是機身的鉆孔樣板。因此,根據過渡骨架的外形設計鉆孔樣板,且從降低樣板復雜性考慮,分三段設計風擋過渡骨架鉆孔樣板。鉆孔樣板結構如圖8所示。
該樣板分為3段,厚度3mm,樣板上的定位孔直徑為4mm,大部分孔位依據數模確定,小部分孔位與機身結構距離較近,因此局部進行了偏移。1為樣板前段,外形與風擋過渡骨架前段相同,主要用于定位并制出風擋過渡骨架前段和前機身氣密板上的螺栓孔。2為樣板左段,外形與風擋過渡骨架左段相同,主要用于定位并制出風擋過渡骨架左段和機身左口框梁上的螺栓孔。3為樣板右段,外形與風擋過渡骨架右段相同,主要用于定位并制出風擋過渡骨架右段和機身右口框梁上的螺栓孔。
使用時,每塊樣板分別選用3點定位在風擋和機身上。為了保證樣板在風擋和機身上定位的準確性和一致性,機身上9個定位孔必須通過風擋螺栓初孔進行配鉆。相比打點器,鉆孔樣板將所有螺栓的位置整體傳遞到風擋過渡骨架和機身上,實現了一塊樣板兩面制孔,螺栓孔的定位制孔誤差更小,孔與孔之間的協調性更好。此外,為了消除樣板定位引起的誤差,在制出風擋和機身螺栓初孔后,需要將風擋固定在機身上檢查初孔的同軸度情況,并對同軸度不良的孔在風擋上標記出偏移方向、偏移量,供后續擴孔時參考。
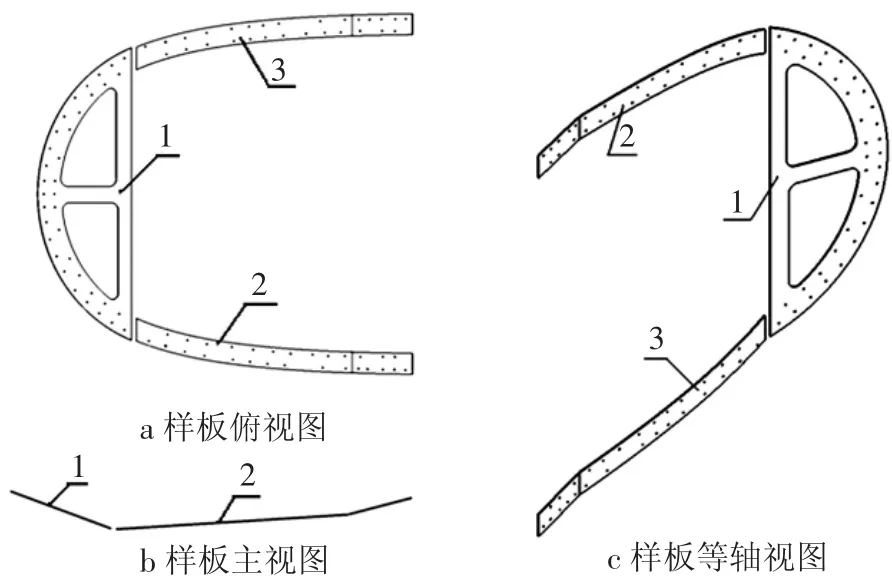
圖8 鉆孔樣板結構示意圖
3.2 楔形區螺栓制孔工藝優化
針對梯形角片難以保證過渡骨架楔形區螺栓孔軸線方向的問題,設計并訂制專用的定角鉆模用于楔形區螺栓制孔。定角鉆模如圖9所示。
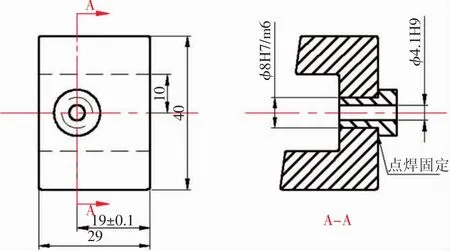
圖9 定角鉆模結構示意圖
定角鉆模的底面是斜面,與襯套軸線夾角為101°。保證螺栓孔的軸線與過渡骨架表面成101°。襯套中心距離鉆模側面為19mm,剛好是螺栓孔與過渡骨架側面的距離,使用時能實現螺栓孔側面定位。襯套特別加長,能起到更好的導向作用,能夠全方位保證制孔時刀具的方向。鉆模中空,以利排屑。
3.3 機身螺栓鉸孔工藝優化
針對鉸孔時刀具在螺栓孔中停留時間長而導致孔精度超差的問題,對鉸刀的結構進行改進,如圖10所示。

圖10 改進鉸刀示意圖
與普通鉸刀不同,改進后的鉸刀打磨了上部鉸孔區的刀刃,使打磨處的直徑比鉸孔區直徑要小。用改進后的鉸刀鉸深孔時,由于鉸孔區后端沒有刀刃,且直徑較小,所以能盡量避免因鉸刀停留時間長而將螺栓孔鉸大。
此外,在過渡骨架楔形區鉸深孔時,進刀之前必須清除刀刃間的切屑并用潤滑油潤滑冷卻鉸刀。當螺栓孔鉸至Φ4.9 H9時,應該用塞規檢測孔的精度,避免用Φ4.9 H9鉸刀鉸孔精度達標后繼續鉸孔。
3.4 風擋螺栓定位制孔工藝流程優化
對以上工藝過程改進優化后,將前風擋安裝工藝流程進行調整,新的流程更加精細合理,具體流程圖如圖11所示。
從優化后的流程圖可以清楚地看出,風擋螺栓制孔分別采用了鉆孔樣板和配鉆兩種方式,過渡骨架楔形區螺栓孔及其對應機身部分螺栓孔通過定角鉆模保證方向,制初孔后需要檢查同軸度情況,且風擋擴孔時需要有針對性的借孔。此外,改進后的裝配流程能夠在不同階段進行并行作業,大大提高了工作效率。
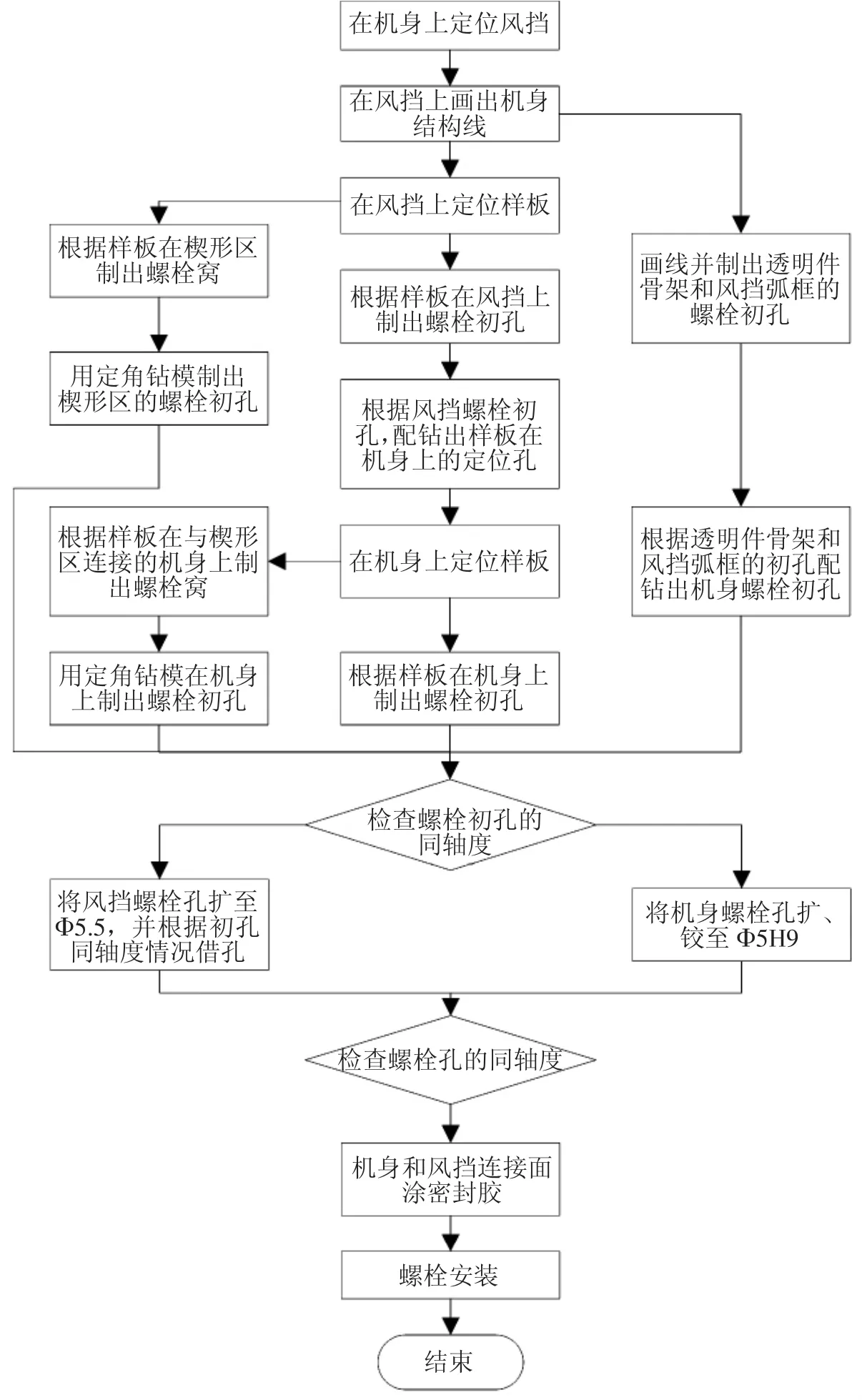
圖11 優化之后的前風擋安裝流程圖
4 結語
通過對螺栓定位制孔工藝方法進行上述優化,并在多架份實施驗證,目前,前風擋和機身螺栓孔的同軸度基本都能達到要求,機身螺栓精度超差問題明顯改善,風擋能夠順利進行安裝。工藝優化不僅提高了風擋的安裝質量,而且顯著降低了勞動強度。
