CFRP/鈦合金疊層材料制孔技術的現狀與展望
2018-12-27 07:38:36焦鋒王東
宇航材料工藝 2018年6期
關鍵詞:振動
焦 鋒 王 東
(河南理工大學機械與動力工程學院,焦作 454000)
文 摘 綜述了近年來國內外對CFRP/鈦合金疊層材料制孔技術的研究進展,重點介紹了傳統方法鉆削CFRP/鈦合金疊層材料過程中軸向力和扭矩、鉆削溫度的測量方法,軸向力和扭矩的變化規律,以及刀具磨損、加工損傷與鉆削工藝的關系;對螺旋銑孔、低頻振動鉆孔和超聲輔助振動鉆孔的實現方法、運動特點和加工質量進行了分析總結,并對CFRP/鈦合金疊層材料制孔技術的應用和研究動向進行了探討。
0 引言
在現代航空工業廣泛使用的疊層材料中,CFRP/鈦合金疊層材料最為常見。CFRP與鈦合金以疊層方式進行組合的最大優點是提高了整體強度而且降低了整體質量,其強度高達830 MPa而密度大約只有4 g/cm3,CFRP/鈦合金疊層比CFRP/鋁合金疊層在降低電化腐蝕和比強度方面也具有優勢。螺栓連接具有牢固可靠、容易裝配和檢查方便等優點,故CFRP和鈦合金板材多以螺栓連接的方式進行裝配,在二者的貼合表面上可以涂黏合劑,也可以不用任何黏合劑。為實現螺栓連接,需要鉆削大量的通孔,為減小孔的位置誤差和孔的尺寸公差,在實際生產中,一般是將CFRP和鈦合金板材疊放在一起進行鉆孔。盡管這種方法有一定的優點,但因CFRP與鈦合金材料的物理和力學性能差別很大,給鉆削加工帶來一定難度。CFRP是各向異性材料,其聚合物基體材料和碳纖維的物理和力學性能差別也很大,碳纖維具有彈-脆性和較弱的熱傳導性,而聚合物基體材料具有塑性,鈦合金是金屬材料,其熱傳導性和彈性模量較低,而耐化學腐蝕性較高,這些特性導致鉆削CFRP時嚴重的磨粒磨損、刃口碎裂,以及鉆削鈦合金時嚴重的粘著、劇烈的后刀面磨損和刀具的過早鈍化[1-7]。
在鉆削過程中,從CFRP鉆削到鈦合金或從鈦合金鉆削到CFRP的交界面時,鉆頭同時切削物理和力學性能完全不同的兩種材料,與切削單一材料有很大區別,材料及其性能的不連續增加了對刀具刃型及切削用量選擇的難度。鉆削CFRP/鈦合金疊層材料時產生的缺陷,主要有纖維分層、基體老化、纖維拔斷和出口毛刺等,嚴重時會導致大量的工件報廢,加上刀具的劇烈磨損使其壽命變短,增加了鉆削CFRP/鈦合金疊層材料的成本和降低了生產效率[8-12]。
CFRP/鈦合金疊層材料的組裝件已經使用多年,但對鉆削機理的理論和實驗研究仍在繼續,并不斷取得新成果[13-18]。同時,也出現了適宜于CFRP/鈦合金疊層材料制孔的新技術[19-20]。目前,對CFRP或鈦合金,或CFRP/鈦合金疊層復合材料鉆孔技術進行綜述的文章較常見[21-26],而對CFRP/鈦合金疊層復合材料的鉆削、螺旋銑削和振動輔助鉆削等制孔技術進行歸納的文章還較少見。隨著制造領域的技術進步,梳理CFRP/鈦合金復合材料制孔技術的現有研究成果,提出有助于提高CFRP/鈦合金疊層材料制孔質量的策略和方法,對現在和將來的研究工作和在生產中推廣應用新技術,都會有所補益。因此,本文在總結傳統鉆孔的軸向力和扭矩、鉆削溫度的變化規律,刀具磨損、加工損傷與鉆削工藝的關系,以及螺旋銑孔、低頻振動鉆孔和超聲輔助振動鉆孔的實現方法的基礎上,探討CFRP/鈦合金疊層材料制孔過程中需要解決的技術問題和研究動向。
1 CFRP/鈦合金疊層材料的特點
碳纖維的質量輕、比強度和比模量高,當與基體材料結合在一起時,提高了CFRP材料系統的力學和摩擦學特性。纖維層的力學特性取決于纖維的鋪設方向,如圖1(a)所示,單一方向的坯片在沿著纖維方向及其垂直方向呈現不同的力學特性,沿纖維方向的強度和模量高而垂直于纖維方向的很低,圖1(b)所示的編織結構的坯片,在兩個互相垂直的方向都具有較高的強度和模量。
使用多層纖維坯片時,通常按不同的角度交叉粘結在一起,圖1(c)是一種常用的多層纖維疊層方案。纖維層疊材料整體上呈現多相、各向異性和脆性,可加工性很差,尤其在組裝式構件中,必須制造較高精度的孔,以保證良好的裝配特性。

圖1 纖維層的常用結構[7]Fig.1 Common structures of CFRP
鈦合金與CFRP組合能夠獲得更好的耐腐蝕和抗疲勞特性。鈦合金有低溫α相(HCP)和高溫β相(BCC)兩種形態。純鈦大約在882℃時實現同素異性轉變,從低溫的密排六方晶系α相(HCP)變為高溫的體心立方β相(BCC)[3]。鈦合金目前被認為是極難加工材料,在CFRP/鈦合金組合構件上進行制孔,其切削機理更為復雜。
2 CFRP/鈦合金疊層材料的傳統鉆孔方法研究
CFRP/鈦合金疊層材料的可加工性比較差,鉆孔過程中出現了許多技術問題,為實現高效、低成本、高質量的鉆孔,人們對CFRP/鈦合金疊層材料鉆孔過程中的軸向力、鉆削溫度、刀具磨損、切削機理和加工損傷等進行了深入研究。
2.1 鉆削力的測量及其變化規律
用測力儀測量鉆削力時,測力儀的安裝方式有兩種,見圖2,圖2(a)、(b)是最常見的測量軸向力和扭矩的安裝方法[27-30]。圖2(c)是測力儀的另外一種安裝方式,把測力儀安裝在主軸上[31],同樣可以對軸向力和扭矩進行測量。從作用與反作用的原理看,二者似乎沒有差別,但實際上,若存在振動干擾,圖2(c)中受擾動的質量較小,故測量誤差可能會小些。
軸向力的明顯波動發生在CFRP/鈦合金疊層材料的交界面附近。在鉆削CFRP材料時,力幅值的變化主要受纖維角度的影響,而鉆削鈦合金時,力幅值的變化則受切屑分離模式和鋸齒狀切屑的形成過程影響。圖3是CFRP切屑形成模式。碳纖維與切削方向的夾角θ不同時,其切屑的形成模式也不同。當θ=0°時,刀具不斷地擠壓切削層使之與基體分離成脫皮狀態而形成切屑;當0°<θ≤90°時,刀具擠壓碳纖維使其內部形成垂直于纖維軸線的剪切應力,此剪切應力超過碳纖維強度時,碳纖維斷裂,斷裂后的碳纖維在前刀面推擠下沿纖維方向滑移,使纖維界面間剪切應力超過基體的剪切強度而與基體分離,從而形成切屑;當90°<θ<180°時,刀具擠壓碳纖維使其產生彎曲應力,此彎曲應力超過纖維強度時在刀具底部產生斷裂而形成切屑[21,32]。實驗證明 CFRP 的切削過程是脆性斷裂過程,其切削變形的特點與其他脆性材料基本相同。
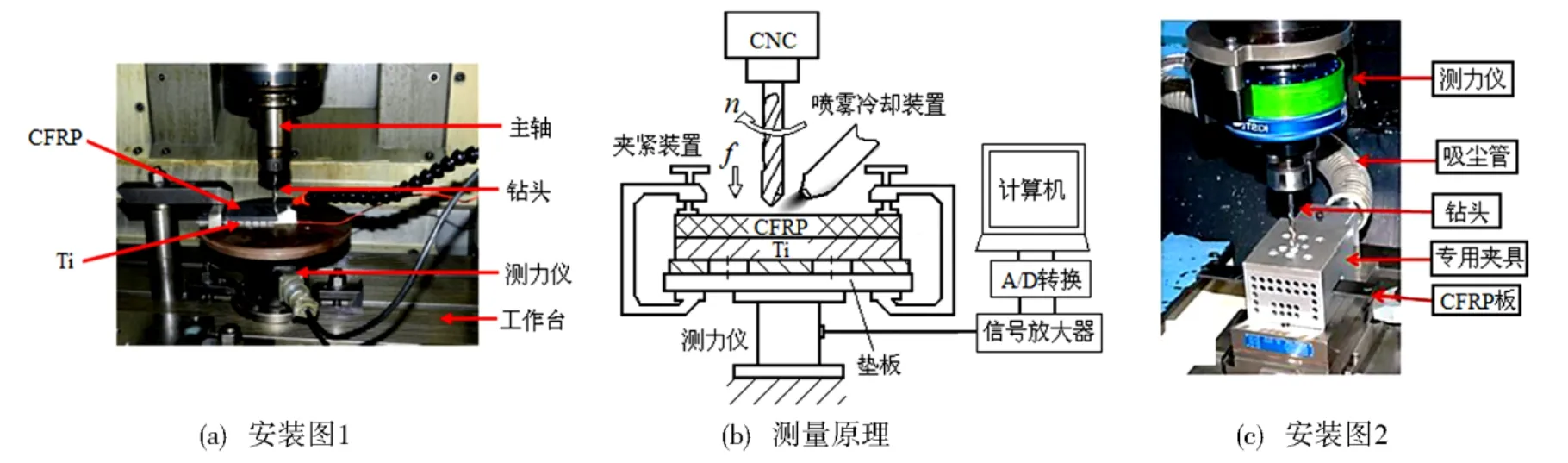
圖2 鉆削力測量方法Fig.2 Measurement for drilling force

圖3 CFRP材料切屑形成模式[21,31]Fig.3 Chip formation of CFRP
在鉆削CFRP/鈦合金交界面時,鈦切屑為鋸齒形的,這種發生在前刀面上的切屑類型變化對軸向力和扭矩影響明顯。圖4所示為兩種材料交界面附近的切削情況,該區域的切屑形成模式和材料的力學和物理性能都發生重要變化,更易產生損傷和形成缺陷。當鉆尖穿過交界面后,鉆頭受到兩種材料作用,切削條件惡化,主切削刃上同時承受CFRP的脆性折斷和鈦合金的塑性變形過程,在去除材料的過程中要經歷熱/力耦合作用,在完全鉆入鈦合金之前,刀具將受到劇烈的力振動和熱載荷波動作用,導致刀具-工件系統不穩定。這種現象是導致孔損傷的主要因素之一[21]。在主切削刃完全鉆入鈦合金后,刀具-工件之間的彈-塑性變形起主導作用,熱/力耦合作用下的剪切運動形成連續切屑從刀具前面流出,鉆削過程進入新的穩定狀態,軸向力、鉆削溫度和孔表面完整性可獲得能夠接受的精度。
圖5是鉆削CFRP/鈦合金疊層材料時的軸向力和扭矩隨孔深的變化規律[1]。可以看出,鉆削過程大致可以分為7個階段:階段1為鉆尖開始鉆入CFRP材料,軸向力和扭矩從0開始漸漸增加;階段2為鉆刃逐漸切入CFRP,軸向力和扭矩隨鉆頭推進而增大;階段3為鉆刃完全鉆入CFRP,軸向力和扭矩近似為常數;階段4為鉆尖開始鉆削至CFRP與鈦合金的交界面,刀具由鉆削單一CFRP逐漸變成同時鉆削CFRP與鈦合金,導致軸向力和扭矩明顯增大;階段5為切削刃逐漸鉆入單一鈦合金,軸向力和扭矩不斷增加,軸向力最終達到最大值;階段6為切削刃完全鉆入單一鈦合金,軸向力基本不變,而扭矩達到最大值;階段7為切削刃逐漸鉆出鈦合金,軸向力逐漸減小至0,但扭矩不為0,因為鉆頭與孔壁之間存在摩擦,主要取決于材料的彈性回彈特性。

圖4 鉆削CFRP/鈦合金交界面[21]Fig.4 Interface zone of CFRP/Ti

圖5 鉆削力隨孔深的變化規律[1]Fig.5 Change rule of drilling force
2.2 鉆削溫度的測量及其變化規律
用嵌入式熱電偶法測量鉆削溫度時,熱電偶的安裝方法見圖6(a)和(b),其中圖6(a)只能測量工件上若干個點的鉆削溫度,且各點的溫度隨著鉆削深度的變化而變化,圖6(b)本質上是測量切削刃上的溫度,也是隨著鉆削深度變化而變化的,其變化規律反映了鉆頭的溫升特征,并不是工件的溫度變化規律。圖6(c)是用箔片熱電偶測量鉆削溫度的原理,需要通過箔片的顯微硬度或熱敏圖像進行溫度測量。圖6(d)是一種非接觸測量鉆削溫度的原理,在工件中嵌入光導纖維來測量切削刃上的溫度。

圖6 鉆削溫度測量方法[32]Fig.6 Measurements of drilling temperature
為了獲得溫度在工件上的分布規律,可以采用紅外熱像儀測量鉆削溫度,見圖7(a)。這種鉆削溫度測量方法不僅可以明確試件上某點的溫度,而且可以看到熱源及其所引起的溫度在試件上的變化規律,這是該方法所具有的突出優點。

圖7 紅外熱像儀測溫原理與溫度變化規律[33]Fig.7 Principle and variation law of temperature measurement of thermal infrared images
鉆削溫度是影響CFRP材料的制孔質量的重要因素之一。CFRP的基體樹脂是非晶聚合物,當溫度達到轉換溫度(環氧樹脂的轉換溫度一般約200℃)時就會轉換成高彈性態,使其與碳纖維的粘結力降低,CFRP的整體力學性能下降。碳纖維的硬顆粒使刀具磨損,產生大量的切削熱和摩擦熱,引起鉆削溫度迅速升高,會導致碳纖維與基體分離,產生孔表面裂紋、碳纖維拔出和孔壁樹脂凹坑等缺陷。因此要嚴格控制鉆削溫度。WANG Ben等[33]研究了鉆削CFRP/Ti疊層材料時的軸向力和溫度變化特點,見圖7(b)。顯然鉆削溫度與軸向力存在一定的相關性。
2.3 刀具磨損、切削機理和加工損傷
刀具材料和切削用量不同時,刀具磨損是不同的。在CFRP/鈦合金疊層材料鉆孔過程中,刀具既有CFRP中的碳纖維硬顆粒造成的磨粒磨損,又有鈦合金粘結造成的磨損,還有切屑與刀具之間的摩擦產生的磨損,整個磨損機理比較復雜。對不同刀具材料(包括涂層材料)的磨損情況,已有不少研究成果[29,33-36]。不論使用哪種材料,目前公認的刀具磨損模式主要有磨粒磨損、刃口鈍化(崩刃)、后刀面磨損和粘著磨損。刀具材料不同,適宜的切削用量也不同。鉆削試驗表明,在相同的切削條件下,不論是否具有AlTiN涂層,碳化鎢(WC)刀具鉆削單一材料(CFRP或鈦合金)時,刀具的磨損主要為刃口鈍化和后刀面磨損,且出現在橫刃轉點和外緣轉點附近;鉆削CFRP/鈦合金疊層材料時刀具壽命會有所提高,說明CFRP的硬顆粒切屑對刀具有一定的自銳作用[29]。BAM涂層硬質合金刀具適合以比無涂層時較高的切削速度切削CFRP/鈦合金疊層材料[34],碳化鎢(WC)刀具切削鈦合金時會在整個刀刃上出現嚴重的鈦粘附現象,多晶金剛石(PCD)刀具在切削鈦合金時,沒有明顯的鈦粘附但有顯著的崩刃磨損,相應的軸向力、扭矩和鉆削溫度都比切削CFRP時明顯增加[36]。機夾式PCD刀具耐磨性好,對碳纖維與切削方向的夾角θ不同時的CFRP/鈦合金疊層材料進行直角切削試驗表明,在切削鈦合金時,有嚴重的月牙槽磨損和輕微的后刀面磨損,在切削CFRP材料時,月牙槽磨損寬度會隨夾角θ增大而增大[37]。
切屑的形成和流動過程、材料去除模式等切削機理問題,對刀具磨損和已加工表面的質量都有重要影響。通過對切削實驗的分析,XU[37]認為切屑的形成取決于夾角θ,見圖8。當θ=0°時,刀具的擠壓力使纖維向上彎曲,并與基體在界面處分離,纖維與前刀面的實際接觸長度明顯大于公稱切削深度,隨著刀具的向前運動,纖維脆性斷裂形成粉末狀切屑;當θ=45°時,刀具對未切斷纖維的剪切作用,使纖維在切削平面下邊斷裂,并在刀尖附近與基體界面脫膠剝離,形成切屑,纖維與前刀面的接觸長度大約等于公稱切削深度;當θ=90°時,刀具對纖維施加強烈的擠壓和彎曲作用,導致層間分離,當應力對于纖維強度時,纖維在已加工表面下部斷裂,形成切屑,纖維與前刀面的接觸長度大于公稱切削深度。XU[38-39]將單根纖維視作懸臂梁,將刀具與纖維的接觸視為兩圓柱的接觸,且符合赫茲接觸規律,建立撓曲線方程和力學模型,在刀具對纖維的作用力使纖維的拉應力超過其拉伸強度時,纖維斷裂,形成切屑。這些分析對CFRP/鈦合金疊層材料鉆孔過程中出現的加工損傷和刀具磨損現象,都在一定程度上能夠進行解釋。
CFRP/鈦合金疊層材料的加工損傷,主要從已加工表面的粗糙度、分層、進出口毛刺、孔的尺寸精度和幾何精度等幾方面進行研究。CFRP部分的表面粗糙度Ra為3.2 μm,鈦合金部分的表面粗糙度Ra為1.6 μm,直徑公差不大于30 μm。當按照鈦合金→CFRP的順序進行切削時,孔的表面粗糙度比按照CFRP→鈦合金的順序進行切削時要低些,說明鈦合金切屑排出時確實會劃傷CFRP部分的已加工表面。進給量的增大對孔表面粗糙度有顯著影響,而切削速度對表面粗糙度的影響不明顯。所以,用較低的進給量和適當的切削速度,按照鈦合金→CFRP的順序進行切削可以獲得較低的表面粗糙度。由于CFRP與鈦合金的線脹系數差別很大,要獲得一致性好的孔徑是很困難的。按照CFRP→鈦合金的順序進行切削時,無論是CFRP還是鈦合金,其孔徑都比公稱值大,而按照鈦合金→CFRP的順序進行切削時,孔徑時大時小,與切削用量密切相關,但其值都更接近公稱值。進給量增大會使孔的圓度誤差增大,而切削速度對孔的圓度誤差的影響規律不明顯[40]。

圖8 切屑形成模式[37]Fig.8 Chip formation modes
3 CFRP/鈦合金疊層材料的螺旋銑孔研究進展
螺旋銑削是一種典型的同時具有周向進給和軸向進給的間斷切削方法,利用銑刀沿圓柱螺旋線軌跡進刀的方式實現孔加工,基本加工原理見圖9。刀具中心不與所加工孔的中心重合,屬偏心加工過程。采用螺旋銑削不僅可用同一把刀具進行不同孔徑的制孔和擴孔,而且可以銑削孔的端面,從而縮短換刀時間,同時提高加工效率和設備的柔性,大大減少存刀數量和種類,降低加工成本。由于是斷續切削過程,刀具散熱條件好,可降低因溫度累積而造成的刀具磨損。整個銑削過程中可采用微量潤滑甚至空冷方式實現冷卻。刀具直徑比孔小,排屑順利,有利于降低孔表面的粗糙度值。銑削力較小,有利于減小或避免孔口產生毛刺或分層等缺陷。文獻[41]歸納了螺旋銑孔的運動學、切削力、切削溫度、刀具磨損和壽命、孔的質量等一系列技術問題和研究現狀,指出以上各個方面還存在一些亟待解決的問題。文獻[42-43]分析了對CFRP/鈦合金疊層板螺旋銑孔的動力學、切屑形成等問題,通過試驗研究了切削用量對軸向進給力和孔表面質量的影響。螺旋銑削的運動比較復雜,實際切削用量的計算可以按照圖10的幾何關系來確定,由圖可知,進給速度為


式中,z、n分別為銑刀的齒數和轉速;Dh和DB分別為螺旋線的端面投影直徑和被加工孔直徑;α為螺旋升角;fza為刀具中心的軸向進給量;fzt為銑刀的切向進給量;vfha、vfht和vf分別為銑刀中心的軸向、切向進給速度和實際進給速度;aP*為螺旋線的螺距(即每螺旋的吃刀深度)。

圖9 螺旋銑削孔原理Fig.9 Principle of helical milling
在實際加工過程中,銑刀的中心是在直徑Dh很小的螺旋線上運動,為保證被加工孔的直徑精度和圓度,要求機床刀具系統必須具有很高的剛度。由于銑刀具有平面端刃,切削過程中幾乎不存在過渡階段,即使在CFRP與鈦合金交界面附近,刀具從單一切削一種材料幾乎直接過渡到直接切削另一種材料,所以,在螺旋銑孔時,可以對CFRP和鈦合金采用相同的切削用量,或針對切削過程的實際進程,對不同材料選用最適合的切削用量。文獻[44]用相同切削用量和不同切削用量對CFRP/Ti-6Al-4V疊層材料進行了螺旋銑孔試驗,結果表明,當針對不同材料用不同的切削用量對CFRP/Ti-6Al-4V疊層材料進行螺旋銑孔時,刀具壽命明顯增長,切削力明顯減小,孔的質量明顯提高,CFRP的孔表面粗糙度Ra≤0.81 μm,鈦合金的孔表面粗糙度Ra≤0.58 μm。文獻[45]對普通鉆孔與螺旋銑孔進行了對比研究,指出在同樣切削條件下,普通鉆孔的軸向力比螺旋銑孔高,且經過初期磨損后,螺旋銑孔的軸向力基本不變,孔的出口缺陷(分層或毛刺)和切削缺陷(碳纖維斷裂、拉出或折斷)很少,刀具壽命長。文獻[46]對CFRP、鈦合金板和CFRP/鈦合金疊層材料的用螺旋銑孔過程進行研究可知,CFRP/鈦合金疊層材料螺旋銑孔的切削力、刀具磨損和孔的質量都與單一材料不同,螺旋銑削CFRP時的刀具磨損對切削力的影響比銑削鈦合金時明顯,從銑削CFRP到銑削鈦合金時,軸向力突然增大,且比相同條件下單一銑削鈦合金還大,說明是刀具磨損所致,而且刀具磨損具有多種模式。單一材料銑孔時,鈦合金的孔會變大些而CFRP的孔會變小,CFRP/鈦合金疊層材料銑孔時,出現鈦合金的孔小而CFRP的孔大,也表明刀具磨損影響了其切削性能。文獻[47]給出了刀具-工件包絡的統一預報模型,指出孔的表面誤差是刀具在其軌跡上的位置、主軸轉速和軌跡導程的函數,為刀具幾何尺寸、軌跡和切向進給、主軸轉速的選擇提供了參考。

圖10 螺旋銑切削用量計算[41]Fig.10 Related calculation of helical milling
針對CFRP/鈦合金疊層材料的螺旋銑孔,DENKENA等[48]通過實驗研究指出,軸向和切向進給量對切屑的外觀尺寸有重要影響,在軸向進給量為常數而切向進給量較高,或較低的軸向進給量而切向進給量較低時,切屑具有扁平的幾何形狀,在進給和法向產生較低的切削力,引起的刀具變形較小,使孔的變形量也小。文獻[49]提出一種超聲輔助和低溫冷卻刀具進行螺旋銑孔的新方法,實驗表明,這種方法的軸向力小,有利于降低已加工表面的分層缺陷。
4 CFRP/鈦合金疊層材料的振動鉆削新技術
根據諧波運動頻率的高低和振動方向等不同,分為低頻振動鉆削、縱向超聲輔助鉆削、縱-扭超聲輔助鉆削等。振動的產生和附加方法,要考慮頻率、刀具和機床結構等因素。低頻振動鉆削一般將振動附加到工件上,高頻振動一般附加在刀具上。圖11是低頻振動裝置及其安裝方法。圖中11(a)為機械式低頻振動裝置,其振幅一般為0.15~0.47 mm,頻率為5~50 Hz,安裝在機床工作臺上。若采用磁電或壓電式低頻振動裝置,頻率約為200 Hz,可采用圖11(b)所示方式安裝,需要注意這種安裝方法對測力儀的輸出會有影響,應該采取措施予以消除。不論是使用金剛石空心鉆還是普通高速鋼麻花鉆,低頻振動鉆孔與普通鉆孔相比,都會使軸向力減小,刀具壽命延長,孔的加工質量提高[50-51]。

圖11 低頻振動發生器及其安裝[50-51]Fig.11 Low-frequency generator and its installation
圖12是高頻振動裝置及其安裝方法。其中圖12(a)上圖是高頻振動裝置,由壓電晶體換能器和變幅桿等零部件組裝而成,常用變幅桿有兩種結構,一種是將壓電晶體片產生的超聲振動同時轉換為縱向及扭轉兩種振動方式的L-T型變幅桿,見圖12(a)中圖,一種是只起振幅放大作用的L型變幅桿,見圖12(a)下圖。當要求有縱-扭復合超聲振動時,用L-T型變幅桿,由換能器產生的縱向超聲振動,經L-T型變幅桿后,既對振幅進行放大,又產生扭轉振動。若僅要求有縱向超聲振動,則用L型變幅桿。圖12(b)是安裝與工作原理示意圖。采用縱-扭超聲輔助振動鉆孔,其加工精度和效率均比單一縱向輔助振動鉆孔有所提高[52]。PAKTINAT Hossein等[54]經過試驗和FE分析指出,采用縱-扭復合超聲振動輔助鉆孔,軸向力比普通鉆孔減小45%,刀具壽命顯著延長,孔的表面質量大幅度提高。

圖12 高頻振動發生器及其安裝[52-55]Fig.12 High-frequency generator and its installations
縱向超聲輔助鉆孔是通過超聲刀具夾頭將超聲振動傳遞給鉆頭,超聲振動方向與進給方向一致。KUMARAN等[55]在低溫環境下研究了縱向超聲輔助鉆削CFRP材料,指出進給量對軸向力影響最大,超聲輔助鉆削使出口毛刺降低最顯著(達到52.45%)。SANDA 等[56]自制實驗裝置,研究了CFRP/鈦合金疊層材料的縱向超聲輔助鉆孔,認為超聲輔助鉆削CFRP/鈦合金疊層材料時,軸向力比普通鉆削大約減小30%,孔的表面粗糙度明顯低于普通鉆削,特別是在較低進給量時,其效果更為顯著,在孔入口處沒有檢測到明顯分層,但在孔出口處有分層缺陷,圖13是縱向超聲輔助鉆削與普通鉆削的出口處分層因子與孔表面粗糙度的比較。顯然,在相同切削用量的條件下,縱向超聲輔助鉆削優于普通鉆削。對于鈦合金,兩種鉆削過程在入口和出口處都產生毛刺,鉆孔出口處毛刺的高度見圖14(a),初期的鉆孔,縱向超聲輔助鉆削的出口毛刺高度低于普通鉆削,但在鉆第60個孔以后,兩種鉆削方法的出口毛刺基本相同,說明出口毛刺的高度與刀具磨損情況有關,與是否添加超聲振動的關系不太密切。圖14(b)是縱向超聲輔助鉆削與普通鉆削的最高表面溫度對比,顯見,縱向超聲輔助鉆削比普通鉆削有降低切削溫度的傾向。

圖13 分層因子與孔表面粗糙度[56]Fig.13 Comparison of delamination factor and surface roughness

圖14 出口毛刺高度與孔表面溫度[56]Fig.14 The burr height and surface temperature
5 研究動向探討
加工質量和效率是相互矛盾和相互制約的,質量的提高往往伴隨著效率的降低,一直以來,人們致力于探索既高質又高效的加工方法。數十年來,隨著CFRP/鈦合金疊層材料應用領域的不斷擴大,其制孔技術已經有了顯著進步,但仍存在需要進一步研究的問題。
(1)鉆削制孔。CFRP和鈦合金都是難加工材料,為了保證組裝方便和少出廢品,把兩者組合在一起進行鉆孔,更具有挑戰性。試件材料的具體力學性質和可鉆削性有一定差異,所使用的鉆頭材料、結構和參數也有所不同,導致目前的研究結論并不完全一致。在兩種材料交界面附近的鉆削,刀具同時切削兩種性能完全不同的材料,其切削機理、切屑的形成和材料的分離過程,都需要進一步深入研究。鉆削過程中對孔表面的損傷在交界面處往往是最嚴重的,其中CFRP材料的分層和鈦合金的孔口毛刺是造成構件難以裝配和報廢的主要原因,是實際生產中遇到的關鍵問題。
無論是CFRP引起的還是鈦合金引起的磨損,在鉆削CFRP/鈦合金疊層材料時都互相耦合,互相作用,形成了鉆削CFRP/鈦合金疊層材料的特有刀具磨損機制,其中磨粒磨損、刃口鈍化、后刀面磨損和粘著磨損是主要磨損模式,高質量孔的獲得是鉆削過程中內在和外部的多種因素綜合與作用的結果,如刀具的材料和幾何參數,鉆削用量和切削環境,以及工件特點和所使用的機床等。已有文獻通過試驗對上述問題進行了研究,但在用數值方法研究CFRP/鈦合金疊層材料鉆孔過程方面,成果還比較少,若將試驗方法與數值方法相結合,一定會使人們對CFRP/鈦合金的鉆削過程有一個更加深入的認識。
(2)螺旋銑孔。目前的成果主要集中在動力學、切削力和孔的表面質量等方面,試驗多是在加工中心上進行的。與傳統鉆孔相比,螺旋銑孔不僅有轉動和軸向進給,而且同時繞被加工孔的軸線作螺旋運動,其優點包括小的切削變形、較小的CFRP材料分層缺陷、較小的切削力和良好的排屑條件。其缺點是螺旋運動延長了切削路徑和進一步減小了銑削效率,過大的螺距會使切削力增大、刀具磨損加快,甚至無法進行連續銑削。目前,一般采用高速加工中心或三軸聯動銑床進行試驗,專用的或技術比較成熟的系列化螺旋銑孔設備還沒有形成。與傳統鉆孔技術在制孔質量和效率、刀具壽命和成本、相互替代的技術條件等方面的深入研究,仍比較少。
(3)振動輔助鉆孔。低頻(<1 kHz)振動鉆削對于斷屑和減小切削力效果顯著,因頻率低振幅較大,鉆削溫度也比較低,甚至可以獲得無分層鉆孔。低頻振動一般是通過機床的工作臺加在工件上,考慮到工件的質量一般較大,故低頻振動裝置的功率要大些。超聲輔助鉆孔技術一直是CFRP/鈦合金疊層材料制孔的研究熱點,比低頻鉆孔技術更受研究者關注。縱向超聲輔助鉆孔的研究成果更深入、廣泛。多數試驗是借助現有設備和設計專用夾具來完成的,超聲刀具夾頭等系列加工設備還較少見,縱-扭超聲復合振動裝置、低頻-超聲復合裝置等也有待研究開發。
總之,對于CFRP/鈦合金制孔技術的研究涉及許多方面,其中刀具的材料、結構和參數等方面,因與其他學科的技術進步關系密切,且受到研究成本的制約,其創新的空間還是較為有限的。切削用量的最佳選用受到刀具性能、生產率和制孔質量的影響,也難獲得顯著的突破。在現有技術基礎上,將振動切削技術推廣到CFRP/鈦合金制孔工藝中,其未來實際應用領域和創新空間都是十分廣闊的,已經成為近年來的重要研究課題之一。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
