ELID成形磨削實驗研究與表面粗糙度預測
2018-12-27 07:38:46張宇鑫任成祖左明澤王志強
宇航材料工藝 2018年6期
關鍵詞:模型
張宇鑫 任成祖 左明澤 王志強
(天津大學機構理論與裝備設計教育部重點實驗室,天津 300350)
文 摘 為了探究ELID成型磨削中磨削參數和電解參數對表面粗糙度的影響規律,基于未變形切屑厚度模型,考慮砂輪上磨粒出刃高度的隨機性以及ELID磨削中氧化膜的影響,建立了針對ELID磨削的表面粗糙度預測模型。單因素實驗研究了ELID成形磨削電源參數對表面粗糙度的影響規律,并探討了電解電流與氧化膜厚度之間的關系。全因子實驗以工件轉速、砂輪轉速和進給切深為影響因素,研究了磨削參數對表面粗糙度的影響規律,并對預測模型進行了驗證。結果表明:磨削參數中,其他條件一定時,表面粗糙度隨砂輪轉速的增大而減小,隨工件轉速和切深的增大而增大;同時對于粗糙度的預測誤差達到了8.75%,預測模型有效可靠。
0 引言
軸承作為一種重要的基礎機械部件,在機械裝備中起著重要作用。各類主機的工作精度、性能、壽命、可靠性等各項指標,都與軸承性能有著密切的關系。傳統軸承溝道的加工工藝主要包括溝道成型磨削和油石超精研,然而傳統的軸承溝道成型磨削存在砂輪容易堵塞、修銳困難等問題,不適合采用超硬微細磨料砂輪,只能用于溝道的粗磨和半精磨。在線電解修整技術(ELID)由日本物理化學研究所中川、大森整于1987年提出,該技術既能保證金屬結合劑把持能力強、砂輪壽命長、保形精度好等優點,還可以很好地解決超精密磨削過程中微細磨料砂輪易堵塞和金屬結合劑修銳困難等問題[1-2]。將ELID磨削技術應用于軸承套圈溝道的成形加工,可以在保證套圈溝道表面質量的同時極大地提高溝道的形位精度,從而提高軸承的品質。
表面粗糙度是評價磨削表面質量的一個重要參數,它影響著零件的摩擦磨損性能。對表面粗糙度建立預測模型,可以為磨削加工提供理論指導,以確定最優表面粗糙度所需的加工參數。目前常用的粗糙度建模方法有經驗法和理論分析法。經驗法是對實驗數據進行處理,在分析實驗結果的基礎上建立預測模型,其通用性較差[3];理論分析法是根據基本定理的推導來建立預測模型,該方法一般需要對砂輪微觀結構進行理想化、尺寸化,如磨粒尺寸、磨粒間距等。TIAN利用多元非線性回歸理論分析了工程陶瓷表面磨削紋理特征與粗糙度Ra之間的關系[4];CHENG采用線性回歸方法建立了TC4鈦合金砂帶磨削表面粗糙度預測模型[5];ZHOU通過對磨削過程的運動學分析,建立了一種粗糙度預測模型,并提出磨粒出刃高度服從高斯分布的假設[6];HECKER提出了未變形切屑厚度模型,該模型假設磨粒為四棱錐體,并與外圓磨削實驗結果進行了對比[7];AGARWAL等建立了陶瓷磨削的表面粗糙度預測模型,該模型考慮了磨粒在砂輪上的隨機分布情況,并認為磨粒出刃高度滿足瑞利分布,單顆磨粒在工件上切出的溝槽應該為圓弧形或拋物線形[8-9]。SHAO等在AGARWAL的模型基礎上,考慮了脆性去除和塑性去除兩個方面的影響,預測誤差大大減小[10]。
相較普通磨削來說,ELID磨削是一種集磨削、拋光于一體的加工方式,其表面粗糙度相對會更小。上述表面粗糙度預測模型都是針對普通磨削提出的,尚未有針對ELID磨削的表面粗糙度預測建模,因此本文基于未變形切屑厚度模型,同時考慮ELID磨削電參數對表面粗糙度的影響,建立針對ELID磨削的表面粗糙度預測模型,并對模型進行實驗驗證。
1 粗糙度模型建立
傳統磨削加工的表面粗糙度受很多因素的影響,如砂輪特性、工件特性以及加工條件等。對于ELID磨削來說,電源參數也對表面粗糙度有一定影響。建立表面粗糙度預測模型時,需要將這些影響因素以參數化的形式表現出來。砂輪的表征參數有磨粒尺寸、磨粒密度以及磨粒分布情況等;磨削參數一般有砂輪轉速、工件速度以及切深等;電源參數一般有電源電壓、占空比、峰值電流等。
1.1 未變形切屑厚度模型
實際加工過程中,砂輪上磨粒隨機分布,大小、形狀各不相同,每個磨粒產生的溝痕也完全不同,因此不可能得到一個完全表征表面粗糙度的模型。本文在建模過程中會做出一些簡化和假設:
(1)單顆磨粒的表面上有許多微小的切刃,而且磨粒尖端有一定的弧度,假設磨粒尖端為拋物線形;
(2)磨粒在工件表面產生的溝槽形狀相同,都是拋物線形,并由進給深度或未變形切屑厚度決定;
(3)不考慮砂輪磨粒磨損及機床震顫的影響;
(4)不考慮表面塑性側流和耕犁現象。
在圖1所示的磨削系統中,磨粒沿砂輪軸向圓弧均勻分布[11]。由于磨粒體積和出刃高度的不同,有效磨粒切削工件產生的未變形切屑厚度滿足瑞利分布函數,表達式如下:

式中,t代表未變形切屑厚度,σ定義了概率方程,它由磨削條件、工件材料特性以及砂輪特性決定。

圖1 軸承套圈溝道ELID成形磨削示意圖Fig.1 A sketch map of ELID forming grinding in bearing ring groove
單顆磨粒切削工件產生的切屑如圖2所示,可以看到切屑厚度從0增長到最大值tm,其截面形狀均為拋物線形。
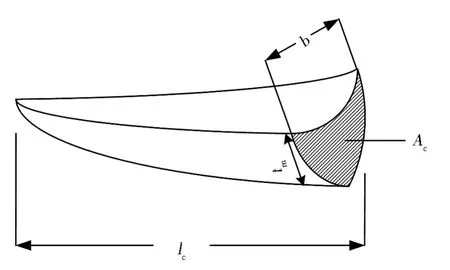
圖2 未變形切屑的3D示意圖Fig.2 3D schematic diagram of undeformed chips
AGARWAL等建立了陶瓷磨削的表面粗糙度預測模型[9],得到粗糙度計算模型如下:

式中,?為磨痕重疊系數,E1為氧化膜的彈性模量,一般為30~40 GPa;E2為工件的彈性模量,軸承鋼的彈性模量為210 GPa;tm為最大未變形切削厚度[12];n為比例常數,與砂輪和工件之間的線性和非線性變形有關,通過公式(3)~(5)計算得到。

式中,C為單位面積上參與磨削的動態磨粒數。

XU等人從幾何學關系的角度推導出了C的計算公式[13]。Ft是砂輪切向力,bs為砂輪寬度,dg為磨粒的當量球徑,v是磨粒在砂輪中的體積分數,f為動態有效磨刃數與靜態有效磨刃數的比值,本文取值0.25。由于溝槽形狀為拋物線形,取r為 4[9];vw為工件速度,vs為砂輪速度,ae為等效切深,deq為砂輪當量直徑。
1.2 ELID粗糙度預測模型
ELID磨削過程中,除了砂輪與工件之間的機械摩擦去除作用之外,電極還與砂輪發生在線電解反應,對砂輪進行在線電解修整,并形成一層氧化膜。氧化膜的存在一方面提高了容屑能力和對磨粒的把持能力;同時氧化膜相較基體彈性更大,使實際切深小于名義進給深度。氧化膜的這些優點既減少了砂輪磨損,又改善了加工表面粗糙度[14-15]。
氧化膜本身是一層絕緣體,但是由于氧化膜不是很致密,氧化膜層中會存有滲透進入的電解磨削液,使得氧化膜具有一定導電性。ELID磨削過程中氧化膜電阻為:

式中,RO為氧化膜電阻;hO為氧化膜厚度;ρO為氧化膜電阻率;Aa為電解反應的有效面積。

式中,b為接觸區域寬度,a'e為實際等效切深。結合歐姆定律,可得hO的表達式:

可以看到,氧化膜厚度受到電解過程的有效電壓U和電解電流I的影響。考慮到氧化膜厚度對實際進給切深量的影響,結合彈性模量的定義,忽略工件自身受力的彈性變形,ELID磨削中砂輪切入工件的實際等效深度表示為:
式中,μ為磨粒材料與被磨削材料之間的摩擦因數[11]。在切入式成形磨削過程中,砂輪的形貌會“復印”在工件上,砂輪的缺陷也會在工件上體現出來,砂輪的修整情況對表面粗糙度的影響很大。因此,需要引入砂輪修整情況系數Rf對模型進行修正。
最終得到ELID溝道成形磨削的表面粗糙度預測模型為:

式中,K=Rf(1-?)。
2 ELID電源參數對表面粗糙度的影響
進行兩組實驗:一組單因素實驗用以探討ELID電源參數對氧化膜厚度及加工表面粗糙度的影響,另一組三因素三水平全因子實驗用以驗證表面粗糙度預測模型,所有實驗均在改造后的3MZ1410磨床上完成。球軸承套圈溝道的ELID成形磨削實驗系統如圖3所示,采用自行研發的TJCP-II型高頻直流脈沖電源和TJMX-V型ELID電解液;金屬結合劑CBN砂輪粒徑40~50 μm,濃度100%,直徑45 mm,寬10 mm;球軸承外圈直徑62 mm,寬度16 mm,材料為GCr15軸承鋼,硬度63HRC。測量儀器采用TAYLOR HOBSON公司生產的粗糙度輪廓儀Form Talysurf i120。

圖3 球軸承套圈溝道ELID成形磨削實驗系統Fig.3 Experimental system for ELID forming grinding of ball bearing ring groove
相較于普通磨削,ELID磨削可以對砂輪進行在線電解修整,砂輪與工件之間除了物理上的摩擦切除作用以外,砂輪、工件和磨削液之間還會發生復雜的電化學反應,其對加工表面粗糙度的影響也更加復雜。
實驗采用氧化膜主動控制策略,通過控制電解強度,以電解電流表征氧化膜的狀態。實驗過程中,磨削參數保持恒定:工件轉速40 r/min,砂輪轉速10000 r/min,進給切深為1.2 μm。
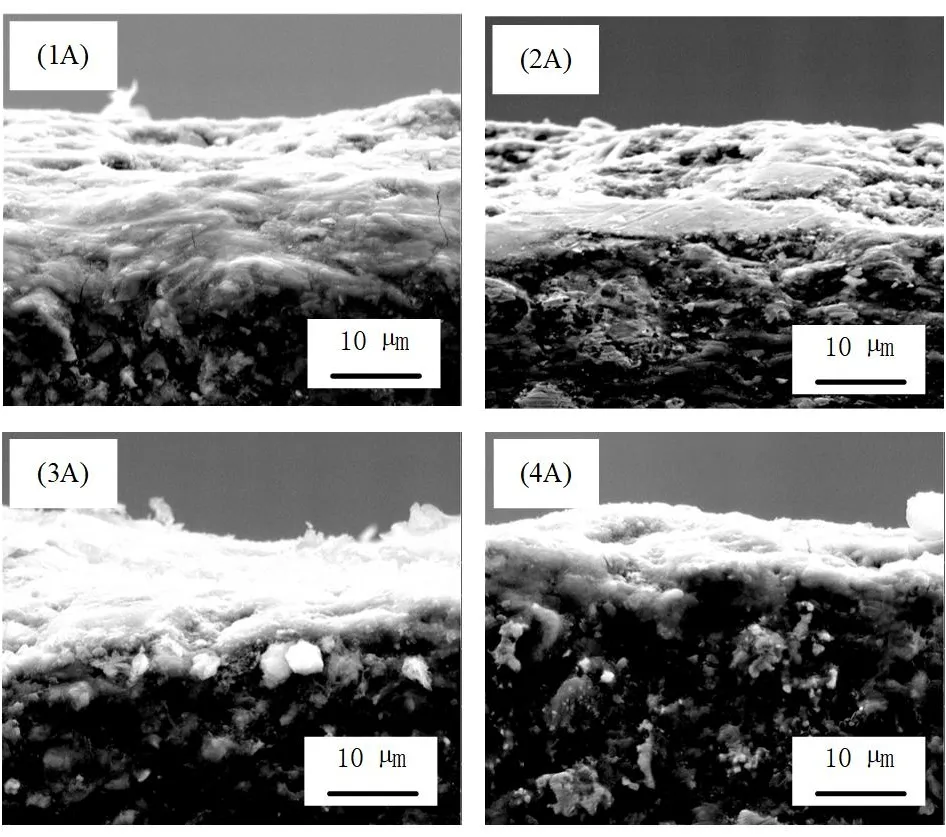
圖4 不同電流下的氧化膜厚度Fig.4 Thickness of oxide film under different current
峰值電流是主動控制方案中表征氧化膜狀態的參數,它與氧化膜的厚度直接相關。為了使磨粒在氧化膜覆蓋后仍有一定的出刃高度,選取的砂輪粒徑40~50 μm,粒徑相對較大。實驗峰值電流分別設定為1、2、3、4 A四種,通過掃描電鏡觀察四種電流下的砂輪氧化膜厚度,SEM觀察結果如圖4所示,白色部分為氧化膜,黑色部分是基體。通過圖4可以看到,電解電流從1 A增長到4 A時,氧化膜厚度由35.33 μm減小到15.73 μm。可以看出氧化膜的厚度隨著電解電流的增大而減小。這是由于氧化膜的厚度與其電阻大小正相關。
TJCP-II型高頻直流脈沖電源是基于氧化膜狀態主動控制方案設計的,它的峰值電壓有三個檔:60、90、120 V。圖5為三種電壓下表面粗糙度隨電解電流變化的折線圖。由于當設定電解電流較小時,電解平衡時氧化膜的厚度較大,氧化膜拋光的作用增強;同時由于氧化膜相較于基體的彈性模量較小,對于相同進給量,氧化膜的存在會導致切深的降低,單顆磨粒的未變形切削厚度降低,從而工件表面粗糙度隨之降低。對于電源電壓來說,其影響著脈沖放電量的大小,當電源電壓增大時,脈沖能量增大,電解作用增強,氧化膜的生成速度加快,更容易達到電解平衡,生成有一定厚度的氧化膜,進而降低了單顆粒磨粒的未變形切削厚度,降低了表面粗糙度。可以明顯從圖5中看到,在相同峰值電壓下,隨著電解電流從1 A到4 A,表面粗糙度逐漸變大。當設定電流相同時,隨著電壓增大,表面粗糙度有輕微降低。

圖5 不同設定電流下的表面粗糙度Fig.5 Surface roughness under different set current
在ELID磨削中,磨粒大部分處于氧化膜的包裹中,以研磨拋光的方式對工件進行加工,因此磨削過程中,一定厚度的氧化膜會使加工表面粗糙度更低。因此在ELID磨削中,可以通過調整電解參數來改變氧化膜厚度,從而獲得更低的表面粗糙度。
3 預測模型驗證
3.1 實驗設計
通過上述實驗發現,大電壓、小電流可以得到更好的表面粗糙度,但是考慮到電壓過大會使電解作用增強,加劇砂輪磨損,因此最后選定電源電壓90 V、峰值電流2 A作為后續實驗中ELID磨削的電源參數。實驗以砂輪轉速、工件轉速及進給切深作為影響因素,每個因素取三個水平,通過測得不同參數下表面粗糙度,對預測模型進行驗證。各因素水平取值如表1所示。

表1 測量表面粗糙度實驗的因素與水平Tab.1 Factors and levels of measuring the surface roughness test
3.2 結果與分析
通過力傳感器測得不同參數組合下的磨削切向力,結果如表2所示,根據切向力的數值得到比例常數n的平均值為0.249。
設計專用夾具來固定軸承套圈,分別取三個位置對每個套圈進行粗糙度測量,將所得表面粗糙度值取平均,所得結果如表2所示。
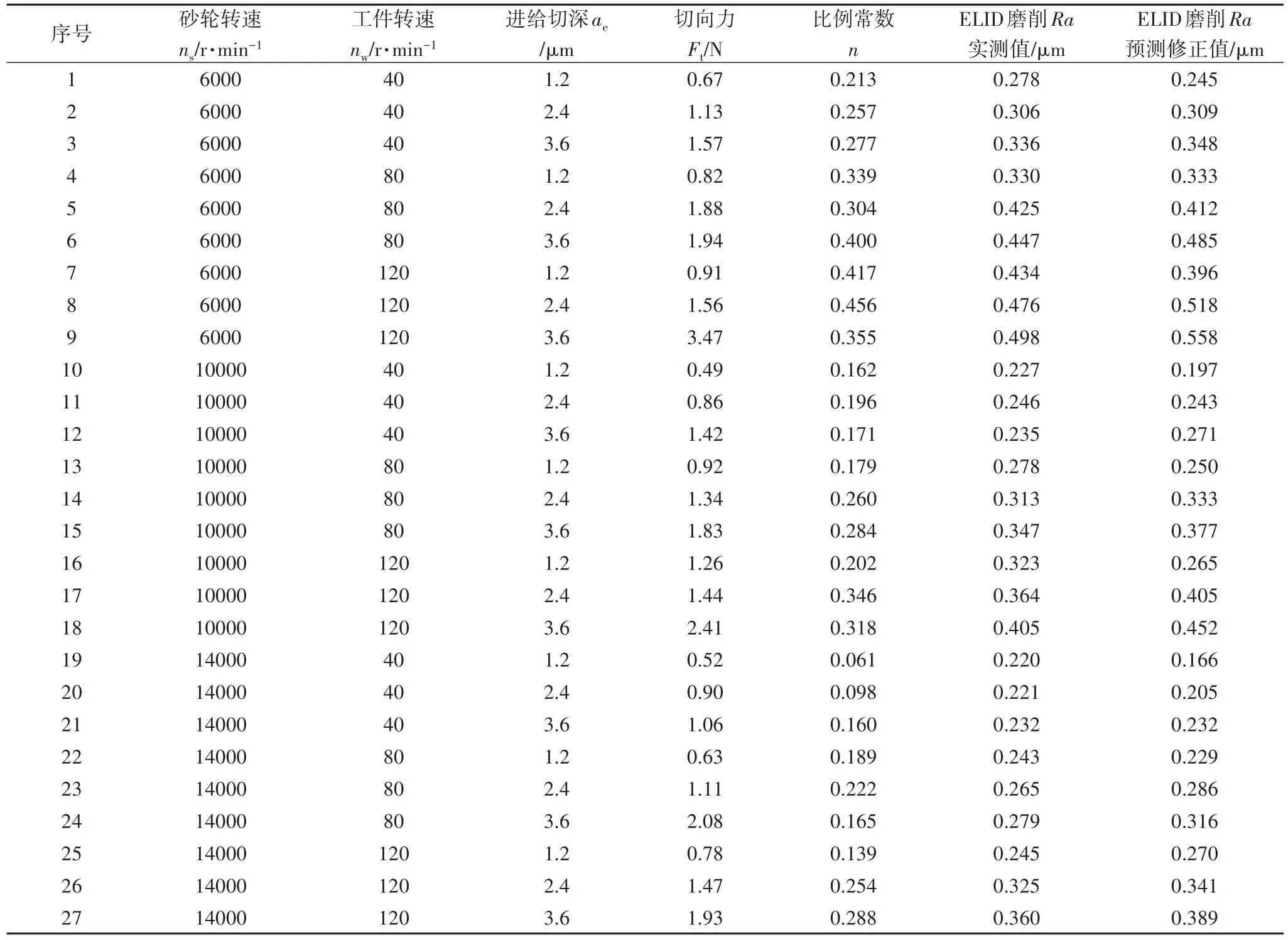
表2 實驗結果及預測結果Tab.2 Experimental results and prediction results
通過粗糙度預測值與實測值的對比,處理數據,可得K=0.581。代入K對預測模型進行修正,修正后的預測值列入表2。修正后的模型預測精度Δ采用式(11)計算:

式中,N為實驗次數。求得該模型的預測值與實驗值之間的平均誤差為8.75%,即該模型的預測精度為8.75%。

圖6 表面粗糙度預測值與實際值的比較Fig.6 Comparison of the predicted values of surface roughness with the actual values
由圖6可以看出,19號數據誤差較大,分析認為應該是實驗過程中工藝參數發生了變化,如砂輪表面氧化膜崩裂脫落等。其余實驗情況下表面粗糙度預測值與實驗值吻合較好,模型預測誤差均在10%左右。而且可以發現,實驗結果與預測結果變化趨勢一致。
從表2數據中取一部分數據研究磨削用量對表面粗糙度的影響,如圖7所示。取5、14、23組數據,在圖7(a)中,保持工件轉速和進給深度一定,砂輪轉速由6000 r/min增加到14000 r/min時,由于隨著砂輪速度增大,單位時間參與磨削的磨粒數增多,會使單顆磨粒未變形磨屑厚度減小,磨削得到的表面粗糙度減小,因此實測表面粗糙度由0.425 μm減小到0.265 μm;取11、14、17組數據,圖7(b)中,保持砂輪轉速和進給深度一定,隨著工件轉速增加,單顆磨粒的未變形切屑厚度增大,表面粗糙度增大。
取13、14、15組數據。圖7(c)表現了進給切深對表面粗糙度的影響。在砂輪轉速和工件轉速一定時,隨著切深的增大,實測表面粗糙度由0.278 μm增長到0.347 μm。當切深增大時,單顆磨粒未變形磨屑厚度增大,砂輪與工件之間的磨削力增大,影響磨削加工過程。

圖7 磨削參數對表面粗糙度的影響Fig.7 Influence of grinding parameters on surface roughness
4 結論
(1)在基于氧化膜狀態主動控制的ELID磨削中,電解電流的大小表征著氧化膜的厚度,并且氧化膜厚度與電解電流大小成反比;
(2)ELID磨削中,電源參數會對表面粗糙度產生影響,在其他條件不變的情況下,可以通過調整電源參數來獲得適宜磨削的氧化膜厚度。磨削參數中,在其他條件不變的情況下,表面粗糙度隨砂輪轉速的增大而減小,隨工件轉速和切深的增大而增大;
(3)模型預測結果與實驗結果吻合良好,預測誤差在10%左右,ELID磨削表面粗糙度預測模型有效可靠。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
