蘇203井區高性能合金鍍層的評價及應用
2019-04-03 07:17:12,,,,,,,
腐蝕與防護 2019年3期
關鍵詞:檢測
,, ,, ,, ,
(中國石油天然氣股份有限公司 長慶油田分公司 第六采氣廠,西安 710018)
腐蝕伴隨著國內外油氣田開發生產的整個過程,且腐蝕狀況嚴峻、類型眾多,幾乎涉及到所有的腐蝕類型[1-3]。油氣田生產過程中的腐蝕大致可分為常規化學電化學腐蝕、流體力學化學腐蝕和固體力學化學腐蝕三大類。腐蝕往往會造成油氣田中各類管線破、斷與穿孔等不可逆傷害[4-6]。蘇203區塊自2011年開發至今,部分產水氣井井筒、地面管線、集氣站分離器、閃蒸分液罐等設備陸續出現腐蝕問題,嚴重影響氣田的正常開采和運行,增加維護成本。因此,采取必要的防腐蝕措施以確保整個油氣田開發的安全勢在必行。目前,在化學和石油工業中采取的防護措施主要分為四大類:一是調整碳鋼和低碳鋼的成分,以增加金屬的耐蝕性,甚至使用非金屬材料;二是改變金屬的使用環境,以降低環境對金屬的腐蝕;三是實施電化學保護;四是采用保護性覆蓋層。保護性覆蓋層是指經過相應工藝處理,在金屬表面形成一層具有抑制腐蝕性能的覆蓋層,可直接將金屬和腐蝕介質分隔開,是防止金屬腐蝕普遍采用的一種方法。而且,越來越多的研究結果表明,油氣開采過程中,管材在極其嚴酷和復雜的環境中服役時,材料表面選用耐蝕涂層可有效隔絕腐蝕介質而達到防腐蝕效果[7],是油氣田開發生產時的重要防腐蝕手段[8-9]。
本工作調查了蘇203井區目前的腐蝕現狀,根據腐蝕情況選用合適的防腐蝕涂層來解決其腐蝕問題,以期減緩蘇203區塊腐蝕的發生,確保現場管道設備的正常安全運行,為石油化學工業中的腐蝕問題提供新的解決方法。
1 蘇203井區腐蝕現狀調研
為了明確蘇203井區氣井的腐蝕狀況,前期采用24臂MIT+MTT+MID-K組合測井儀檢測了蘇203、蘇345、蘇南35-80和G35-019等4口井的油套管腐蝕情況,見表1。由表1可見:油管的最大腐蝕速率為2.67 mm/a,腐蝕嚴重。
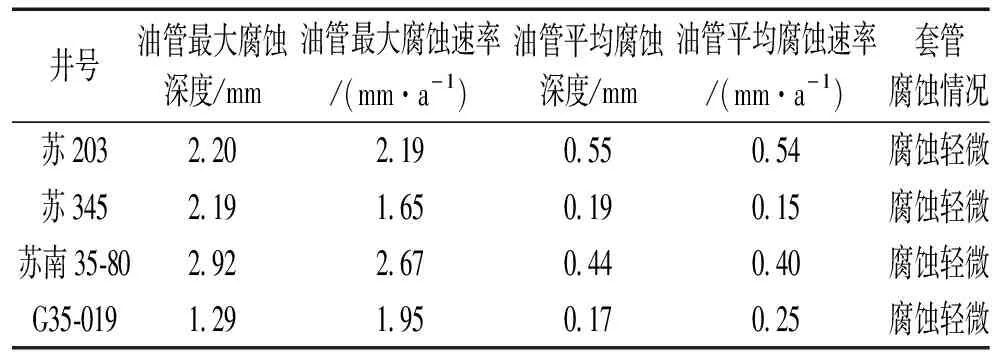
表1 4口井的油套管腐蝕情況Tab. 1 Corrosion of oil casing of 4 wells
在日常運行和檢修過程中,對采出水輸送管線進行壁厚跟蹤檢測,以統計最大腐蝕速率,結果表明:蘇南19站-蘇南18站輸水管線腐蝕情況十分嚴重,首次穿孔時間距離投產只有6個月,穿孔位置宏觀形貌見圖1;蘇南21站-蘇南18站輸水管線的最大腐蝕速率為0.36 mm/a。
站場重點設備的腐蝕情況同樣不容小覷,其中分離器積液包腐蝕最為嚴重,氣田集氣站分離器主要腐蝕部位位于下筒體積液包,目前蘇南13站、18站和21站的分離器腐蝕最為嚴重,最大腐蝕速率達2.3 mm/a。分離器腐蝕情況統計如表2所示。分離器內腐蝕形貌如圖2所示。
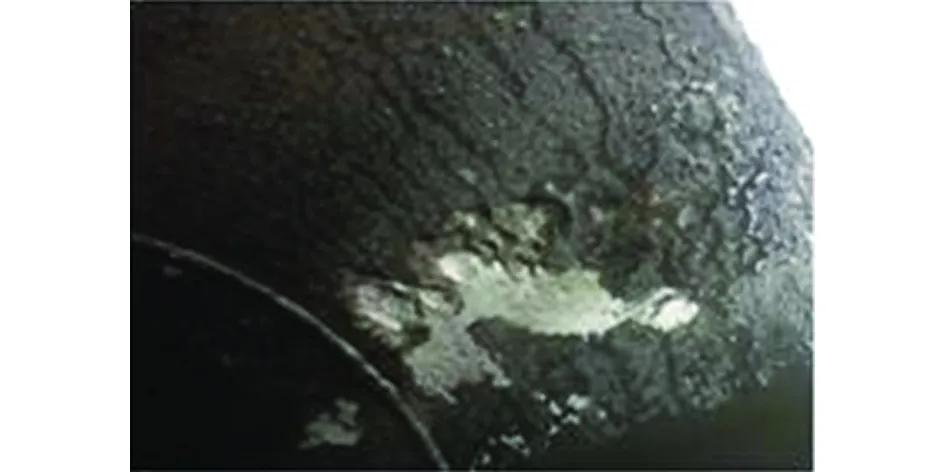
跟蹤檢測排液管線壁厚發現,集氣站排液管線均存在壁厚減薄情況,如表3所示。其中,蘇南13站排液總管腐蝕現象嚴重并發生穿孔現象,嚴重影響生產。蘇南13站站內排液總管腐蝕穿孔情況如圖3所示。
由以上調研結果表明:蘇203井區井筒、地面管線及站場重點設備均面臨非常嚴峻的腐蝕問題,嚴重影響正常的油氣田開發和生產。因此,采取有效的防腐蝕措施以減緩蘇203井區的腐蝕是今后的工作重點。
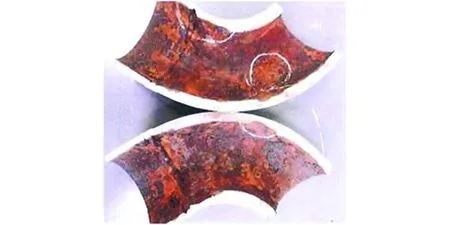
(a) 穿孔位置宏觀形貌

(b) 穿孔位置內剖面
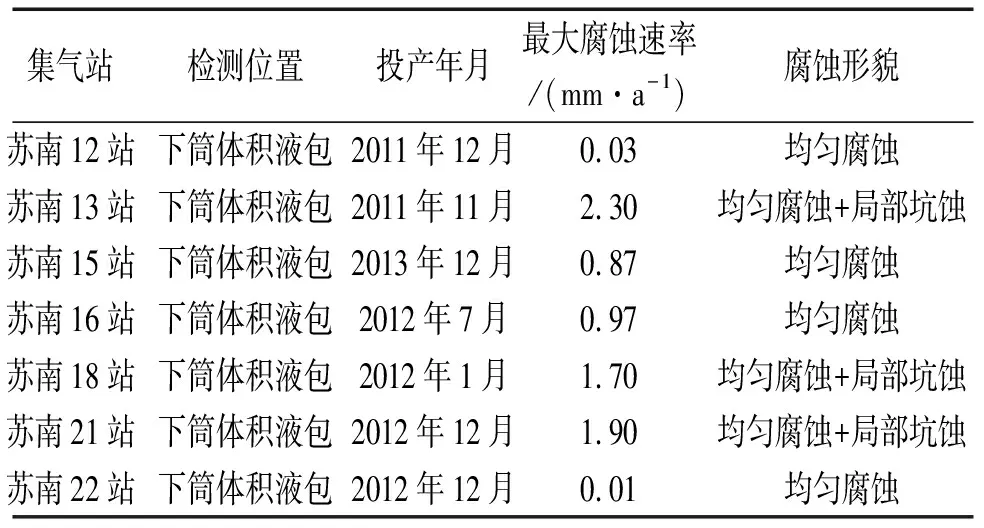
表2 各集氣站分離器積液包腐蝕情況統計表Tab. 2 Corrosion statistics of the gas station separator fluid packages
2 高性能合金鍍層的防腐蝕效果
2.1 表面形貌
針對蘇203井區特殊的腐蝕情況,采用高性能合金鍍層的內防腐蝕技術。高性能合金鍍層是唯一不經熱處理工藝、鍍態硬度可以達到HV750-1100的合金鍍層,是針對高腐蝕性油田工況(如高H2S、CO2、Cl-等)研發的鍍層。該鍍層的晶粒尺寸為5~50nm,因此也稱為納米微晶合金鍍層。鍍層的主要成分為鎳、鈷、鎢及多種稀土金屬元素。納米微晶結構極大地提高了鍍層的耐蝕性、硬度和耐磨性并賦予鍍層較低的表面能,使其具有獨特的抗結垢性能。特別適用于鐵基垢腐蝕嚴重的油田水井、回注井管與地面管線。圖4為普通碳鋼表面與鎳基納米微晶合金層表面的形貌圖。

(a) 蘇南13站
(b) 蘇南18站
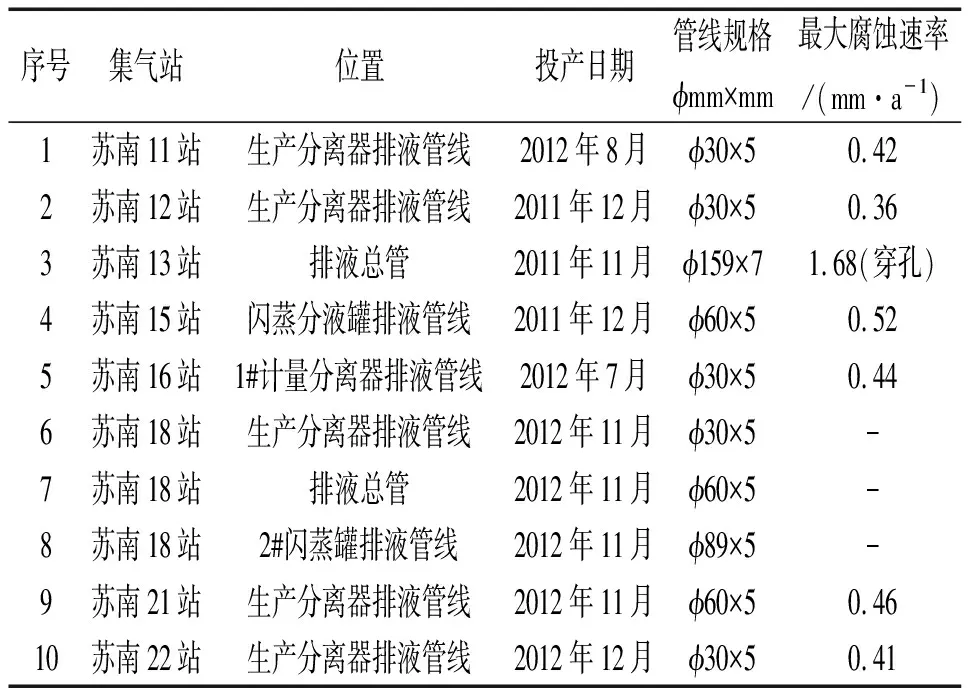
表3 各站排液管線檢測情況統計表Tab. 3 Testing statistics table of drainage pipelines at each station
由圖4可見:在500×的視野下,普通碳鋼晶粒之間的間隙均較大,而合金鍍層表面在20000×的視野下依然顯得平滑,晶粒間沒有明顯的顯微邊界與缺陷,顯微表面組織質量與均勻性較好。
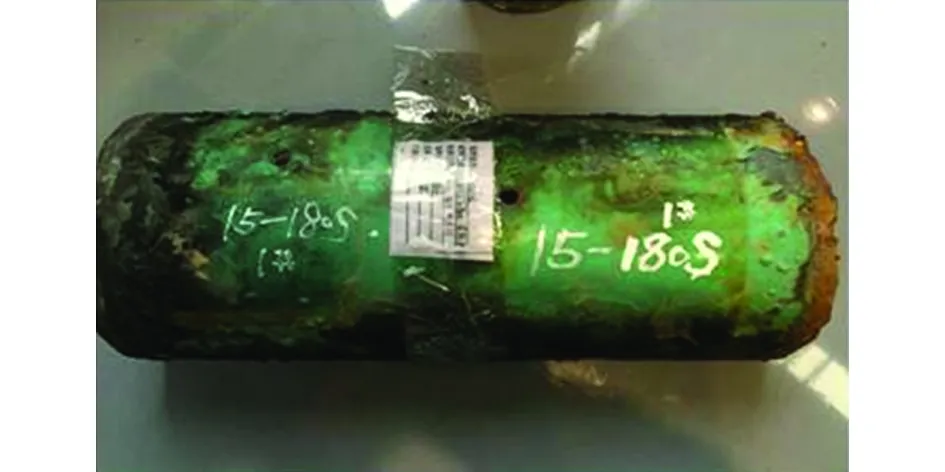
圖3 蘇南13站的排液總管腐蝕情況Fig. 3 Corrosion of the main drain pipe in Su Nan 13 station
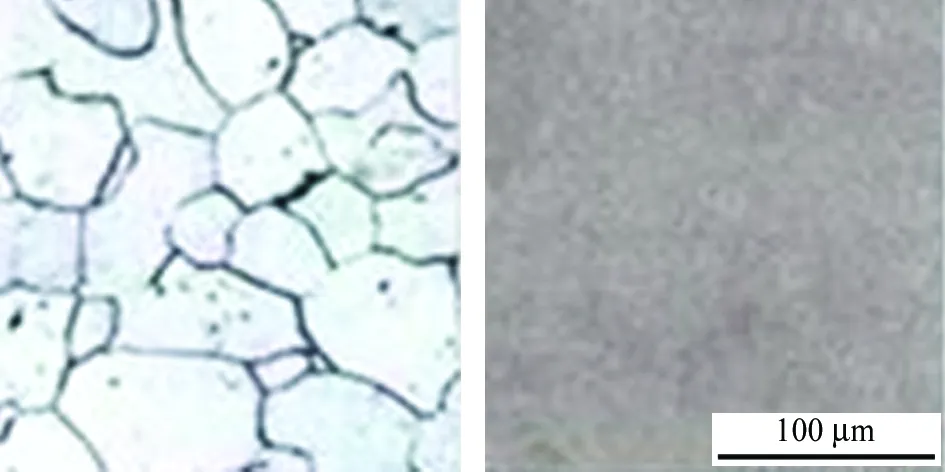
(a) 碳鋼(500×)(b) 合金(3 000×)

(c) 碳鋼(500×)(d) 合金(20 000×)
2.2 耐蝕性評價
參考GB/T 10125-1997《人造氣氛腐蝕試驗鹽霧試驗》和GB/T 4043-1999《金屬維氏硬度試驗》標準,鍍層卡式腐蝕檢測分為銅鹽加速醋酸鹽霧試驗和鍍層硬度試驗。其中,硬度試驗是測定金屬的維氏硬度。
2.2.1 銅鹽加速醋酸鹽霧試驗
試驗條件如下:溫度50 ℃,試驗時間72 h,試驗儀器12L-ISO CASS試驗箱。試驗結果表明:經過72 h試驗后,試樣表面失去光澤并有薄層淺綠色腐蝕產物,但未出現基體腐蝕,鍍層均表現出了良好的保護效果,合金鍍層的保護等級為10級。
2.2.2 維氏硬度試驗
采用MVD-1000JMT2顯微硬度計測量鍍層的硬度,結果表明試樣均滿足檢測標準要求。
2.2.3 鍍層附著力檢測
參照GB/T 5270-2005《金屬基體上的金屬覆蓋層電沉積和化學沉積層附著強度試驗方法評述》對涂層附著力進行評價檢測。
(1) 摩擦拋光試驗
試驗條件:試驗時間15 s,試驗工具直徑6 mm的光滑圓棒。試驗結果見圖5。

(a) 拋光后宏觀形貌

(b) 焊縫熱影響區
(2) 陰極剝離試驗
試驗條件:溫度90 ℃,試驗時間2 min和15 min,試驗溶液5%(質量分數)氫氧化鈉溶液(密度1.054 g/mL),電流密度10 A/dm2。試驗結果見圖6。
鍍層附著力試驗結果表明:鍍層表面未發生脫落、鼓包等現象,鍍層附著力良好。
2.2.4 鍍層抗硫化氫應力腐蝕開裂測試
參照API SPEC 5CT《第八版套管和油管規范》和NACE TM 0177-2005(A法)《H2S環境中金屬抗硫化物應力開裂和應力腐蝕開裂的實驗室試驗》對鍍層試樣進行抗硫化氫應力腐蝕開裂(SCC)測試。試驗條件如下:試驗溫度24 ℃,試驗壓力1.01×105Pa,試驗氣體H2S(采用高純N2除氧3 h),試驗溶液為H2S飽和的0.5%(質量分數)冰醋酸+0.5%(質量分數)NaCl水溶液,試驗儀器采用專用試驗裝置。SCC試驗結果見表4。

(a) 母材鍍層2 min

(b) 母材鍍層15 min

(c) 焊縫熱影響區2 min

(d) 焊縫熱影響區15 min
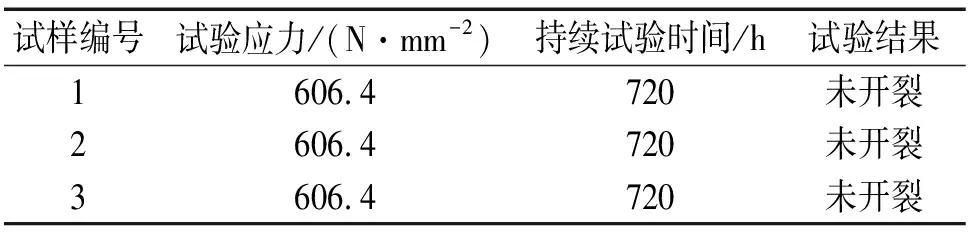
表4 抗硫化氫SCC試驗結果Tab. 4 Test results for resistance to hydrogen sulfide stress corrosion cracking
試驗結果表明:經過720 h試驗后,試樣未發生斷裂,同時用10倍放大鏡檢測未發現腐蝕及裂紋。
2.2.5 高溫高壓腐蝕試驗
采用室內高溫高壓反應釜模擬現場生產環境,對3種試樣進行高溫高壓腐蝕模擬試驗。試驗條件如下:溫度60 ℃、總壓8 MPa,CO2體積分數5.8%,H2S含量286 mg/m3,試驗溶液為蘇345井水樣,試驗時間168 h,試驗結果如表5所示。
由表5可見:鍍層能夠明顯降低試樣的腐蝕速率,其平均腐蝕速率僅為20鋼裸樣的3.84%~4.54%。
由圖7可見:鍍層試樣表面在試驗前呈古銅色金屬光澤;試驗后,用棉紗輕拭表面沉積的腐蝕產物后,鍍層試樣大部分表面仍有古銅色金屬光澤,未見明顯腐蝕。20鋼裸樣經高溫高壓腐蝕試驗后,表面粗糙呈黑色,腐蝕較嚴重。
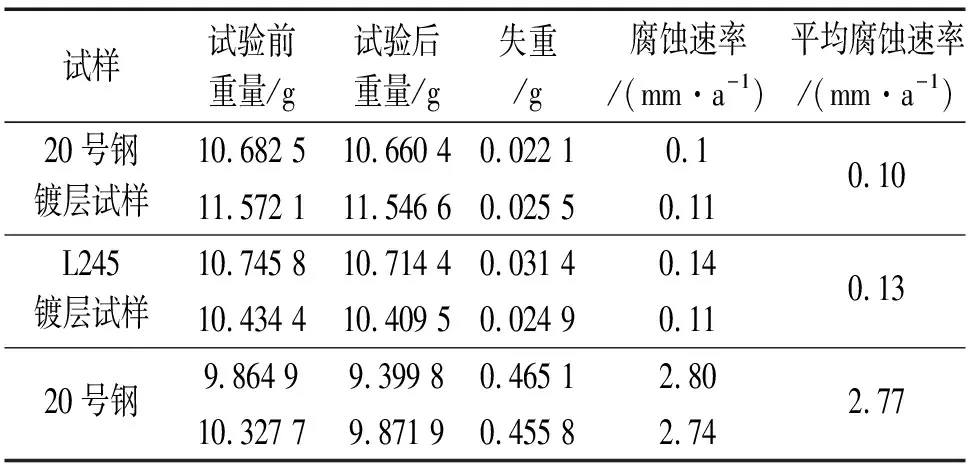
表5 高溫高壓腐蝕試驗結果Tab. 5 Results of high temperature and high pressure corrosion test

(a) 試驗前

(b) 試驗后
3 高性能合金鍍層的現場應用效果
3.1 蘇345井進站總機關
蘇345井進站球閥與閘閥之間短節進行預配并更換現有短節,新短節安裝了帶壓取換掛片裝置(分別是無鍍層20號鋼試樣和有高性能合金鍍層的20號鋼試樣),掛片時間為30 d,見圖8。
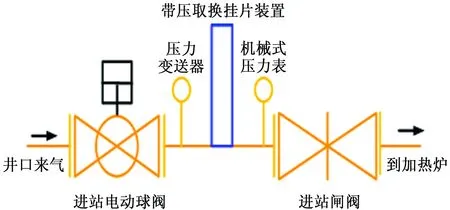
圖8 帶壓取換掛片裝置現場加裝流程Fig. 8 Replacing specimen process with pressure device installed on-site
由圖9可見:經過30 d掛片試驗后,鍍層試樣大部分表面仍露出古銅色金屬光澤,未見明顯腐蝕;20號鋼試樣表面粗糙呈黑色,腐蝕較嚴重。
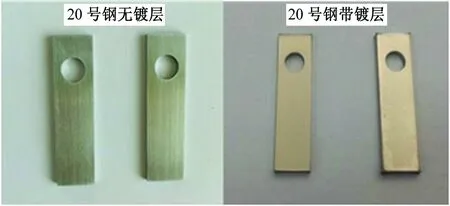
(a) 試驗前

(b) 試驗后
3.2 蘇南19站站內轉水系統試驗評價
2016年7月26日對蘇南-19站站內原輸水系統區域內原鋼制管線全部拆除,更換為納米合金內鍍層管線(基材仍為20號無縫鋼管),焊縫整體采用絲扣連接密封并在外側進行焊接加固。現場安裝示意圖如圖10~12所示。安裝完成后,定期對管線的壁厚進行檢測,結果如表6所示(管線服役時間為221 d)。
由表6可見:更換高性能納米合金鍍層的管線后,蘇南19站轉水系統未發生過刺漏,對彎頭和三通的壁厚進行檢測,未發現壁厚明顯變薄,忽略人工測量誤差,壁厚基本無變化。因此,高性能納米合金鍍層非常適合管道內壁對于防腐蝕、耐磨、抗結垢的技術要求,在203井區試驗效果良好,可進一步推廣使用。

圖10 焊縫內部絲扣連接,外部焊接Fig. 10 Weld internal threaded connections, external welding

圖11 工廠預制,現場安裝Fig. 11 Factory prefabrication, site installation

圖12 安裝完成Fig. 12 Completeness of the installation
4 結論
(1) 蘇203井區腐蝕情況嚴重,井筒、地面管線、站場重點設備及水處理系統都存在不同程度的腐蝕,腐蝕最嚴重部位的腐蝕速率為2.3 mm/a,出現穿孔現象,嚴重影響油氣田的開發和生產。
(2) 高性能合金鍍層是一種具有良好硬度、耐磨性和耐蝕性的超細晶粒合金結構。通過進行室內鍍層卡式腐蝕檢測、鍍層附著力檢測、鍍層抗硫化氫應力檢測發現,鍍層具有良好的性能。高溫高壓腐蝕試驗結果表明,納米微晶合金鍍層能夠明顯降低試樣的腐蝕速率,其平均腐蝕速率為未鍍層試樣的3.84%~4.54%。
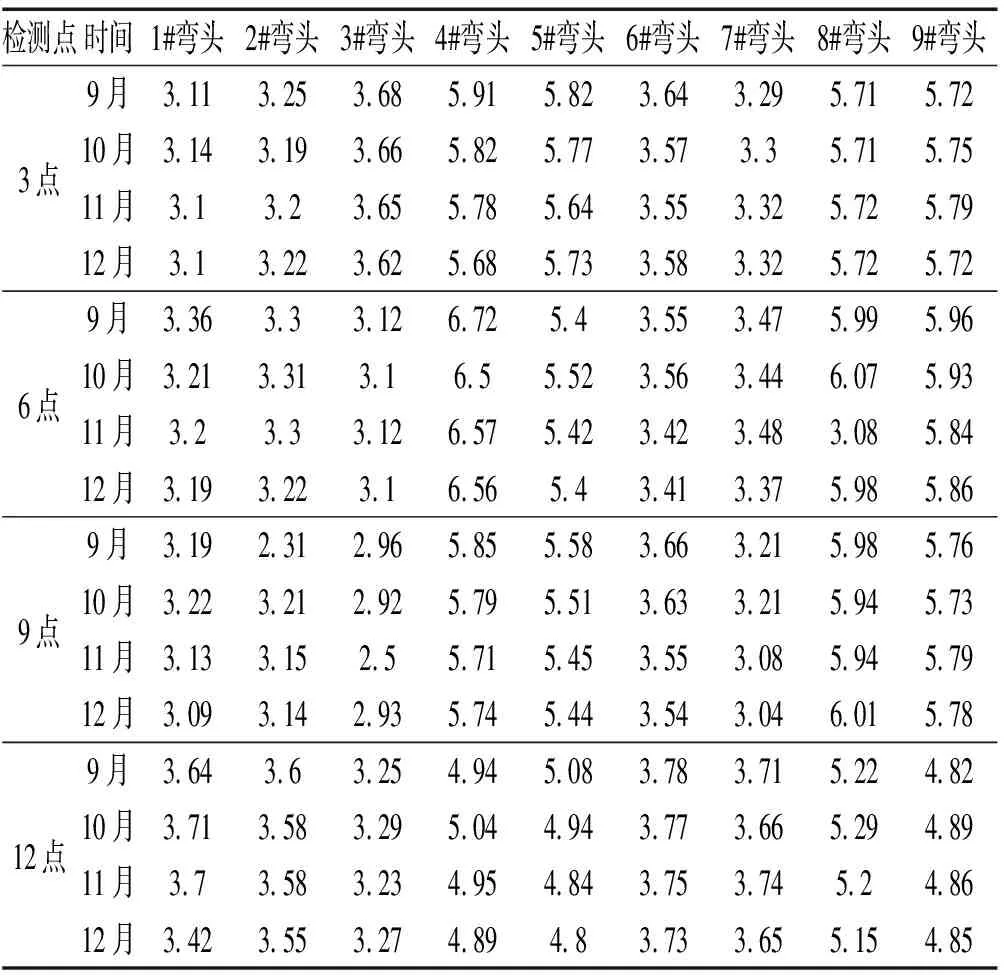
表6 蘇南19站管線壁厚檢測跟蹤記錄Tab. 6 Wall thickness detection tracking record in Su Nan 19 station
(3) 在蘇345井進站總機關和蘇南19站站內轉水系統進行現場應用試驗,分析壁厚檢測跟蹤記錄和掛片試驗數據,未發現壁厚明顯變薄且掛片未見明顯腐蝕,表明高性能合金鍍層具有良好耐蝕性,可推廣使用。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
