衛生潔具濕坯快速干燥技術的探討*
2018-12-17 01:36:12樊立永彭嘯躍
陶瓷 2018年12期
關鍵詞:風速
樊立永 彭嘯躍 于 倩
(1 惠達衛浴股份有限公司 河北 唐山 063307)(2 咸陽陶瓷研究設計院 陜西 咸陽 712000)
前言
衛生陶瓷坯體傳統的干燥方式是坯體隨同模型一起在成形室內進行干燥,干燥周期在3~6 d,其占地面積大、周期長、耗能多,嚴重制約了生產效率的提高。特別是在高壓注漿技術的發展及應用推廣帶來了產能的大幅度提升的同時,快速干燥工藝已成衛生陶瓷企業可持續發展的關鍵技術。
近幾年來,衛生潔具微波干燥、無空氣快速干燥等新型干燥方式都在生產中得到實驗性應用,推動了衛生潔具干燥工藝的革命性發展,但皆因一次性投入大、不易穩定控制等原因沒有在衛生陶瓷坯體干燥生產中得到廣泛應用。
我公司對潔具坯體快速干燥工藝進行了大量的研究實驗,成功找到了適合潔具坯體快速干燥的一種全新的方法,投入小、效率高,得到推廣應用。連體坐便器干燥時間達到72 h,比傳統120 h縮短48 h;蹲便器達到24 h,比傳統48 h縮短24 h,這對傳統的干燥工藝進行了徹底顛覆。
1 干燥機理
1.1 濕坯中的水分類型
陶瓷濕坯中的水分,按其結合方式可分為3種類型[1],即自由水、吸附水、化學合成水。
1.1.1 自由水
自由水又稱機械結合水,它分布于坯料顆粒之間的空隙中,靠內聚力與物料松弛的結合。這種水分容易排出,并在排出的過程中由于坯體顆粒相互靠攏而使坯體收縮。
1.1.2 吸附水
吸附水是指依靠坯料中粘土粒子的分子引力(范德華力)和質點間毛細結構形成的毛細管力,存在于物料顆粒表面或毛細微管中的水分。這種水分的吸附量主要取決于坯料的性質,尤其是粘土原料的種類和用量。坯料越細、粘土原料用量越多,粘土的分散度越大,則吸附水量越多。當坯體中的吸附水量與外界條件達到平衡時的水分稱為平衡水。
1.1.3 化學結合水
化學結合水是指參與組成礦物晶格的水分,包括結構水和結晶水。這種水的結合形式最牢固,排出時需要較大的能量,但這不屬于干燥范圍,因此在干燥工藝中不予考慮。干燥是排出自由水和吸附水的過程[2]。
干燥過程所排出的水分主要是自由水,干燥工藝的目的是使濕坯達到所要求的干燥程度,而這一程度是由坯體的最終含水率表征來決定。在確定最終含水率參數時,一定要考慮環境條件,不應使之低于平衡水分。否則,會導致坯體從大氣中吸濕,造成“返潮”現象。
1.2 干燥原理
坯體干燥是一個脫水的過程[3]。外部溫度和濕度以及空氣流速決定干燥的速度。水分蒸發所需要的熱量是靠從外部提供的,熱的傳遞方式為對流、輻射、傳導[4]。
陶瓷坯體的干燥方法很多,其中有熱風干燥、紅外線干燥、輻射干燥、高頻電干燥和微波干燥等,目前衛生陶瓷坯體的干燥方法大都采用熱風干燥。
熱風干燥法就是利用熱氣體作為干燥介質對坯體進行干燥的方法。它包括水分蒸發和擴散兩個方面,其干燥速度的大小主要取決于坯體表面所處的蒸發條件和內部水分的擴散、遷移狀況等[5]。
1.2.1 外擴散
外擴散是指坯體干燥時水分由表面蒸發至周圍氣體介質中的過程。濕坯表面的水分靠干燥介質連續提供的熱能,持續不斷的擴散到周圍氣體介質中,氣體介質吸收水蒸氣的數量隨其溫度的升高而增大,但同時也取決于氣體介質的相對濕度。
1.2.2 內擴散
坯體表面水分不斷蒸發,其含量小于坯體內部水分含量,必然導致水分由內部源源不斷的向表面擴散。這種水分由內部擴散至表面的過程稱為內擴散。影響坯體內擴散的內因主要是器型結構、坯體組成與成形水分等。薄壁、形狀簡單的器型結構有利于水分的內擴散;瘠性原料較多時能有效減少成形水分和降低干燥收縮,加速內擴散。內擴散的快慢是由濕擴散和熱擴散所決定。
干燥過程的外擴散與內擴散存在著內在聯系并具有一定規律。在企業的實際生產中,要求在保證坯體質量的前提下,干燥速率最大,干燥時間最短。然而要實現這一目的,就必須充分了解和掌握影響干燥速度的各種因素,科學的、客觀的分析和制定合理的干燥制度。
1.3 干燥過程
坯體干燥過程按干燥速率的變化可分為四個階段,即升速階段、等速階段、降速階段和平衡階段。當干燥介質為恒溫恒濕時,干燥過程曲線如圖1所示。
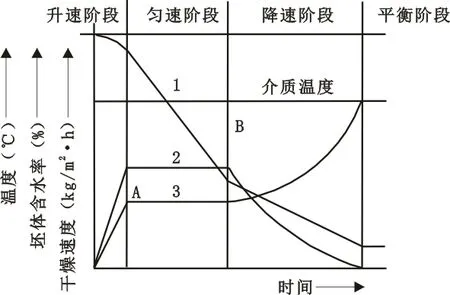
1-坯體含水率 2-干燥速度 3-坯體溫度圖1 坯體干燥過程的階段示意圖
1.3.1 升速階段
由圖1可知,在此階段,隨著干燥時間的延長,干燥速度逐漸提升,直至最大值A點;坯體的表面溫度逐漸升高到干燥介質的濕球溫度。這表明,在干燥初期濕坯從較低的室溫進入到較高的干燥環境,其本身吸熱升溫同時伴隨著坯體表面的水分蒸發,帶走坯體的熱量。當坯體的溫度達到一定值,此時其吸收的熱量與其表面水分蒸發的熱量達到動態平衡,坯體的溫度不再升高,而進入等速干燥階段。
1.3.2 等速干燥階段
在此階段,坯體內部水分能順暢地源源不斷地移向表面,表面維持潤濕狀態,使其表面的蒸發過程連續進行,此時坯體吸收的熱能全部用于水分的蒸發。此階段坯體內部水分的擴散速度等于表面水分的蒸發速度,坯體表面溫度保持恒定,干燥速率固定不變。同時隨著濕坯水分的不斷排出,坯體逐漸收縮,收縮的體積相當于所排出的水的體積。此階段的干燥速率主要取決于干燥介質的條件,干燥速率過快往往會造成坯體開裂等缺陷。
1.3.3 降速干燥階段
當坯體水分降到臨界點(B1點)后,由于坯體中顆粒已相互接觸、彼此靠攏,坯體內部結構致密化,增大了內部水分向表面擴散、遷移的阻力,使得坯體內部水分擴散速度小于表面蒸發速度,造成蒸發水量減少,干燥速率也逐漸降低。在此階段中,坯體溫度逐漸升高,最終接近干燥介質溫度(干球溫度)。另外,在此階段由于坯體內顆粒已相互靠攏,排除的是坯體中的吸附水,因此坯體不再產生收縮或略有收縮。
1.3.4 平衡階段
當坯體干燥到水分達到平衡水分時,干燥速率降為零。此時坯體與周圍介質達到平衡狀態。平衡水分的多少取決于坯體的性質和周圍介質的溫度與濕度,此時坯體中的水分稱為干燥最終水分。
由以上四個階段可以看出,等速干燥階段是坯體干燥過程的收縮階段,在整個過程中坯體中的水分排出,坯體顆粒表面的自由水膜變薄,顆粒在彼此靠攏發生收縮,因坯料部分顆粒取向性排列造成其收縮時的各異向性,由此而產生了內應力。當內應力大于塑性狀態屈服值時,坯體產生變形缺陷;當內應力大于塑性狀態的破裂值或彈性狀態抗拉強度時,坯體在薄弱處產生開裂缺陷。
2 快速干燥技術
在上述的分析中可以確定等速干燥階段的重要性,在實際生產中最不可控的就是等速干燥時坯體水分由內向外的擴散速度,往往表面水分的蒸發速度大于其內擴散的速度,這就造成了坯體外表面含水率低、內含水率高,其內外收縮不一致,進而產生了干燥缺陷。針對這個問題,經過反復研究、實驗、論證,筆者總結出了科學合理的干燥制度,設計了一套科學的干燥系統來控制整個干燥過程。
2.1 設備主要構成
2.1.1 干燥室室體
其主體框架采用鍍鋅方管焊接,周圍墻面及頂采用厚巖棉夾芯板制成,頂部進行加固以承載熱風管道等設備。開有多個出入窯口,產品可快速出、入窯,并開有一個小型觀察門,可隨時進入窯內觀察干燥情況。
2.1.2 熱風產生、送風系統
安裝國外進口熱風爐、送風機,大流量旋轉風機分風器,熱風管道若干。
2.1.3 加濕系統
大功率加濕器、加濕器管路若干。
2.1.4 實驗數據采集設備
在線溫濕度記錄儀,手持溫濕度記錄儀(優利德UT333 BT),風速計(希瑪AS836)。
2.2 快速烘干實驗
為減少坯體干燥缺陷的發生,首要是控制在等速階段濕坯的收縮速率,使其內外收縮速率一致或相近即可,也就是人為的去控制濕坯在等速階段的失水速率,使其在可控的溫度、濕度氣氛中以可控的速率收縮,直至到達坯體的臨界水分,即圖1中的B點,然后按照工藝曲線設定提高介質溫度,降低介質濕度,進行快速干燥,直至坯體含水率達到0.5%~1.0%。
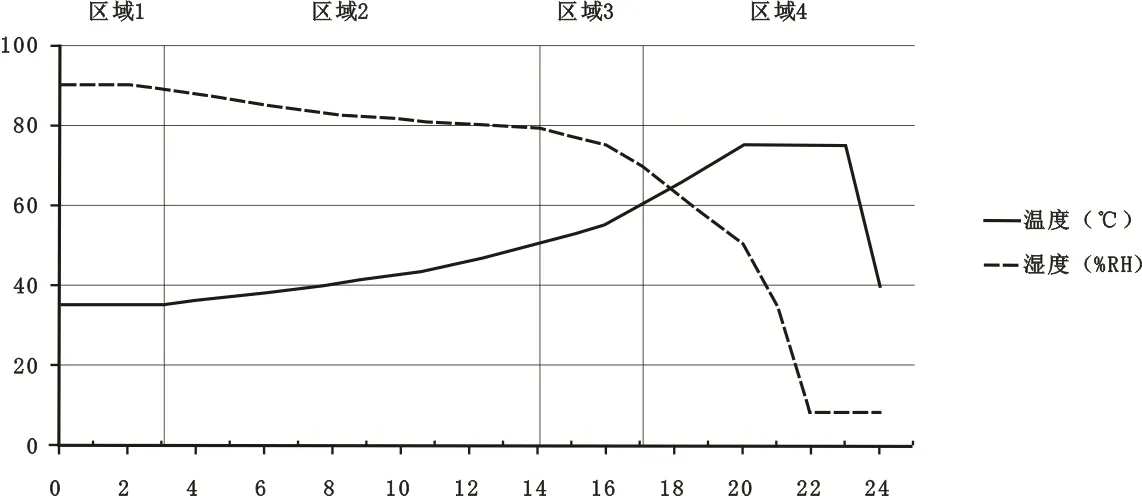
圖2 蹲便器24 h干燥曲線
連體坐便器入窯前含水率為19%,蹲便器入窯前含水率為18%,因類別不同,結構復雜程度、濕坯大小均不同,故分別設計了烘干曲線如圖2、圖3所示。
區域1:此階段氣氛為高濕低溫,濕度設定在85 RH%~92 RH%之間,溫度設定在28~38 ℃。主要目的使坯體迅速達到介質溫度,同時防止坯體因為表面失水速率過快,超出坯體內部水分的內擴散速率而產生內部應力,進而造成干燥隱患。
區域2:當坯體溫度達到介質溫度后,溫度不再升高,此時熱量的絕大部分是提供給坯體用于將內部的自由水排出,當水分含量達到其臨界水分時,坯體內部顆粒已相互接觸,坯體不再收縮,即可升溫排潮,進入下一階段。此階段開始和結束節點的確定一直是一個不易確定的問題點,為此筆者使用在線測溫儀與收縮測試儀配合進行測量,以蹲便器為測試對象,實驗數據通過整理如表1所示。
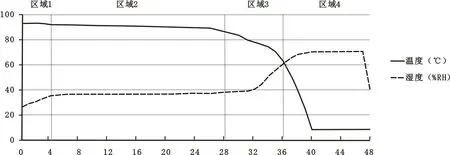
圖3 連體坐便器48 h干燥曲線
區域3:此階段為升溫降濕階段,溫、濕度變化較大,濕坯的失水速率開始慢慢提升,此時的濕坯仍存在一定的風險,開始時干燥速率不宜太大。
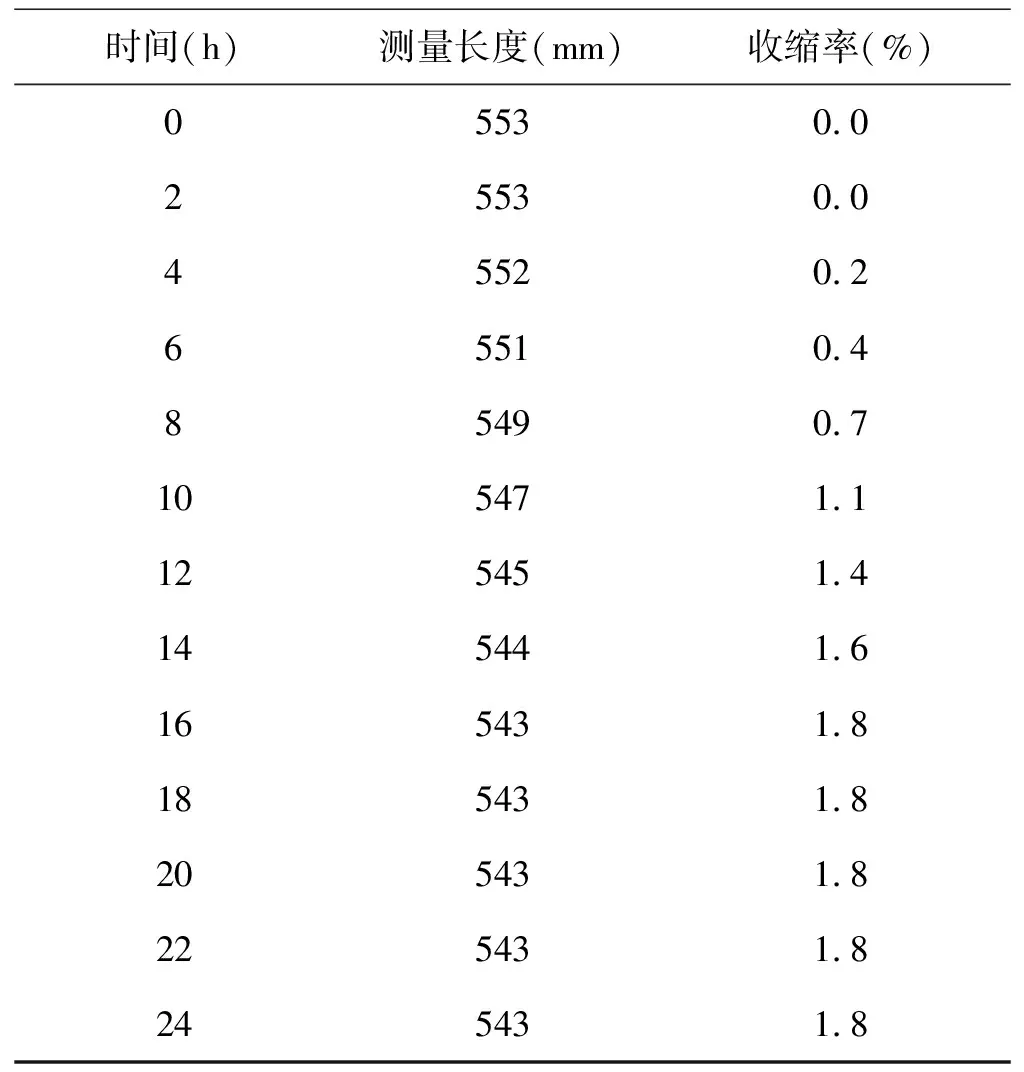
表1 蹲便器干燥收縮記錄
區域4:此階段為高溫低濕階段,此時坯體的失水速率達到最大,最大速率取決于介質的溫度、濕度以及坯體表面的介質流動速度,應盡可能的提高到最大。
3 試驗過程
在試驗的初期,設定了不同的風速曲線來進行區域2的控制,由于濕坯的阻擋各個位置的介質流速不一致,這里取的是分風器出口的數據,如圖4所示,在風速達到最大后保持到干燥周期結束。
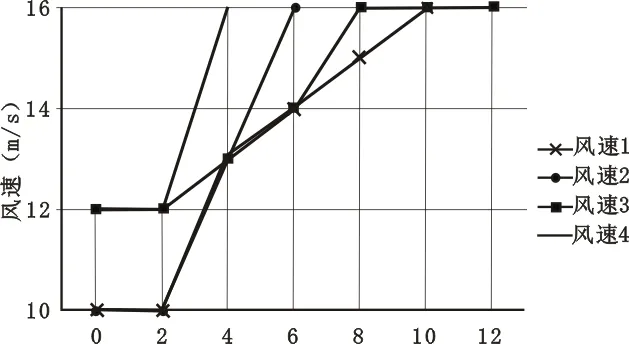
圖4 風速曲線圖
在各個風速曲線下連體坐便器的干燥合格率如圖5所示。
在實驗初期其干燥合格率不理想,產生干燥缺陷的多為虹吸式全包連體坐便器,干燥缺陷集中在炸鍋和裂虹吸管道,合格率為60%~70%,傳統干燥合格率在95%以上。經過分析確定,坯體鍋內開裂是因為全包連體的結構比較復雜,底部在工裝板上,由于結構原因形成一個封閉空間,從該部位經過的風量不夠,造成局部的蒸發量小于整體的蒸發量,進而由于內部收縮不均,應力超過坯體承受能力而產生了開裂缺陷;管道裂是因為管道部位封閉太密實,外部干燥速度大于內部干燥速度,造成了干燥缺陷的產生。同時發現靠近風錐的產品與距風錐較遠的位置產品其干燥合格率也有較大差距。
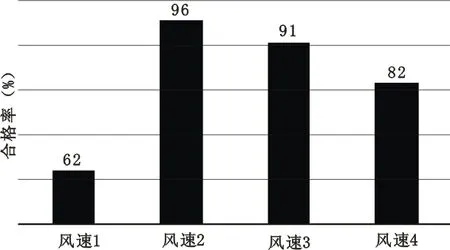
圖5 連體坐便器干燥合格率
為解決上述的這些問題采取以下幾項措施:
1)在工裝板上對著排污口的位置開30 cm×30 cm的方孔,加大底部的通風狀況,加強底部的熱量交換,起到加速底部水分蒸發的目的。
2)將連體坐便器擺放位置進行調整,使管道后部干燥速度減緩,與管道前段的干燥速度相匹配。
3)初始濕度從93% RH降低到90%RH,增大等速階段的蒸發量。
4)在溫、濕度參數一定的條件下設定不同風速曲線進行試驗,如圖3所示,在12 h以后保持最大風速。
在溫、濕度制度等其他參數一定的情況下,各個風速曲線下干燥合格率有明顯區別。在開始階段介質流速要再低一些,使坯體均勻升溫,當進入等速干燥階段后需要快速提高介質的流速,使干燥房內部的介質充分流動,帶走坯體表面的水分,并保證整個房間內部的溫、濕度均勻,以防止收縮不均勻進而產生干燥缺陷。
而在這個過程中需要準確控制干燥房內的風速,風速過低會造成坯體失水不夠,在溫度上升、濕度下降的時候未達到臨界水分;風速過高又會造成坯體失水過快,內部應力超出當時坯體的承受能力,造成濕坯開裂缺陷。選擇了多個風速方案進行試驗,跟進試驗結果后得出結論,在風速曲線2的條件下干燥合格率最高,達到了96%,完全滿足生產要求。
通過以上措施保證鍋內和管道的蒸發量與整個坯體同步,保證干燥質量。
4 結語
經過多次實驗,坯體最終的干燥合格率控制在95%以上。由此可以得出結論,對于衛生潔具坯體建立分階段采用低溫高濕和高溫低濕氣氛、控制合理的風速保證坯體內外收縮的一致的干燥制度,可以在保證坯體干燥質量的前提下縮短干燥時間,提高干燥效率70%以上,縮短生產周期2~3 d,同時節省了50%以上的干燥場地。本干燥系統可與自動化流水線設備無縫對接,實現全流程的自動化,特別適用于三班連續生產的高壓注漿模式。對生產企業來說快速干燥技術縮短了產品的生產周期,改善了干燥工藝,是陶瓷坯體干燥技術的一次突破,具有極大的推廣價值。
猜你喜歡
氣象與環境科學(2021年4期)2021-08-27 02:26:12
電機與控制應用(2021年12期)2021-02-28 07:55:52
海洋通報(2020年5期)2021-01-14 09:26:54
中國電業與能源(2020年5期)2020-06-16 02:20:00
陜西氣象(2020年2期)2020-06-08 00:54:38
西南交通大學學報(2016年4期)2016-06-15 20:29:37
風能(2016年11期)2016-03-04 05:24:00
電測與儀表(2015年8期)2015-04-09 11:50:06
電機與控制應用(2015年7期)2015-03-01 03:50:15
電網與清潔能源(2015年3期)2015-02-28 16:03:31