高硅氧特型零件加工工藝與工裝設(shè)計
2019-01-14 02:41:55梁輝徐紅霞張軍王偉
科技創(chuàng)新導(dǎo)報 2019年24期
梁輝 徐紅霞 張軍 王偉
摘 ? 要:本文以控制系統(tǒng)動力裝置的姿態(tài)控制發(fā)動機(jī)噴管填充環(huán)為研究對象,針對高硅氧材料在切削加工過程中的特點(diǎn),結(jié)合填充環(huán)的結(jié)構(gòu)特點(diǎn)、加工難點(diǎn)及加工材料特性等,主要分析了確定填充環(huán)加工性能的工藝流程、工裝設(shè)計、刀具材料和切削參數(shù)等因素。同時,通過理論分析及具體加工試驗,給出了較為優(yōu)化的加工工裝、切削刀具材料以及切削工藝參數(shù),對加工類似零件具有一定的借鑒意義。
關(guān)鍵詞:高硅氧 ?特型 ?刀具 ?加工工藝
中圖分類號:TG659;TH16 ? ? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識碼:A ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1674-098X(2019)08(c)-0058-03
當(dāng)前,由于高硅氧復(fù)合材料在耐燒蝕、隔熱性、抗疲勞等方面具有較大的優(yōu)勢[1],通常用作姿態(tài)控制發(fā)動機(jī)噴管的絕熱材料。高硅氧復(fù)合材料通常采用成型工藝壓制而成,但是填充環(huán)作為噴管的重要零件,直接采用高硅氧成型工藝壓制的零部件精度無法達(dá)到零部件的設(shè)計指標(biāo)要求,因此,還需要對壓制成型的工件進(jìn)行切削加工。由于高硅氧模壓件在機(jī)械加工時的特點(diǎn)是各向異性及導(dǎo)熱性差,容易發(fā)生表面粗糙度差和掉邊、缺角等問題[2-4],從而無法滿足使用精度要求。本文通過對高硅氧復(fù)合材料進(jìn)行切削試驗,分析探討了影響填充環(huán)特型零件加工質(zhì)量及尺寸精度的主要因素,提出了合理的加工工裝、加工方法、切削刀具材料以及切削用量,解決了填充環(huán)的加工難題,可為類似產(chǎn)品的加工提供借鑒。
1 ? 噴管填充環(huán)的特性分析
1.1 噴管填充環(huán)結(jié)構(gòu)特點(diǎn)
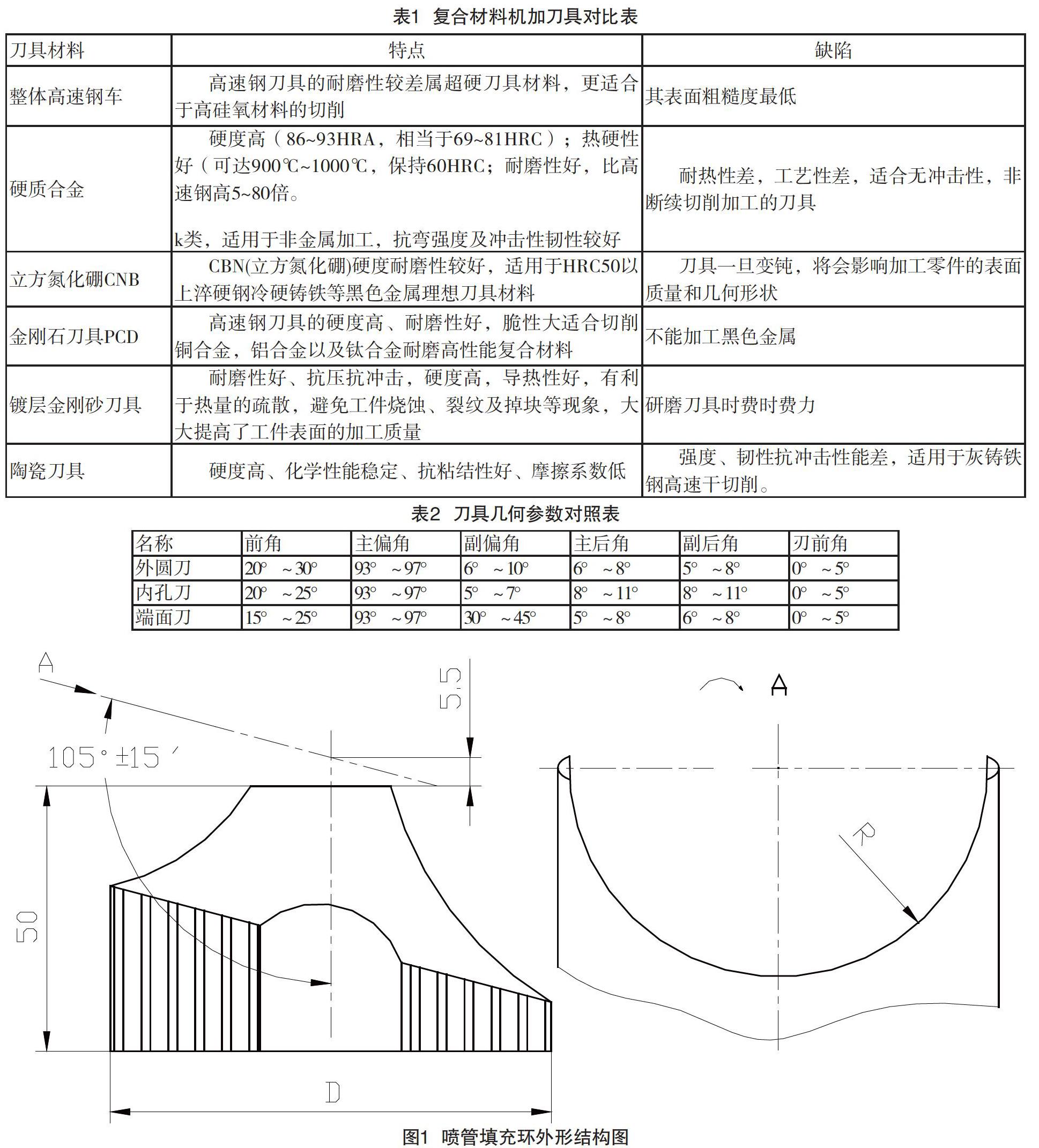
姿態(tài)控制發(fā)動機(jī)噴管填充環(huán)的外形結(jié)構(gòu)圖如圖1所示。該填充環(huán)是由高硅氧酚醛模壓制品加工而成。填充環(huán)由直徑為D圓柱與半徑R的半圓柱相貫而形成的,且R軸線與D的軸線成15°夾角,屬不規(guī)則的異型非金屬零件,難裝夾,難加工。
填充環(huán)是構(gòu)成噴管的關(guān)鍵零件,其加工精度及各項指標(biāo)將直接決定噴管的使用性能,從而影響飛行器空中飛行的姿態(tài)軌跡。
填充環(huán)與其他零件裝配形成絕熱作用區(qū)。為確保氣流通過時可靠絕熱,要求兩側(cè)弧形面對稱度≤0.05mm;同時,要求圓弧的中心線于噴管軸線成105°夾角,產(chǎn)品型面完整,不允許出現(xiàn)崩角、棱邊形成鋸齒狀等缺陷。
1.2 高硅氧材料特性
高硅氧酚醛模壓復(fù)合材料包含長短不一的增強(qiáng)相纖維及基體相酚醛樹脂,其中纖維在酚醛樹脂之間雜亂排列,經(jīng)高溫高壓成型后高硅氧酚醛模壓復(fù)合材料呈現(xiàn)各向異性,因此,切削加工時易出現(xiàn)分層、掉渣等缺陷。
而產(chǎn)品是由D圓柱與R半圓柱相貫而形成的,受R的軸線與D的軸線成105°夾角結(jié)構(gòu)的影響,切削型面不連續(xù),斷續(xù)切削力造成崩角,棱邊處容易形成鋸齒狀缺陷。
2 ?填充環(huán)加工難點(diǎn)分析
2.1 材料切削性能差
高硅氧酚醛模壓復(fù)合材料的強(qiáng)度高、脆性大、均勻性較差,復(fù)合材料的切削過程不同于金屬材料,基體相與增強(qiáng)相界面粘接強(qiáng)度相對較低,切削過程易出現(xiàn)分層、纖維剝離和崩棱(角)等現(xiàn)象。加工時,由于復(fù)合材料導(dǎo)熱性差,聚集在刀尖及刀刃附近的熱量不能迅速散出,而且在切削過程中受材料加工的限制,只能采用干式切削,由于不使用切削液而加速了刀具的磨損,影響了零件的表面質(zhì)量、尺寸精度和切削效率。
2.2 相貫圓弧處易出現(xiàn)缺陷
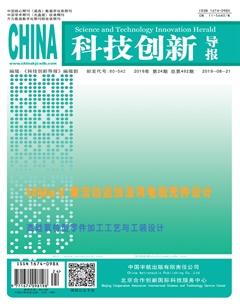
該產(chǎn)品填充環(huán)圓柱與半圓柱相貫處為斷續(xù)圓弧,因加工過程中,相貫圓弧邊緣因切削力不均勻,產(chǎn)品強(qiáng)度差易出現(xiàn)崩角、掉塊現(xiàn)象,圓弧兩側(cè)形成鋸齒狀的缺陷,缺陷情況如圖2所示。
2.3 對稱度精度難以保證
由于產(chǎn)品的熱防護(hù)作用要求圓弧相交形成的型面的對稱度較高,若采用車加工時,無法實(shí)現(xiàn)零件型面的加工。若采用銑加工方法,需多次找正裝夾,誤差積累大,難以滿足零件公差要求。
3 ?工藝研究
為高精度且更便捷的加工此產(chǎn)品,本文進(jìn)行了以下工藝研究及工裝設(shè)計。
3.1 工藝流程
填充環(huán)加工設(shè)備為C620型普通車床,工藝流程如下:
(1)設(shè)計輔助工裝,滿足產(chǎn)品車削加工要求;
(2)刀具性能對比試驗,選取合適刀具;
(3)切削參數(shù)選取及優(yōu)化;
(4)粗車加工產(chǎn)品外形(圖1所示D型面),粗、精車削內(nèi)形(圖1所示R型面)。
3.2 工裝設(shè)計
由于高硅氧異型零件的復(fù)雜型面,加工面與裝夾面之間有105°的夾角,且為不完整的異型曲線型面,工裝既要滿足產(chǎn)品裝夾,增強(qiáng)產(chǎn)品的剛性,又需完成特型面的加工。
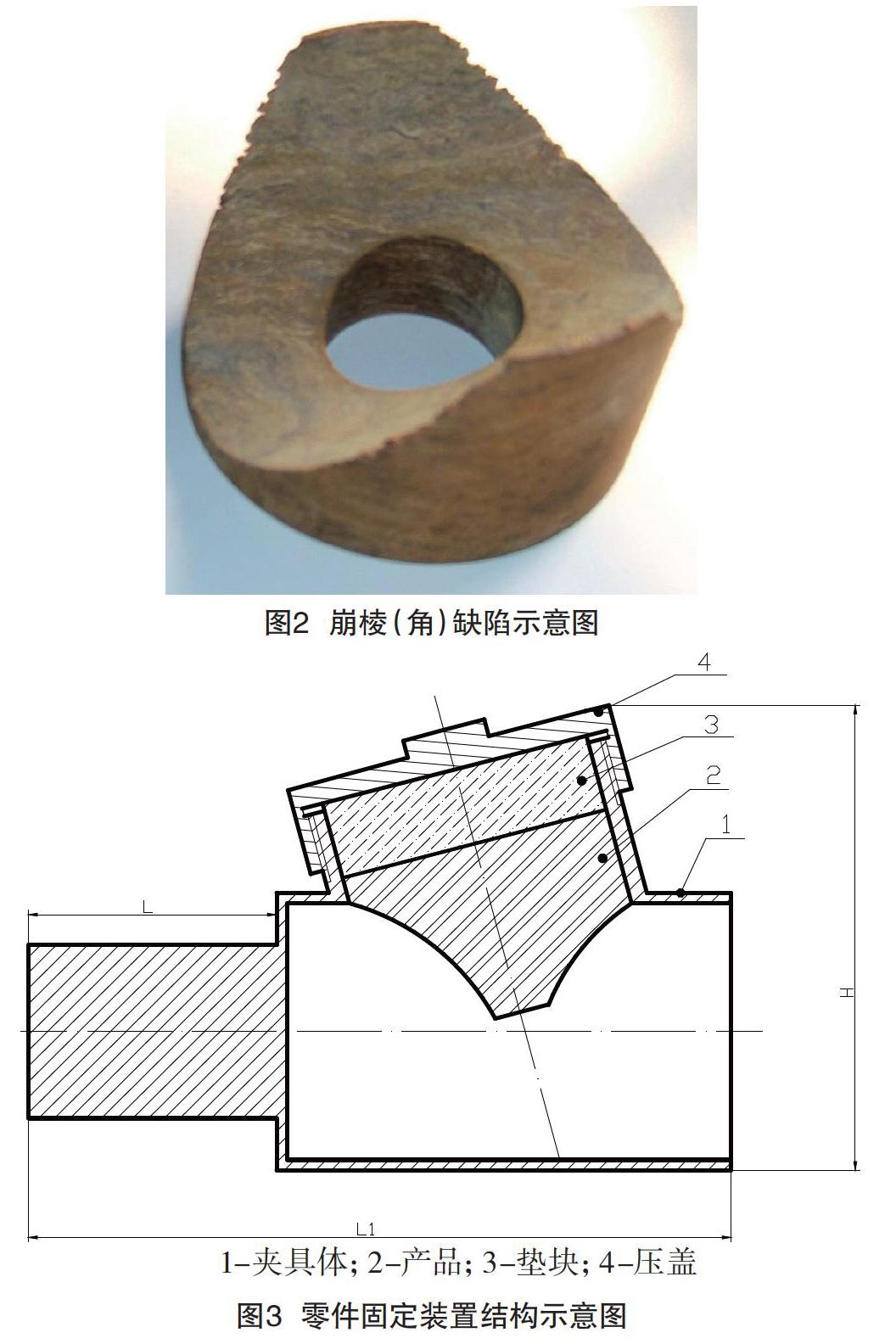
高硅氧異型零件的固定裝置(圖3)材料為鋼件,保證有足夠的強(qiáng)度,包括夾具體(1)、墊塊(3)、壓蓋(4),其中夾具體(1)采用階梯軸的形式與設(shè)備連接,連接方便直接,壓蓋與夾具體兩部分通過螺紋連接方式;高硅氧異型零件的固定裝置中的夾具體由兩個回轉(zhuǎn)體相貫焊接而成,兩個回轉(zhuǎn)體軸線成105°,之后對工裝的Φ64內(nèi)型面進(jìn)行精加工,尺寸及形位精度滿足產(chǎn)品的要求,解決了異型曲線型面軸線與裝夾軸線不重合,且成105°的裝夾加工問題。通過設(shè)計專用的定位工裝,解決裝夾,保證角度及對稱度的幾何公差的要求,消除對幾何公差帶來的不利影響。
3.3 刀具材料的選取
根據(jù)復(fù)合材料的工藝特性,借鑒已有的高硅氧酚醛模壓制品機(jī)加方法與經(jīng)驗,對不同材料的刀具進(jìn)行了切削質(zhì)量的對比試驗。
根據(jù)表1,按照非金屬制品機(jī)加方法與經(jīng)驗,選用的普通YG8、YW1硬質(zhì)合金材料車刀粗車。選用砂輪,對產(chǎn)品進(jìn)行精車削加工,避免刀具與材料間的碰撞,保證產(chǎn)品型面完整。
因材料密度較低,車削力相對較小,車刀的幾何角度進(jìn)行了試切試驗,粗車車刀幾何參數(shù)結(jié)果見表2所示。車刀前角可以偏大。在前角確定后,選擇偏大的后角,可減小刀具與加工面的摩擦,提高表面加工質(zhì)量。
3.4 加工切削參數(shù)的選取
高硅氧酚醛模壓復(fù)合材料的散熱慢,脆性大,切削參數(shù)的選取直接影響切削表面的粗糙度。本文在開展高硅氧材料加工工藝研究基礎(chǔ)上,進(jìn)行了高硅氧零件的切削試驗,采用優(yōu)化的切削加工工藝參數(shù),加工后的零件經(jīng)測定,表面質(zhì)量和加工精度均較高。在加工中的切削參數(shù)選取如下。
(1)切削速度。為了提高刀具耐用度,防止切削失效影響加工質(zhì)量,車削時轉(zhuǎn)速粗車控在180r/min~300 r/min,精車時嚴(yán)格控制在500r/min~800 r/min。
(2)進(jìn)給量。過大的進(jìn)給量將使得切削力增大,降低表面粗糙度,粗車進(jìn)給量控制在0.15mm/r~2 mm/min,精車進(jìn)給量控制在0.08mm/r~0.15mm/min為宜。
(3)切削深度。切削深度可以較大,提高生產(chǎn)效率的同時對刀具耐用度和切削熱影響最小。選用粗加工取2~4 mm,精加工取0.1~0.4 mm。
4 ?結(jié)語
通過上述零件加工驗證,高硅氧酚醛模壓制品異型產(chǎn)品通過輔助工裝的使用、刀具的選取、切削工藝參數(shù)的設(shè)計等工藝優(yōu)化,可完成產(chǎn)品加工技術(shù)要求。
(1)輔助工裝夾具體、墊塊、壓蓋等組成,既滿足產(chǎn)品加工時裝夾,增強(qiáng)產(chǎn)品的剛性,又方便異型面的加工。
(2)粗加工高硅氧酚醛模壓制品可選用普通YG8、YW1硬質(zhì)合金材料刀具;精車削加工選用砂輪,可滿足產(chǎn)品加工要求;
(3)車削時轉(zhuǎn)速:粗車選取180r/min~300 r/min、精車時選取500r/min~800 r/min產(chǎn)品加工質(zhì)量較好;進(jìn)給量:粗車進(jìn)給量選取0.15mm/r~2mm/min、精車進(jìn)給量選取0.08mm/r~0.15mm/min為宜。切削深度:粗加工選取2~4 mm,精加工選取0.1~0.4 mm,產(chǎn)品加工效率較高。
參考文獻(xiàn)
[1] 吳國君.高硅氧加工工藝[J].湖北航天科技,2004(5):28-35.
[2] 汪周斌,付曉陽.復(fù)合材料加工技術(shù)研究[J].科技資訊,2011(21):58.
[3] 楊東軍,艾傳智.高硅氧玻璃纖維復(fù)合材料的切削加工實(shí)驗研究[J].航天制造技術(shù),2005(2):21-23.
[4] 肖繼明,侯曉莉.高硅氧玻璃纖維/酚醛樹脂復(fù)合材料切削力的試驗研究[J].宇航材料工藝,2009,39(3):64-67,73.