船體整體建造中應力集中的消除技術
2019-03-12 22:39:58黃堅
珠江水運 2019年3期
關鍵詞:焊接工藝
黃堅
摘 要:船舶的性能與建造過程中的焊接工藝參數有著密切的關聯,如果焊接部位出現應力集中現象,將會對船體的強度造成影響。基于此,文章分析了船舶整體建造過程主要部件的質量控制,圍繞建造過程中針對消除應力集中的工藝展開探究,總結產生應力集中現象的主要原因,并在此基礎上制定出合理的工藝方案,可為相關施工人員提供參考。
關鍵詞:船舶建造 焊接工藝 應力集中
隨著船舶制造業的發展,對船舶整體質量提出了較高的要求,由于船舶的特殊性,在建造過程中通常采用整體建造法,但在此過程中各類受力構件極容易受到影響,會在局部位置產生應力集中現象,進而致使結構變形。基于減少應力集中的目的,在建造過程中應具有針對性地制定出合理的施工工藝,由此消除應力集中現象,確保船體建造質量。
1.船舶整體建造過程主要部件的質量控制分析
1.1船舶整體建造船臺地基的質量控制
在進行基礎船臺建造時,宜引入重型壓路機,由此提升碾壓質量,確保船臺的承壓能力達到設計標準。在壓實過程中,應對左右舭部等部位進行澆筑處理,由此形成邊長為0.75m的方形水泥墩。在此部分結構的作用下,可以顯著提升船臺的承載能力。在設置好方形水泥墩后,應在其中選定10來個固定監測點,由此展開檢測工作,全面掌控船體變形特性。
要想全面提升船體胎架質量,就必須做好前期的設計工作,首先對船體基線進行測量,由此明確船臺的首尾高差情況;對船舶的結構形式進行分析,以此為參考確定主胎架龍骨的數量,而后采用鐵墩對其進行定位處理,進而提升其穩固性。根據船舶的使用需求,單個墩的承載量至少應達到10t。此外,在確定胎架龍骨間距時,應綜合參考主龍骨的間距,二者應具有一致性,而后使用測量工具對胎架龍骨的平整度進行測量,確保二者共處一個平面上。
1.2船舶整體建造船臺龍骨板鋪裝及底板肋骨線勘劃的質量控制
(1)在實際操作過程中,應注重激光經緯儀的擺放位置,即需要位于船臺中心線的端點位置,而后發射激光至尾端位置。此時需要設置多個點,將其連接后便可成為船臺中心線,各個點的距離宜控制在1.5~2m范圍內。
(2)當結束船臺的鋪裝作業后,應在船臺底板中心線上畫出對應的肋骨位置線,線應由多個跨檔點構成,而后對肋骨進行編號,賦予其獨一的身份。
(3)在高度標桿上設置高度線,此外還需要設置基準水線等各類理論高度線。經過此環節后,可以提升后續船臺鋪裝等作業的精確性。
2.船舶整體建造過程消除應力集中工藝分析
2.1采用合理的焊接順序和方法
(1)無論是鋼板還是焊縫,必須確保其一側具有一定的自由收縮性。
(2)對焊縫的性質進行分析,對于剛性拘束較小的焊縫應優先進行處理。
(3)若出現構架與板接縫相交的情況,此時在形成對接縫的同時還會形成角接縫,在焊接時應優先對前者進行處理。
(4)對所需焊接的部位進行分段,在焊接過程中首先需要對中部進行焊接,而后向左右兩端同時延展,由此提升結構的均勻性。
(5)對于存在于同一斷面內的構件而言,應注重焊接工序:首先進行大接頭對接縫的處理,當結束此部分作業后,再對其他構件對接縫進行處理,最后進行角焊縫處理。基于此方式,可以大幅緩解大接頭的殘余拉應力。
(6)若角接縫的位置貼近大接頭肋骨處,此時應優先對大接頭進行焊接,而后再進行此部分焊接。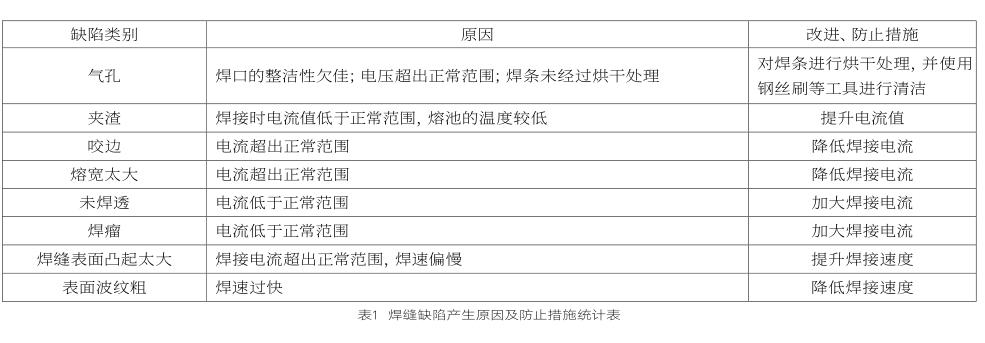
2.2選擇合理的焊接工藝參數
在確保焊接質量的前提下,應在最大程度上減小焊接線能量,具體來說:對于手工電弧焊方式而言,應將焊接電流穩定在下限狀態,此時可以緩解焊件的受熱程度,削弱焊接的殘余應力。
2.3預留變形余量
在進行裝焊補板作業時,受其結構特殊性的影響,無法進行自由的收縮,此時便會產生應力集中現象,并致使結構出現裂紋,在對焊縫進行焊接作業時會產生一個較大的拉力,此時結構板出現拉平現象,進而減小焊接殘余應力。
2.4焊接電流電壓的控制
在整個船舶建造過程中廣泛使用了手工電弧焊技術,其技術施工原理見圖1,該技術對焊接電流的依賴程度極高,當電流值超出正常范圍時便會出現焊縫熔深現象,此時極容易形成結構凸起;當電流值低于正常范圍時,便會存在難以起弧的問題,并對焊接進度造成影響,極容易出現熄弧現象。在船舶建造過程中,應對焊條的直徑進行分析,以此為參考設置合理的焊接電流值。在實際操作過程中,諸如藥皮等材料均會對電流造成影響,因此即便焊接電流足夠大,但受藥皮高度導電性的影響,便會導致木材出現過熱脆化現象。此外,當熔池凝固所需的時間較長時,焊縫的寬度也將隨之增加;當焊接速度超出正常范圍時,便會縮短熔池冷卻時間,此時極容易出現氣孔、裂縫等現象。在確定焊接速度時,應對焊接運條方式進行分析。通常情況下,運條方式大多表現為橫向擺動式。由于船舶工程對焊縫的晶粒密度提出了較高的要求,因此在建造過程中應遵循多道、多層的焊接方式。
3.焊縫缺陷產生原因及防止措施
總結船舶建造經驗可知,焊縫的形式多種多樣,對應的成因也存在差異,此時需要采取針對性的措施加以解決,具體內容如表1所示。
船舶建造是一項極為復雜的工程,其與船體構件有著密切的關聯。在船舶建造過程中,需依據所選用的構件確定合適的焊接速度,設置監測點頻繁對船臺基線等參數進行測量;并展開數據對比工作,明確船體結構的變形狀況,由此做出針對性的改正,從最大限度上緩解應力集中現象。
4.結束語
綜上所述,在船舶建造過程中極容易受到應力集中現象的影響,此時構件會出現明顯的開裂現象。對此,文章提出了可行的應力集中消除措施,具體涉及焊接工序、工藝參數以及電流控制等多方面內容,基于多方位的工作,最終消除應力集中現象,推動船舶建造工作的開展,提升船舶的整體性能水平。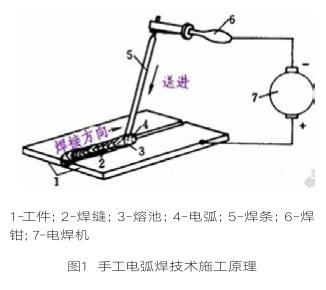
參考文獻:
[1]張岳林,彭飛,牟金磊.單點腐蝕參數對船體板應力集中影響研究[J].船舶工程,2015(03):66-69.
[2]侯志鵬.船舶整體建造過程中消除應力集中工藝研究[J].科技風,2014(17):35.
[3]賀兵.船舶整體建造過程中消除應力集中工藝[J].科技資訊,2014(04):127-128.
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25