纖維夾角和銑削參數對CFRP銑削力的影響
2018-12-27 07:39:04楊振朝肖繼明元振毅
宇航材料工藝 2018年6期
楊振朝 薛 陽 李 言 肖繼明 元振毅
(西安理工大學機械與精密儀器工程學院,西安 710048)
文 摘 為探索CFRP銑削加工中出現的分層、崩邊等表面缺陷形成機理,對CFRP進行銑削加工實驗。基于單因素實驗法獲得了纖維夾角對CFRP銑削力的影響規律,基于中心復合曲面設計,獲得了硬質合金刀具銑削CFRP過程中銑削速度、每齒進給量和銑削深度對銑削力的影響規律,并構建了銑削力的預報模型。實驗結果表明:纖維夾角在0°~90°,銑削力隨纖維夾角的增大而降低,而在90°~180°,銑削力隨纖維夾角的增大而增大。fz和ae對三個方向銑削力影響都較為顯著。vc對y向和z向銑削力影響較為顯著,而對x向銑削力影響不顯著。銑削力隨三個銑削參數的升高而增大,其中每齒進給量對銑削力影響最大。
0 引言
碳纖維增強樹脂基復合材料(CFRP)憑借其高比強度、耐高溫、耐疲勞、耐腐蝕等優點,在航空和航天領域被廣泛應用[1-2]。但是因CFRP的力學性能呈現各向異性,層間結合強度較低,在切削加工過程中,易形成毛刺、分層、崩邊等表面缺陷,嚴重影響了工件的強度和疲勞壽命[3-4]。由于碳纖維的存在,相對于金屬而言,CFRP在加工過程中存在切削力較大、刀具磨損極快的問題。研究表明,可以用切削力信號的分析結果評估刀具磨損和表面質量[5]。因此,對CFRP銑削力進行研究,對控制刀具磨損和工件表面質量具有重要意義。
CFRP切削力的影響因素主要有纖維夾角和切削用量。纖維夾角對CFRP切削力有顯著影響,研究表明,纖維夾角取90°~180°時,刀具前角越大,切削力越大[6-7];當纖維夾角為140°時,徑向切削力達到最大值,而最大切向切削力發生在纖維夾角為120°[8];0°和135°兩個纖維方向上獲取了較小的切削力[9]。切削用量三要素中進給量對CFRP切削力影響最大,切削力隨著進給量的增大而呈現增大趨勢,建議在較高切削速度和較低的進給量下可以獲得較低的切削力[9-14]。硬質合金(HTi10)、涂層(VP15TF)與金屬陶瓷(NX2525)三種刀具中VP15TF刀具的主銑削力最小,最適合CFRP的銑削加工[15]。
由此可見,由于CFRP本身的不均勻性和力學性能的各向異性,使得其切削機理比金屬切削更加復雜,雖然目前取得了一些研究成果,但隨著航空航天工業對構件要求的進一步提高,CFRP的切削技術在試驗和理論分析方面仍需要進一步深入研究。本文基于單因素實驗法研究CFRP銑削過程中纖維夾角對銑削力的影響,采用中心復合響應曲面法研究銑削用量對銑削力的影響,并建立了三個方向銑削力的預報模型,擬為CFRP銑削過程中銑削力控制和參數優化提供依據。
1CFRP銑削實驗
1.1 材料
采用CFRP層合板,采用東麗T300型碳纖維樹脂經過高溫高壓固化而成,根據要求鋪設成單向層合板和多向層合板。纖維所占比例為60%~70%,纖維密度為1.74~1.79 g/cm3,彈性模量為226 MPa,泊松比為0.307,拉伸強度為3.5 GPa。每層纖維厚度為0.16 mm,共鋪設24層,板厚為4 mm。
單向層合板為單一纖維方向鋪設,用于研究纖維夾角對銑削力的影響。多向層合板鋪設方向為0°和90°交叉鋪設,用于研究銑削用量對銑削力的影響。兩種層合板鋪層方式如圖1所示。為便于銑削過程中的安裝,將固化好的CFRP樣品切割成200 mm×60 mm×4 mm尺寸。
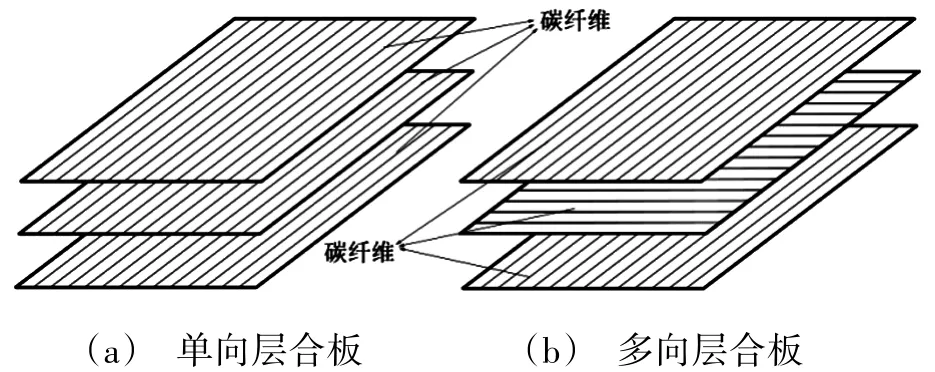
圖1 兩種層合板鋪層方式示意圖Fig.1 Two kinds of CFRP laminates
1.2 實驗設備及過程
所有銑削實驗在哈斯加工中心上進行,如圖2所示,該機床具有剛性強、精度高、穩定性好等優點,最大主軸轉速為3×104r/min。
采用的K型四齒硬質合金立銑刀,直徑d=10 mm,γ0=10°,α0=12°,β=40°。銑削力信號由9257B三向測力儀測得,經由5070A電荷放大器放大,通過數據采集模塊以及筆記本進行數據采集和分析。將銑削力測量數據中連續50個最大值的平均值作為最終銑削力的大小。

圖2 哈斯加工中心Fig.2 HAAS machining center
每組參數條件下走兩刀,順銑,干切削。實驗加工現場及銑削力測試裝置如圖3所示。

圖3 實驗現場及銑削力測量系統Fig.3 Experimental site and milling force measurement system
1.3 方案設計
通常在銑削時,定義工件進給方向與纖維走向之間的夾角θ為纖維夾角,如圖4所示。因此,實驗過程中,通過改變單向層合板角度來獲得不同的纖維夾角。
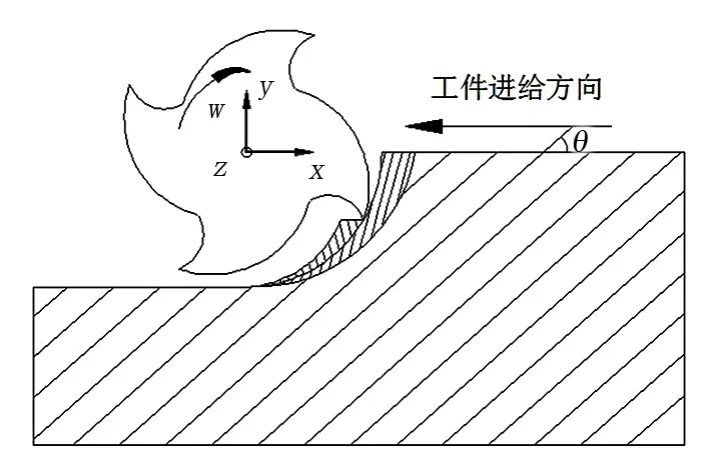
圖4 銑削過程纖維夾角定義Fig.4 Definition of fiber angle during milling process
纖維夾角對銑削力的影響實驗采用單因素實驗法,纖維夾角依次取 0°、30°、45°、60°、90°、120°、150°、180°,銑削參數恒定不變,其中銑削速度vc為94.2 m/min、每齒進給量fz為0.1 mm/z、銑削深度ap為4 mm、銑削寬度ae為1.5 mm。
采用中心復合設計法(CCD)來研究銑削用量對銑削力的影響,以銑削速度vc、每齒進給量fz和銑削寬度ae為自變量,銑削深度恒定為4 mm。銑削用量編碼及水平值見表1,其中編碼值+1.68和-1.68表示軸向點,+1和-1表示因子點,0表示中心點。x向、y向、z向對應的銑削力Fx、Fy、Fz作為因變量。
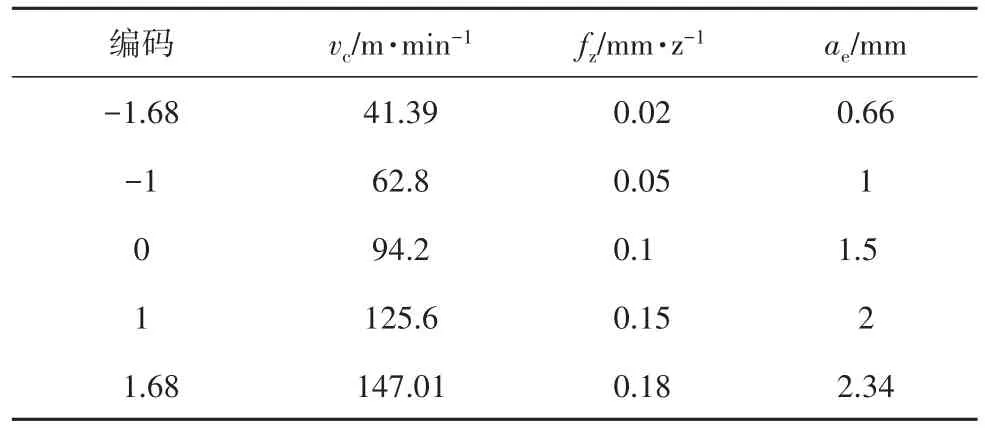
表1 銑削用量編碼及水平值Tab.1 Code and level of independent variable factor
2 結果及分析
2.1 纖維夾角對銑削力的影響規律
纖維夾角對銑削力的影響實驗結果如圖5所示。可以看出,在0°~90°,隨著纖維夾角的增大,三個方向銑削力都隨之降低。這是因為在0°~90°,銑削力由垂直于碳纖維方向的剪切力以及擠壓樹脂基體的拉伸力合成。而在90°~180°內,隨著纖維夾角的增大,三個方向銑削力隨之增大。這是因為在90°~180°時,銑削力由垂直于碳纖維的剪切力和平行于樹脂基體的拉伸力合成。在纖維夾角取90°時,銑削力最小。這是因為在90°時,相當于把纖維直接剪斷,此時只有垂直于纖維取向的剪切分力,而沒有拉伸分力,因此,銑削力此時最小。
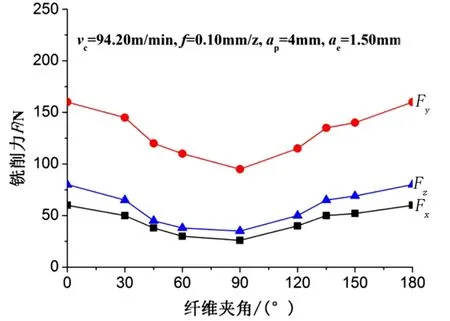
圖5 纖維夾角對銑削力的影響規律Fig.5 Effect of fiber angle on milling force
2.2 銑削參數對銑削力的影響規律
銑削參數對銑削力的影響采用中心復合響應曲面設計法,具體實驗方案及銑削力測量結果如表2所示。
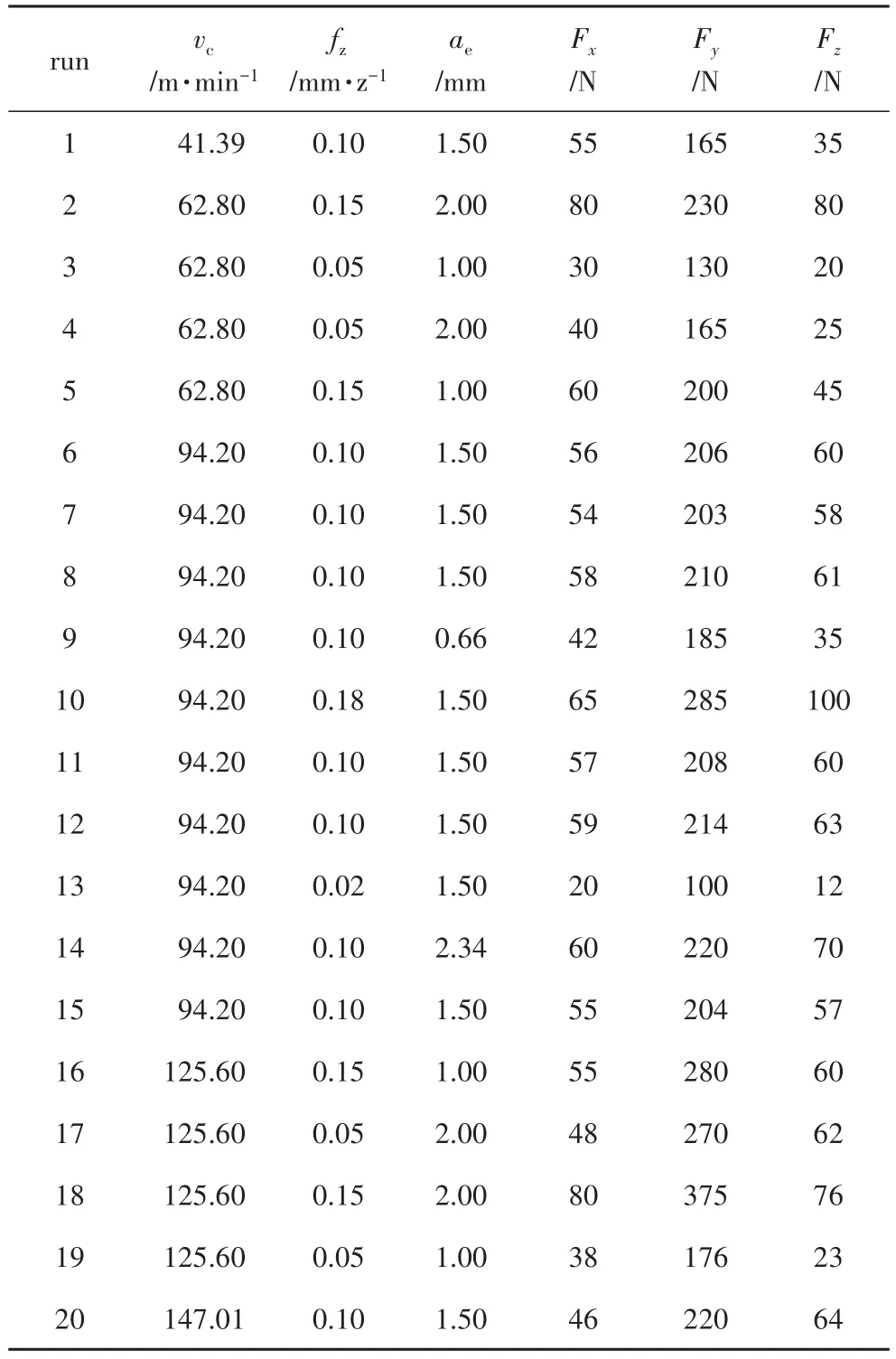
表2 實驗參數及銑削力測量結果Tab.2 Experimental parameters and milling force measurement results
2.2.1 CFRP銑削力預報模型的建立
回歸分析的方法有順向選擇法(forward)、反向淘汰法(backward)和逐步回歸法(stepwise)。逐步回歸法是順向選擇法和反向淘汰法的綜合,首先根據順向選擇法選入自變量,然后根據反向淘汰法,將模型中F值最小的且符合剔除判據的變量剔除出模型,重復進行直到回歸方程中自變量符合進入模型的判據,模型外的自變量都不符合進入模型的判據為止。這里采用逐步回歸法,對表2中的測試結果進行多項式擬合,得到Fx、Fy和Fz的預報模型如下:
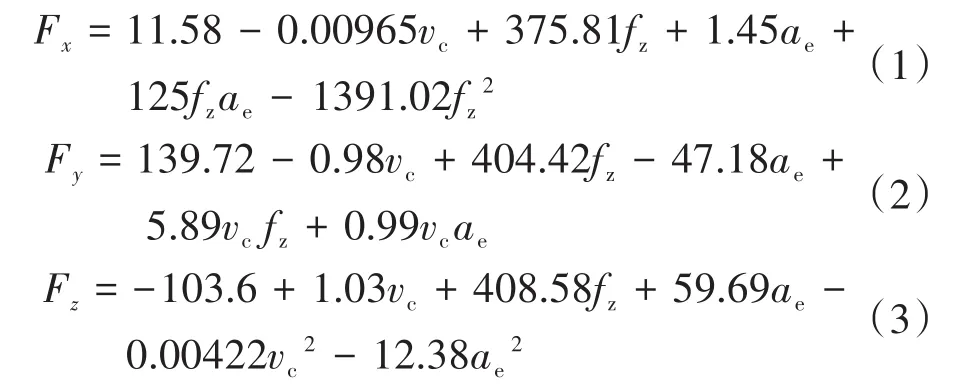
對所建立的Fx、Fy和Fz的預報模型進行精度檢驗,如圖6所示。可以看出,當圖中的點離直線越近,代表模型預測值與實驗值越接近。所有的點都均勻分布在直線兩側,并無太大跳動,說明銑削力預測值與實驗值符合較好。經計算Fx預測值與實驗值平均誤差為6.5%,Fy預測值與實驗值平均誤差為8.1%,Fz預測值與實驗值平均誤差為14.6%,均在合理范圍內,充分說明所建立的Fx、Fy和Fz預報模型是正確的。
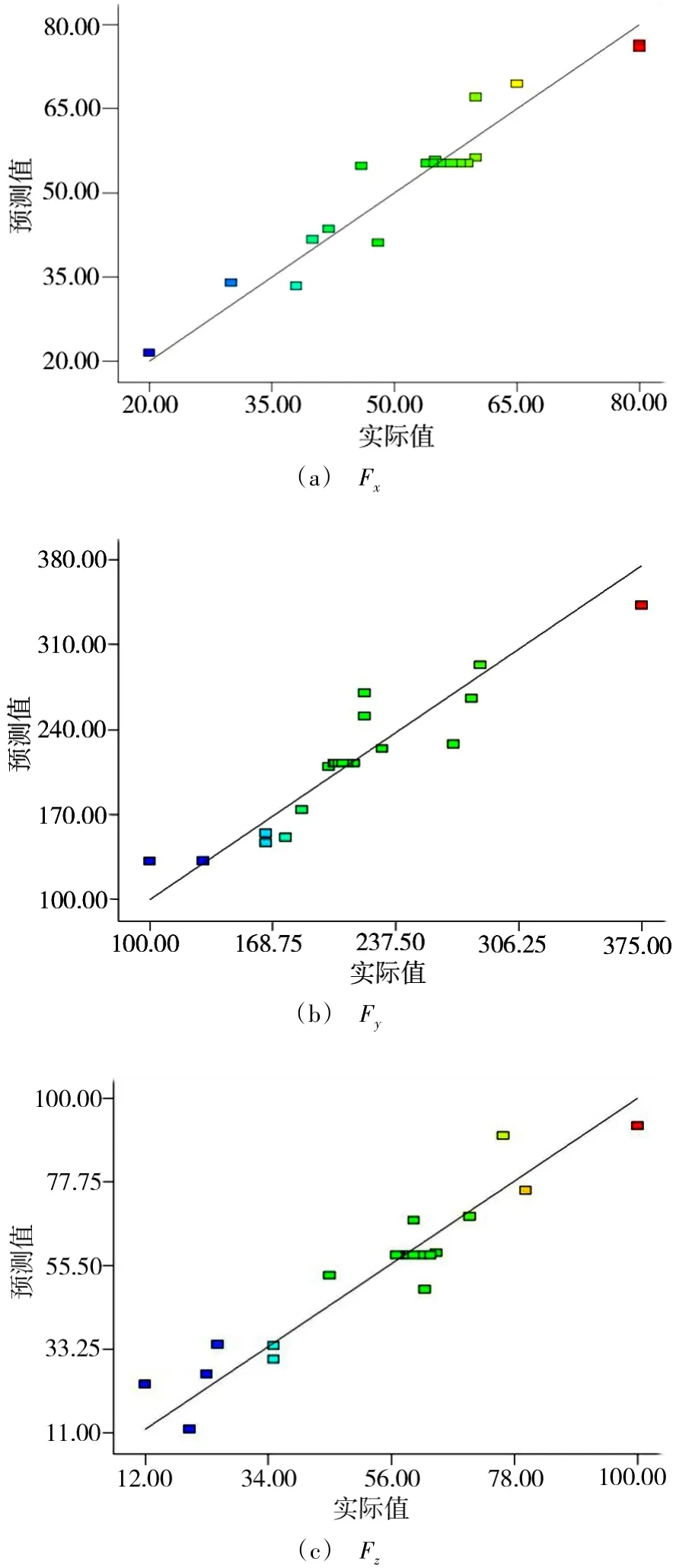
圖6 切削力預報模型的精度分析Fig.6 Accuracy analysis of cutting forces prediction models
2.2.2 模型方差分析及顯著度檢驗
對式(1)~(3)進行方差分析,結果如表3所示。從表3可以看出:三個預報模型P<0.0001,說明構建的銑切削力預報模型都是極其顯著的;Fx模型擬合度R2=0.9228,調整的R2=0.8953,Fy模型擬合度R2=0.8626,調整的R2=0.8135,Fz模型擬合度R2=0.8995,調整的R2=0.8636,表明Fx、Fy和Fz的預報值與實際值擬合度較好。采用中心復合設計法構建的CFRP銑削力的預報模型是有效的。
從顯著性檢驗結果可以看出:Fx模型里fz和ae極其顯著(P<0.0001),fz2較顯著,vc和fzae不顯著。Fy模型里fz極其顯著,vc和ae較顯著,vcfz和vcae不顯著。Fz模型里fz極其顯著,vc和ae較顯著,vc2和ae2不顯著。
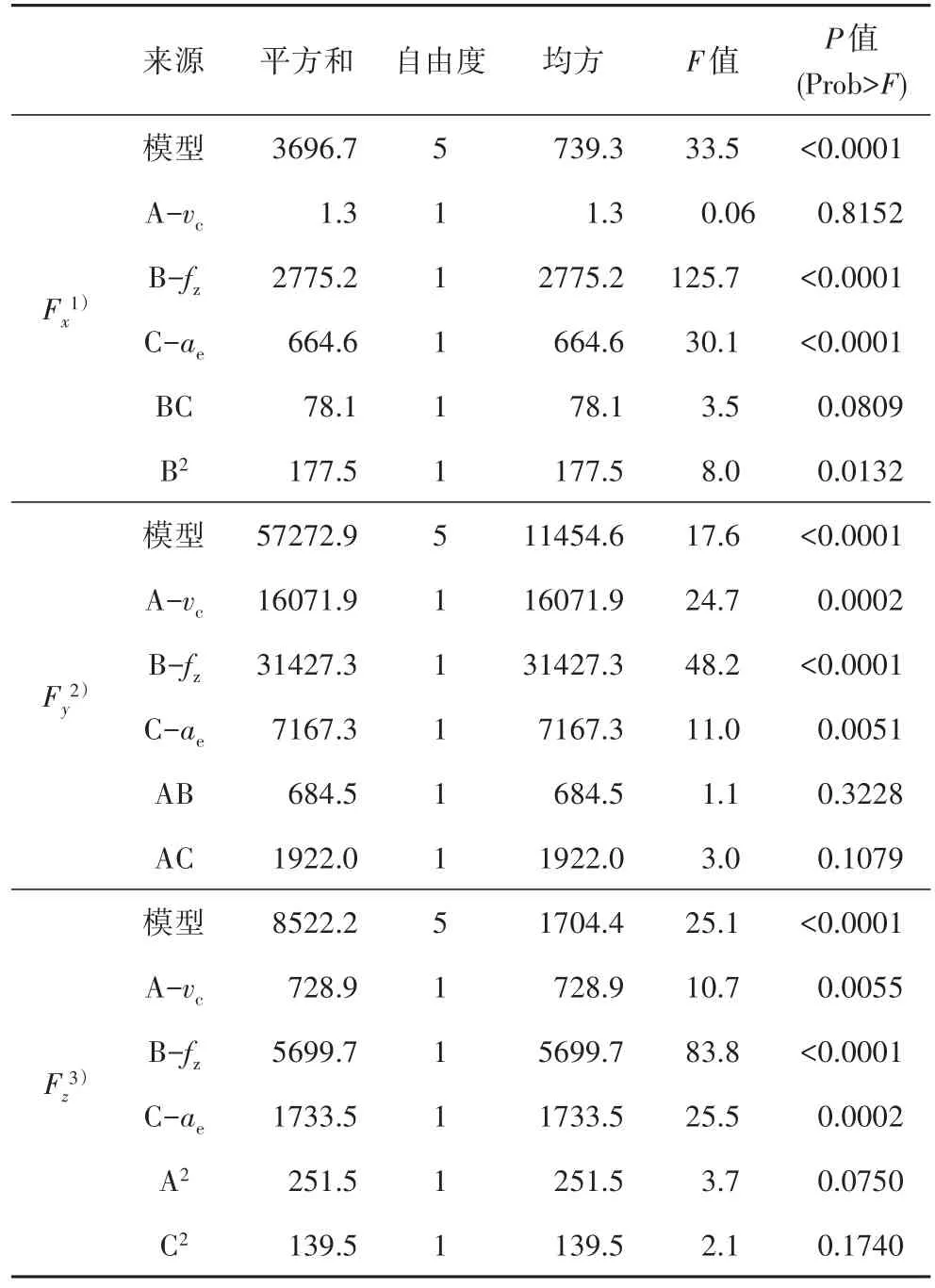
表3 預報模型方差分析Tab.3 Variance analysis of regression models
2.2.3 銑削用量對銑削力的影響
圖7所示為銑削力隨銑削速度的變化曲線,可以看出,三向銑削力都隨銑削速度的增大而升高。這是因為隨著vc的增大,切削刃切除材料的頻率增多,硬質碳纖維對銑刀表面的摩擦和刻劃作用加強,導致銑削力上升[16]。
圖8是每齒進給量對銑削力的影響曲線,可以看出,三向銑削力都隨fz的升高而升高,其中在實驗參數范圍內Fy變化比Fx、Fz大。這是因為瞬時切削厚度和fz成正比例關系,fz的增大相當于增加了每個切削刃瞬時切削厚度,因此銑削力增大。
圖9是銑削寬度對銑削力的影響曲線,可以看出,三向銑削力都隨ae的增大而升高,但整體變化不大。這是由于切削面積隨ae的增大而增大,因此使銑削力升高。
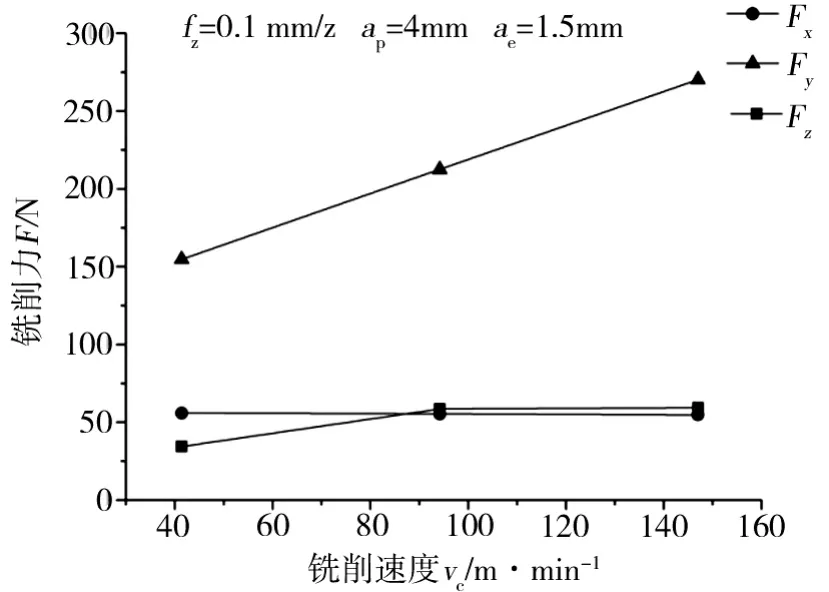
圖7 vc對銑削力的影響Fig.7 Effect of milling speed on milling force
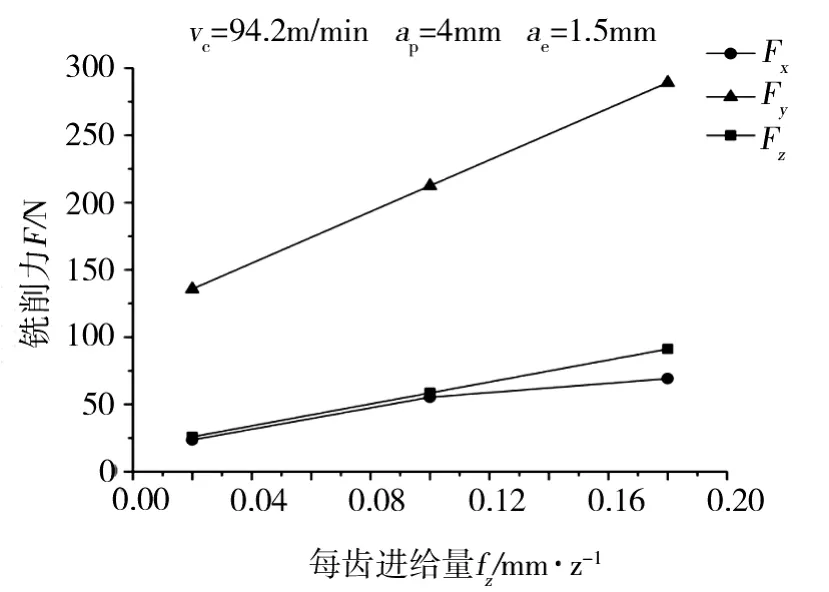
圖8 fz對銑削力的影響Fig.8 Effect of feed per tooth on milling force
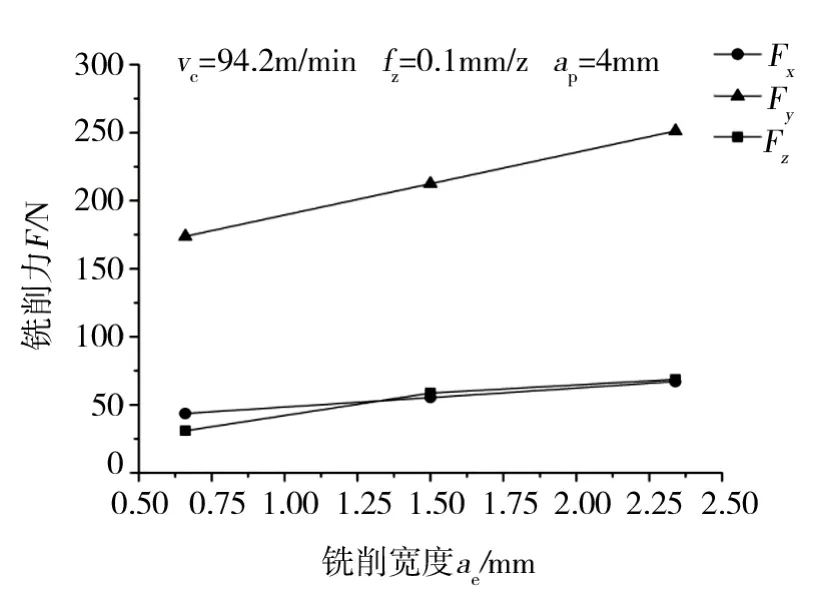
圖9 ae對銑削力的影響Fig.9 Effect of milling width on milling force
2.2.4 銑削參數對銑削力影響的響應曲面
根據建立的銑削力模型發現,Fx和Fy中存在交互項,Fz中無交互項,因此對Fx和Fy中交互項進行響應曲面分析,如圖10所示。
從圖10(a)可以看出Fx隨著vc和fz的增大而增大,Fx隨fz變化趨勢較大,隨vc變化趨勢較小。圖10(b)為ae和fz對Fx影響的響應曲面,可以看出Fx隨著ae和fz的增大而增大,Fx隨fz變化趨勢較大,隨ae變化趨勢較小。從圖10(c)可以看出Fx隨vc和fz的增大而增大,Fx隨fz變化趨勢較大,隨vc變化趨勢較小。
對vc、fz和ae對銑削力的影響程度進行對比發現,fz對銑削力的影響最大。
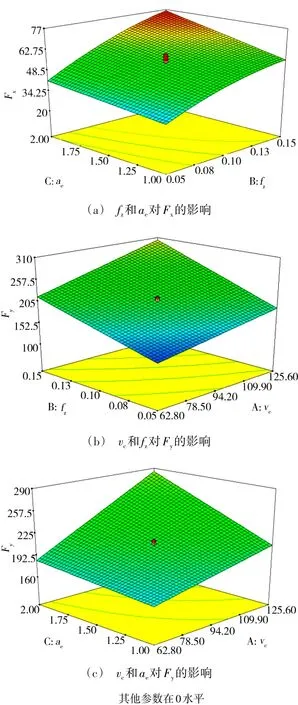
圖10 交互項對銑削力影響的響應曲面Fig.10 Response surfaces for interaction item on milling force effects
3 結論
(1)纖維夾角在0°~90°,隨著纖維夾角的增大,三個方向銑削力都隨之降低,而在90°~180°,隨著纖維夾角的增大,三個方向銑削力隨之增大,當纖維夾角為90°時,銑削力最小;
(2)在實驗所用參數范圍內,采用中心復合設計所構建的硬質合金立銑刀銑削CFRP過程中的銑削力預報模型是有效的;
(3)vc對Fy、Fz影響較顯著,而對Fx影響不顯著,fz和ae對三向銑削力影響都顯著;
(4)三個方向銑削力都隨vc、fz和ae的升高而增大,其中fz對銑削力影響最大。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
光學精密工程(2016年6期)2016-11-07 09:07:19
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
