鍋爐水冷壁管更換流程的組織管理與優(yōu)化
2019-03-11 02:46:20神華國(guó)華寧東發(fā)電有限公司田敬元
中國(guó)電業(yè)與能源 2019年1期
神華國(guó)華寧東發(fā)電有限公司 田敬元
本案例主要涉及該公司鍋爐的受熱面檢修工作。鍋爐為亞臨界、一次中間再熱、自然循環(huán)、循環(huán)流化床鍋爐。鍋爐主要由一個(gè)寬30189毫米、深9831毫米膜式水冷壁爐膛,三臺(tái)旋風(fēng)分離器和一個(gè)尾部豎井三部分組成。
現(xiàn)代鍋爐均采用膜式水冷壁作為最主要的蒸發(fā)受熱面,是將鰭片管(或扁鋼與光管)相互焊接在一起組成的整塊管屏。本鍋爐水冷壁管管材為SA-210C,規(guī)格為 φ57×6.5毫米(管道外徑為57毫米,壁厚為6.5毫米)。膜式水冷壁如圖1所示。
水冷壁管道更換流程及問(wèn)題
防磨防爆工作規(guī)定,凡是低于5.2毫米壁厚的水冷壁管必須進(jìn)行更換。循環(huán)流化床鍋爐運(yùn)行一個(gè)周期后,往往需要更換很多水冷壁管道。公司1號(hào)機(jī)組連續(xù)高負(fù)荷運(yùn)行已達(dá)300天,估計(jì)鍋爐水冷壁磨損較為嚴(yán)重。按照年度計(jì)劃,將安排1號(hào)機(jī)組實(shí)施計(jì)劃小修,期間進(jìn)行較高工作量的換管工作。
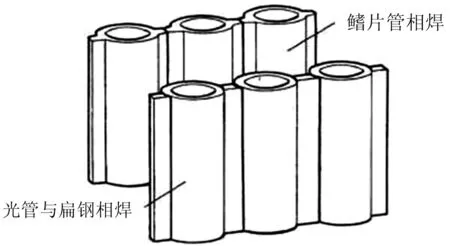
圖1 膜式水冷壁示意圖
在以往的換管工作中,曾經(jīng)發(fā)生幾類(lèi)問(wèn)題:一是人員組織嚴(yán)重不足,檢修進(jìn)度受到明顯影響。二是出現(xiàn)檢修質(zhì)量問(wèn)題,檢修后有水冷壁管泄漏,水壓試驗(yàn)不成功等等。
為此,公司提出水冷壁換管工作是本次機(jī)組檢修的主線,不能出現(xiàn)任何差錯(cuò)。同時(shí)確定主要目標(biāo)如下:一是必須嚴(yán)格保證質(zhì)量,一次水壓成功,修后無(wú)質(zhì)量失效事件。二是要盡量縮短工期,控制在3天以內(nèi)。三是要盡可能節(jié)省人工費(fèi)用。
基本情況判定
檢修項(xiàng)目小組按照要求制作更換一根水冷壁管段主要施工工序步驟及管控資源配置情況表(見(jiàn)表1)。
正如《Wallpaper》主編托尼·查伯斯(Tony Chambers)在展望未來(lái)設(shè)計(jì)趨勢(shì)時(shí)說(shuō),“游戲規(guī)則已經(jīng)變了。如果設(shè)計(jì)師還像往常一樣,把風(fēng)格局限在某個(gè)產(chǎn)品的設(shè)計(jì)上,那就落伍了。人們需要的是整體感,那種自然之風(fēng)撲面而來(lái)的感受。”
(一)按照以往經(jīng)驗(yàn)預(yù)測(cè),將更換100根平均2米長(zhǎng)的管段,據(jù)此安排施工方案并配置施工人員。不能準(zhǔn)確計(jì)算切割與焊接鰭片的量,但是基本平均每根2米管道對(duì)應(yīng)切割與焊接鰭片2米,按此進(jìn)行鰭片焊接量計(jì)算。
(二)為了確保高空作業(yè)安全,施工人員后半夜不施工。每天兩班,由8時(shí)至16時(shí),以及16時(shí)至24時(shí),每班8小時(shí)(實(shí)際工作時(shí)間為7小時(shí),中間有1小時(shí)班中就餐時(shí)間),后夜班不工作。
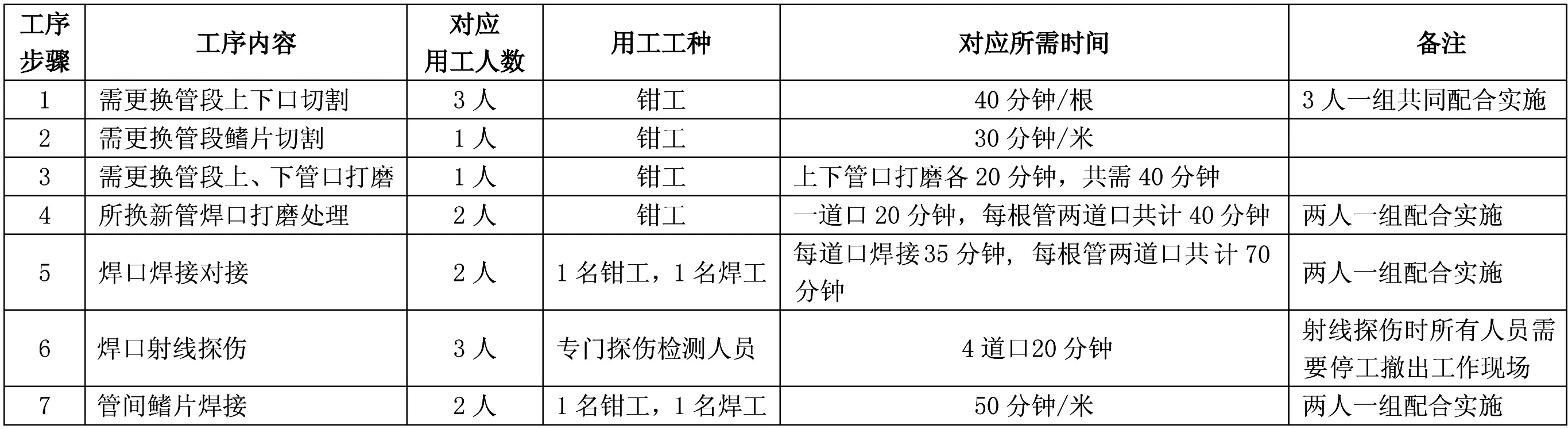
表1 更換一根水冷壁管段工序步驟及主要施工人員配置情況
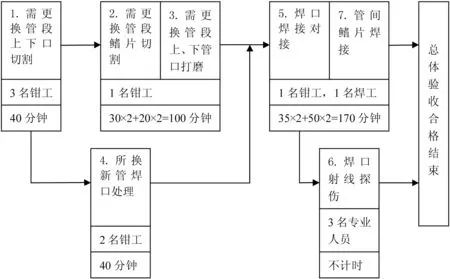
圖2 第一次優(yōu)化后流程圖
(三)為確保總工期在規(guī)定范圍內(nèi),對(duì)換管工期給定在3天之內(nèi),公司領(lǐng)導(dǎo)提出要高效優(yōu)化管理流程,在確保質(zhì)量的前提下,達(dá)到時(shí)間控制目標(biāo)或優(yōu)于目標(biāo),并爭(zhēng)取人工用量最合理。
工作量計(jì)算假設(shè)條件如下:
(1)水冷壁管道更換多數(shù)為1.5~2.5米范圍。為此假設(shè)每根管道平均切割與焊接鰭片2米。(2)切割與焊接鰭片不能準(zhǔn)確計(jì)算,但是基本平均每根2米管道對(duì)應(yīng)切割與焊接鰭片2米,按此進(jìn)行鰭片焊接工作量計(jì)算。
研究流程并確定施工方案
(一)首先探討工藝流程中主要路徑以及是否可以優(yōu)化組合。結(jié)果如以下三個(gè)方面。
第一方面,第4步所換新管焊口處理可以單獨(dú)提出來(lái),專(zhuān)人實(shí)施與第2、3步同步進(jìn)行。
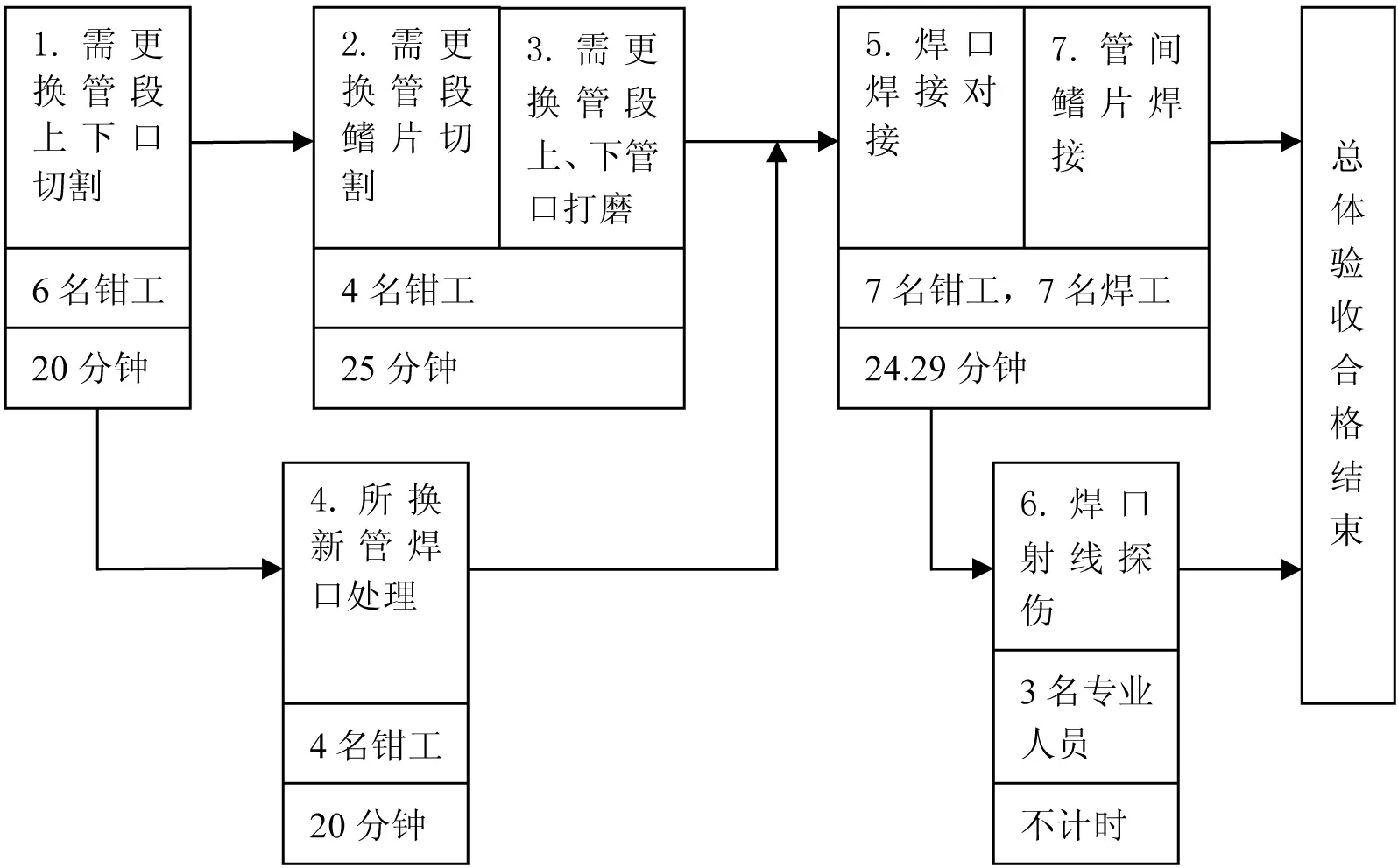
圖3 利用優(yōu)化流程更換100根管資源配置圖
第二方面,如果完全等待完成第6步后才允許進(jìn)行第7步,效率會(huì)很低。這是因?yàn)樯渚€探傷工序過(guò)程中,為了避免人員受到射線傷害,所有人員必須全部撤出,所有工作全部停止。所以這項(xiàng)工作只能放置于班中就餐時(shí)間段以及后夜班獨(dú)立進(jìn)行(允許后夜班探傷工作)。若等待,第7步可進(jìn)行等待。但是小組研究討論后認(rèn)為第6步焊口射線探傷工序可以不作為必經(jīng)工序,理由是當(dāng)前出現(xiàn)不合格焊口的概率已經(jīng)很低,只要嚴(yán)格過(guò)程把關(guān),質(zhì)量驗(yàn)收合格率基本能達(dá)到98%以上,很少返工處理。如果這樣安排,可以大大提高人員綜合使用效率。并且從技術(shù)角度來(lái)看,只要焊接鰭片不焊接到管段新焊口處即可不妨礙探傷,并且及時(shí)返工也不受影響,這樣可以焊接距離焊口較遠(yuǎn)的鰭片。這樣給工作帶來(lái)極大方便。對(duì)于其他步驟1、2、3、5、7 必須嚴(yán)格按照工序順序?qū)嵤?/p>
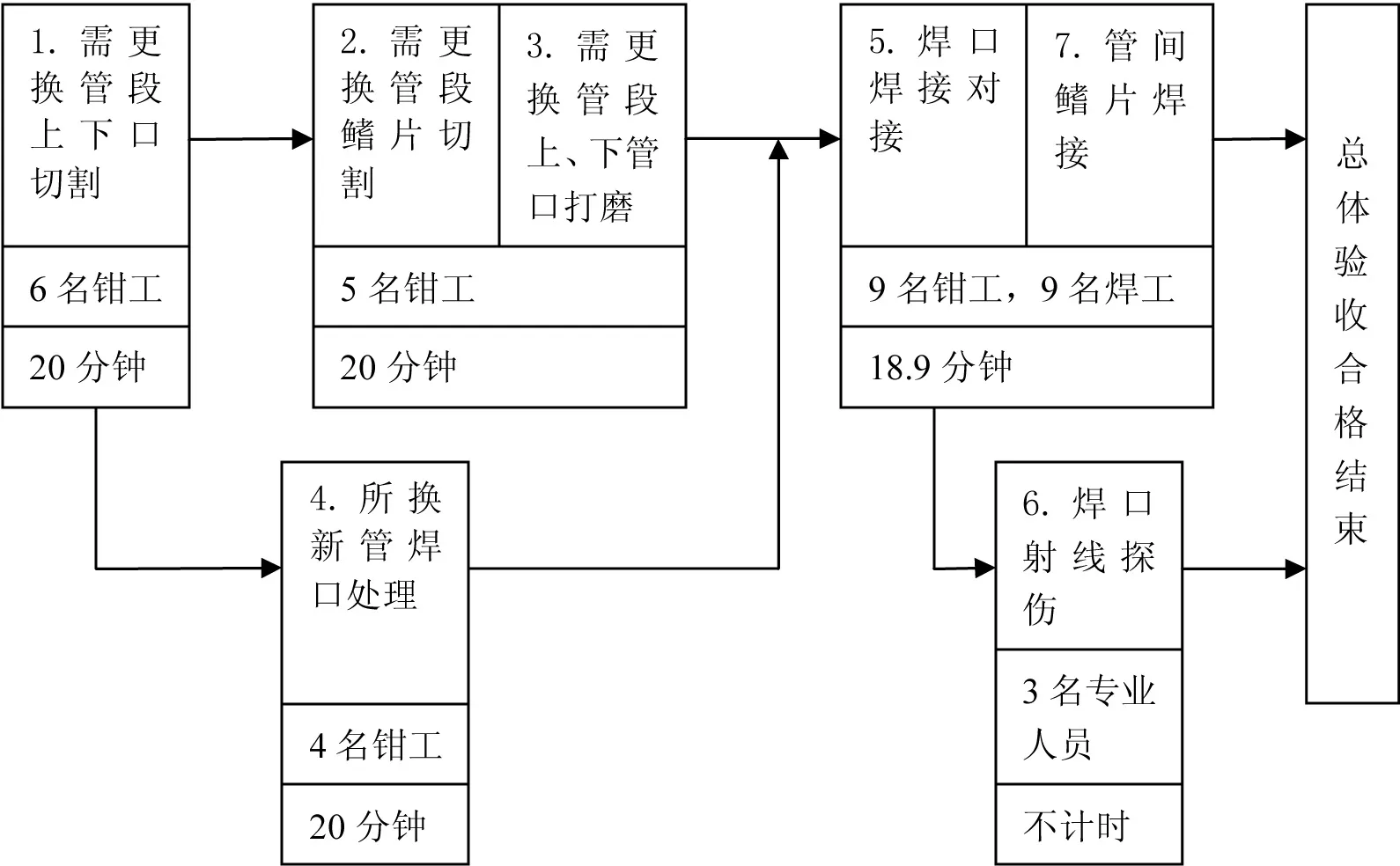
圖4 更換100根管最終方案資源配置圖
第三方面,組織技術(shù)人員同時(shí)將工序按照相同人員組合處理工序集群,比如第2、3步由相同人員順序完成,第5、7步由相同人員順序完成。結(jié)果流程優(yōu)化(見(jiàn)圖2)。
(二)根據(jù)流程優(yōu)化知識(shí),計(jì)算各個(gè)基本工序(集群)所需人員及產(chǎn)出周期。
根據(jù)工期要求計(jì)算理論最長(zhǎng)產(chǎn)出周期如下:
更換管段(不含探傷)三天有效工作時(shí)間為 60×7×2×3=2520 分鐘;更換100根2米長(zhǎng)管段,平均每根需要2520÷100=25.2分鐘(周期)。由此得出,必須將最長(zhǎng)生產(chǎn)周期工序控制在25.2分鐘之內(nèi)。
第1步若控制在25分鐘范圍內(nèi),則 40÷25.2=1.6組,即為2組人,即為6名鉗工,那么其周期時(shí)間為40÷2=20分鐘;
第2步加第3步工序若控制在25分鐘范圍內(nèi),則100÷25.2=4組,即為 4名鉗工。那么其周期100÷4=25分鐘;
第5步加第7步若控制在25分鐘范圍內(nèi),則 170÷25.2=6.75 組,即為 7 組人,即為7名鉗工與7名焊工。那么其周期為 170÷7=24.29 分鐘;
第4步與第2、3步同時(shí)進(jìn)行,相對(duì)獨(dú)立,但也須控制在25分鐘之內(nèi),則40÷25.2=1.6組,即為 2組人,即 4 名鉗工,其周期為 40÷2=20 分鐘;
第6步因探傷時(shí)間利用班中就餐時(shí)間以及后半夜時(shí)間已經(jīng)足夠,對(duì)其時(shí)間不予以考慮,由檢測(cè)人員自行安排。
將上述計(jì)算結(jié)果填入流程圖(見(jiàn)圖 3)。
根據(jù)圖3流程配置情況,計(jì)算得出:共需要鉗工 6+4+7+4=21 人,共需要焊工7人,共需要射線探傷專(zhuān)業(yè)人員3人。
根據(jù)此工作組合安排后,其生產(chǎn)周期為25分鐘,按照原計(jì)劃約束工作時(shí)間,產(chǎn)能為 2520÷25=100.8 根。
(三)因?yàn)楣て诳梢蕴崆安荒芡坪螅鶕?jù)實(shí)際情況,為了安排更加保險(xiǎn)起見(jiàn),并將產(chǎn)出周期同時(shí)向20分鐘靠攏,提高所有集群產(chǎn)能利用率,有關(guān)負(fù)責(zé)人建議在第2、3道工序組合增加一人,即安排5人,則其生產(chǎn)周期變?yōu)?0分鐘;在第5、7道工序增加2名鉗工以及2名焊工,即安排9名鉗工以及9名焊工,則其生產(chǎn)周期為18.9分鐘。大家認(rèn)為這樣安排更為合理,并具有一定回旋余地,確定為最終方案。
根據(jù)上述最終方案計(jì)算得出:共需要鉗工 21+1+2=24人,共需要焊工 7+2=9人,共需要射線探傷專(zhuān)業(yè)人員3人。除去探傷人員,總共需要33人,按照以往經(jīng)驗(yàn)來(lái)看,承包商人數(shù)在可控范圍之內(nèi)(鍋爐內(nèi)作業(yè)屬于高風(fēng)險(xiǎn)作業(yè),人員不是多多益善,要控制不能有過(guò)多人同時(shí)施工,否則安全難以控制)。
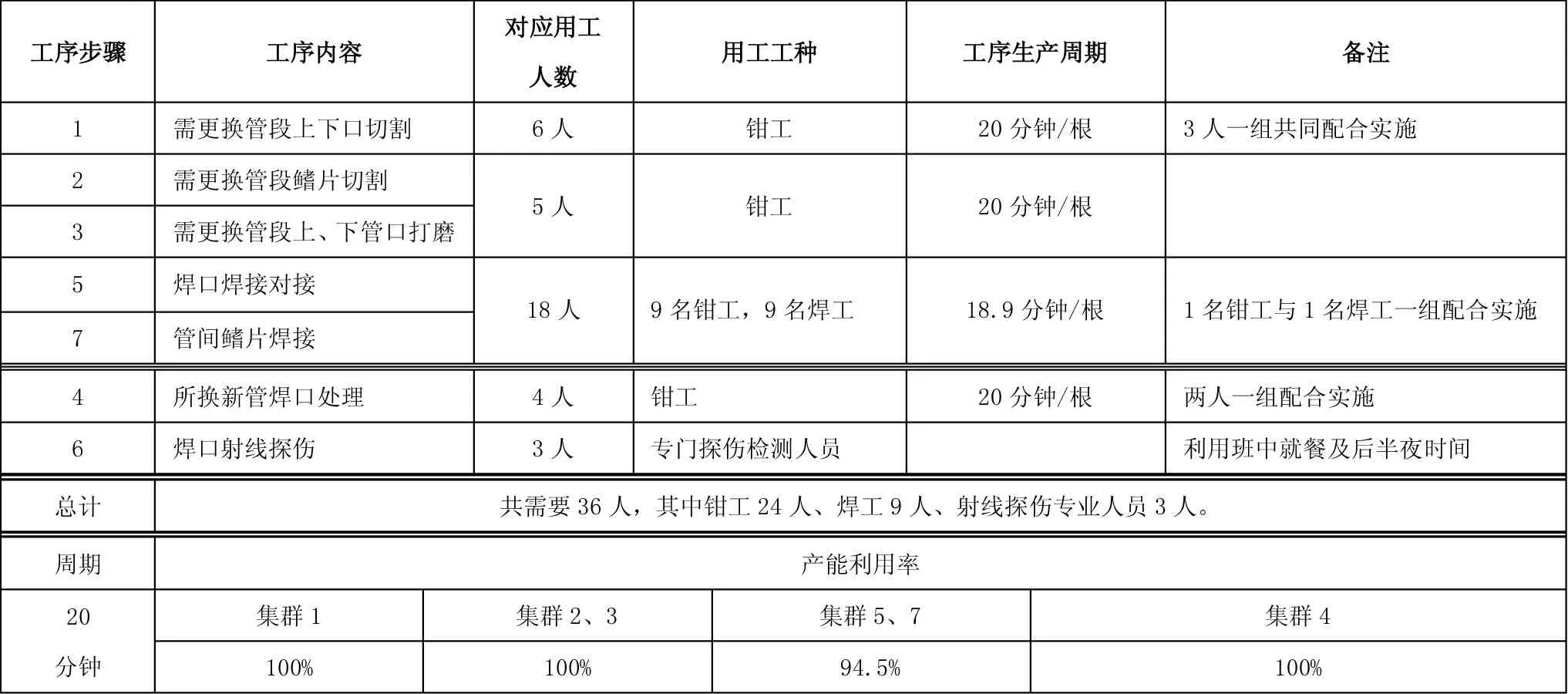
表2 更換100根管最終方案工序安排以及人力資源配置表
根據(jù)此最終方案組合安排后,其總體流程生產(chǎn)周期為20分鐘,按照原計(jì)劃約束工作時(shí)間,產(chǎn)能為2520÷20=126根。若更換100根2米長(zhǎng)水冷壁管段則需要時(shí)間為20×100=2000分鐘,比給定時(shí)間提前520分鐘(8.67小時(shí),約一個(gè)工作班時(shí)間),這樣可以將主線工期提前,提前發(fā)電帶來(lái)效益增加,又提高了勞動(dòng)利用率,同時(shí)對(duì)于工作安排留有回旋余地,應(yīng)對(duì)意外事件更為靈活。
繪制更換100根管最終方案流程圖(見(jiàn)圖 4)、資源配置表(見(jiàn)表 2)并計(jì)算相關(guān)流程管控?cái)?shù)據(jù)。
關(guān)于費(fèi)用與質(zhì)量管理
對(duì)于費(fèi)用管理,小組經(jīng)過(guò)討論,最終確定采用計(jì)件工資制,確定每一道焊口、每米鰭片焊接人工單價(jià),根據(jù)工作量據(jù)實(shí)結(jié)算,返工工作量不予以追加費(fèi)用。
同時(shí),管理小組要求,必須加強(qiáng)過(guò)程管控,必須精細(xì)化管理。最終,在原有質(zhì)量管控措施基礎(chǔ)之上,大家又制作了《水冷壁換管檢修驗(yàn)收工序卡》。為了全面落實(shí)責(zé)任制,對(duì)應(yīng)工作人員進(jìn)行了責(zé)任區(qū)域分解并明確,對(duì)應(yīng)驗(yàn)收工序卡分區(qū)分段明確人員負(fù)責(zé),并逐條逐級(jí)驗(yàn)收簽字,用以嚴(yán)格落實(shí)責(zé)任制,做到可追溯。同時(shí)明確了質(zhì)量標(biāo)準(zhǔn),要求必須逐條落實(shí),加強(qiáng)質(zhì)量管控。■