不銹鋼單側磁控電阻點焊工藝研究
2019-04-23 07:33:00韓曉輝葉結和李永兵
中國機械工程 2019年7期
關鍵詞:磁場
徐 野 祁 麟 韓曉輝 葉結和 李永兵
1.中車青島四方機車車輛股份有限公司,青島,2661112.上海交通大學機械系統與振動國家重點實驗室,上海,2002403.上海交通大學上海市復雜薄板結構數字化制造重點實驗室,上海,200240
0 引言
隨著城市化進程的加快,軌道交通已成為完善城市建設、推動經濟發展的重要保障。不銹鋼材料因其具有良好的抗腐蝕性能、機械性能及外觀美觀等優點,在現有軌道車輛車體中得到廣泛應用[1]。電阻點焊工藝具有熱輸入量較小、成本低、工藝適應性好、焊接質量可靠等優點,是目前各類不銹鋼車體中最主要的點連接工藝,平均每輛不銹鋼車體焊點總數可達30 000個。然而,不銹鋼具有電阻率大、熱導率小、熱膨脹系數大、高溫強度高等特性,在焊接過程中容易產生裂紋、縮孔、晶間腐蝕、晶粒粗大等焊接缺陷[2-4]。生產過程中常通過增大電極壓力、增大焊接電流等方法來增加總體熱輸入量,或者采取焊后熱處理(如焊后回火)的方式來改善熔核內部組織,提升接頭焊接質量[5]。然而這類方法需要消耗更多能量,增加焊接工序,加速電極帽磨損,最終拖慢生產進度從而增加生產成本。
磁控電阻點焊是一種基于傳統電阻點焊工藝,通過外加磁場對熔核中液態金屬進行電磁攪拌的一種新型電阻點焊工藝方法。沈琦等[6]通過研發一種上下對稱布置的圓柱形軸向充磁永磁體裝置,研究了外加磁場對高強鋼DP590/780/980等材料的接頭性能影響規律,驗證了外加磁場可以通過非接觸式攪拌對焊核的形核過程產生影響,從而達到增大熔核直徑、細化晶粒組織、提升接頭力學性能的目的。羅震等[7]設計了一種大直徑上下對稱布置的圓柱形軸向充磁永磁體裝置,研究了外加磁場作用下鎂合金、鋁合金的焊接過程。實驗表明,外加磁場對輕質金屬的熔核直徑、力學性能具有顯著的提升作用。
然而在實際生產中,車體的側墻、底架等大量焊接工位采用單側電阻點焊機而非雙側電阻點焊機,現有技術成果中的雙側磁控裝置均采用軸向充磁方式,需要在上下電極桿對稱布置磁控裝置以通過軸向互斥作用生成徑向有效磁場,不適用于單側電阻點焊設備的焊接工況。因此本實驗通過開發適用于單側電阻點焊機的徑向充磁磁控裝置,研究外加磁場對不銹鋼焊接接頭宏觀、微觀和力學性能的影響規律,最終對磁控效果進行評估。
1 實驗方法
1.1 實驗材料與設備
本實驗采用不銹鋼板301L為研究對象,選用實際生產過程中常用的1.5 mm+2.5 mm差厚板組合進行實驗。實驗前,將整張板材預裁剪為150 mm×50 mm的試片,便于進行金相試樣制備及力學性能試驗。不銹鋼301L的化學成分如表1所示,物理屬性如表2所示,可以看出不銹鋼301L與普通低碳鋼相比具有電阻率大、熱導率小、線膨脹系數大以及高溫強度高的冶金特點,因此在焊接過程中容易形成焊透率低、縮孔、飛濺、晶粒粗大等常見焊接缺陷,對焊接工藝提出更高要求。
表1不銹鋼301L的合金元素含量
Tab.1Alloyelementcontentofstainlesssteel301L%

w(C)w(Mn)w(Si)w(P)w(S)w(Cr)w(Ni)w(N)≤0.03≤2.00≤1.00≤0.030≤0.04516.0~18.06.0~8.0≤0.20

表2 不銹鋼301L與普通低碳鋼物理屬性對比
實驗中焊接設備為型號為NM-CC3的單側電阻點焊機,如圖1所示。該焊機所能提供的最大電流為20 kA,最大焊接壓力為15 kN,電極桿直徑為16 mm,電極帽為平電極帽,其端面直徑為16 mm。

圖1 NM-CC3單側電阻點焊機Fig.1 NM-CC3 single-side resistance spot welding machine
1.2 單側磁控電阻點焊裝置設計
為適應單側電阻點焊機實際生產過程,本研究改變了傳統研究中永磁體的充磁方向,設計出單側磁控電阻點焊裝置。如圖 2a所示,該裝置將外加磁場施加模式從軸向充磁通過上下對稱布置以產生徑向有效磁場改為進行徑向充磁直接產生徑向有效磁場,因此本磁控裝置僅需要通過單側布置即可實現為熔核區提供有效的徑向磁場來完成磁控電阻點焊過程。永磁體材料為釹鐵硼N52,永磁體如圖 2b 所示,其中永磁體高度為15 mm,厚度為5 mm,采用四瓣式設計,每一瓣弧度為90°。為準確裝夾永磁體并將永磁體固定在電極桿上,實驗設計了如圖2c所示的永磁體夾具,其內徑為17 mm,外徑為24 mm,夾具上端預制螺紋孔,通過緊固螺絲將磁控裝置固定在電極桿下端,電極帽下端面凸出永磁體下端面1 mm,以避免工作中永磁體與工件之間發生干涉。

(a)磁控裝置 (b)徑向充磁永磁體 (c)永磁體夾具圖2 磁控電阻點焊裝置示意圖Fig.2 Diagram of magnetic resistance spot welding device
1.3 焊接時序與工藝參數確定
焊接時序采用現場應用的規范標準——《軌道車輛不銹鋼電阻焊通則》,該標準的焊接時序如圖3所示,包括預壓階段、多脈沖焊接階段和保壓階段。依據軌道車輛現行制造標準,1.5 mm+2.5 mm組合的差厚板最小熔核直徑為5.6 mm。實驗前,測出無外加磁場條件下達到最小熔核直徑所需要的電流為9.5 kA,此時熔核直徑為5.72 mm,滿足標準。為驗證外加磁場條件下不同焊接參數對熔核直徑、力學性能的影響,本實驗基于現行制造標準中的工藝規定,設計了三種不同的電流參數對有無外加磁場的焊接過程進行了對比實驗,具體參數如表3所示。

圖3 焊接時序圖Fig.3 Welding sequence diagram

電流(kA)壓力(kN)預壓時間(ms)脈沖數單段脈沖時間(ms)冷卻時間(ms)保壓時間(ms)9.0/9.5/10.010.51 5003110201 500
2 實驗與分析
2.1 熔核宏觀分析
傳統電阻點焊與磁控電阻點焊熔核宏觀金相對比如圖4所示,本文通過金相制樣對兩種工藝得到的焊點進行宏觀形貌分析。研究發現,傳統點焊熔核呈扁橢圓狀,而外加磁場下的熔核形貌呈現兩端厚、中間薄的花生殼形狀。表明采用徑向充磁的永磁體在單側施加外加磁場,可以在有效焊接區域產生徑向磁場,從而改變熔核內部金屬的流動規律。通過外加磁場與電流的交互作用,產生的周向洛倫茲攪拌力,推動熔融金屬在熔核內部做高速旋轉運動,從而將熱量從熔核中心帶到熔核邊緣處,使得邊緣加厚,中心處減薄。

(a)I=9.0 kA(傳統電阻點焊)

(c)I=9.5 kA(傳統電阻點焊)

(e)I=10.0 kA(傳統電阻點焊)

(f)I=10.0 kA(磁控電阻點焊)圖4 傳統電阻點焊與磁控電阻點焊熔核宏觀金相對比Fig.4 Macroscopic contrast diagram of nugget in traditional resistance spot welding and magnetic assisted resistance spot welding
在電流分別為9.0 kA、9.5 kA和10.0 kA條件下,磁控電阻點焊接頭的熔核直徑較傳統接頭直徑分別增大9.96 %、6.09 % 和5.48 %,可見該徑向單側充磁磁控裝置可以有效增大熔核直徑,且電流越小提升效果越顯著。在電流為9.0 kA條件下,傳統點焊熔核直徑為5.52 mm,不滿足軌道車輛最小熔核直徑標準尺寸,而在外加磁場作用下,熔核直徑為6.07 mm,達到標準。因此,磁控電阻點焊可以有效保障接頭焊接質量。隨著焊接電流的逐漸增大,磁控效果相對減弱,這是由于大電流條件下熔核直徑已經足夠大,而且電極帽的端面直徑限制了熔核尺寸的進一步增大,強電磁攪拌會誘發飛濺發生,因此大電流條件下無法采用磁控裝置有效增大熔核直徑,導致接頭強度磁控效果減弱。綜上,新型徑向充磁的磁控裝置可以僅通過在焊槍單側布置磁場,實現對熔核區的有效電磁攪拌,且效果顯著。
2.2 微觀組織分析
電阻點焊接頭的晶粒尺寸、微觀組織和顯微硬度等特性主要取決于焊接過程中熔核內溫度場的梯度分布情況以及冷卻速度。因此,外加徑向磁場的作用從機理上改變了熔核內部的溫度分布情況。圖5、圖6列出了電流為9.5 kA條件下傳統電阻點焊和磁控電阻點焊微觀組織對比圖。通過圖5b可以看出,傳統電阻點焊得到的焊點在邊緣處呈現大量枝狀晶,晶粒的方向沿中心到邊緣的溫度梯度分布,由此可見,傳統電阻點焊的熔核兩側熔化時溫度遠高于其他部分熔化時的溫度,因此在凝固結晶過程中,這一區域由于溫度梯度較大,形成了粗大的晶粒。圖6b展示了磁控電阻點焊接頭在焊核邊緣處的微觀形貌,可以看出熔核邊緣處粗大枝狀晶得到細化,方向性也有所減弱。其原理是在焊接階段,熔融金屬在電磁力攪拌作用下做高速周向旋轉運動,使得熔核在增大的同時,熔核內溫度梯度顯著降低;在冷卻凝固階段,電磁攪拌力伴隨焊接電流消失,但在初始階段液態金屬在慣性力作用下,依然做高速流動,因此能夠打碎枝晶,細化熔核邊緣的晶粒。在凝固后期,因為熔核中溫度梯度小,因此形成了細小的等軸晶。

(a)傳統電阻點焊

(b)圖5a中a1位置

(c)圖5b中a2位置圖5 傳統電阻點焊接頭微觀組織Fig.5 Microstructure of traditional resistance spot welding joint
對比傳統電阻點焊接頭組織(圖5c)與磁控點焊接頭組織(圖6c)可知,磁控電阻點焊具有細化晶粒組織和減少組織方向性的作用,在外加磁場作用下柱狀晶變為等軸晶。由此可以證明,徑向充磁的單側磁控裝置在機理上具備較好的電磁攪拌能力,可以替代傳統的雙側對稱布置磁控裝置,實現在單側電阻點焊機上的應用。
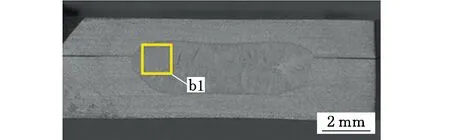
(a)磁控電阻點焊

(b)圖6a中b1位置

(c)圖6b中b2位置圖6 磁控電阻點焊接頭微觀組織Fig.6 Microstructure of magnetic assisted resistance spot welding joint
2.3 接頭力學性能
本文對不同電流下外加磁場接頭與傳統接頭的拉剪力進行了對比,如圖7所示。外部磁場對接頭拉剪力具有不同程度的提升效果。在電流為9.0 kA條件下,磁控接頭拉剪力較傳統接頭拉剪力增大15.8%,由前文可知,當電流較小,工藝參數越接近最小熔核直徑標準時,磁控裝置對熔核直徑的增大效果越顯著。此外,綜合圖8最大拉剪力下的位移結果分析可知,磁控電阻點焊接頭拉剪力和最大位移均增大,表明外部磁場能夠顯著提升接頭的韌性。因此,在熔核直徑增大、縮孔減少、組織細化的綜合作用下,磁控接頭的力學性能得到了顯著提升。

圖7 傳統電阻點焊接頭與磁控電阻點焊接頭在不同電流下的拉剪力Fig.7 Lap-shear load of traditional resistance spot welding and magnetic assisted resistance spot welding joints under different welding currents

圖8 傳統電阻點焊接頭與磁控電阻點焊接頭在不同電流下的最大位移Fig.8 Maximum displacement of traditional resistance spot welding and magnetic assisted resistance spot welding joints under different welding currents
綜合分析圖7與圖8中傳統電阻點焊接頭與磁控電阻點焊接頭在不同電流下的拉剪力與位移對比結果可知,隨著電流增大,拉剪力與位移增幅呈遞減趨勢,這主要是因為電流增大后,不斷接近焊接窗口右邊界,焊點瀕臨飛濺,此時熔核直徑生長受到抑制,因此拉剪力與位移的提升率也隨之降低。另一方面,可以看出,磁控電阻點焊在電流為9.0 kA時的拉剪力與電流為9.5 kA時傳統熔核的拉剪力接近,而電流為9.5 kA的磁控拉剪力略高于電流為10.0 kA下的傳統接頭拉剪力,說明使用磁控裝置后,在保證焊接質量不變的前提下可以減小焊接電流約500 A,在大規模生產中可以起到顯著的節能降本作用。
3 結論
(1)通過對磁控接頭與傳統接頭的宏觀焊核對比可知,在徑向充磁磁控裝置作用下,焊接接頭呈現出兩邊厚中心薄的花生殼形狀,且在電流相對較小時,磁控電阻點焊接頭直徑增大效果顯著。
(2)通過微觀組織分析可知,在徑向充磁磁控裝置電磁力的攪拌作用下,熔核內部的溫度梯度更加均勻,粗大的樹枝晶被打碎,晶粒組織得到明顯細化。
(3)通過力學性能研究可知,磁控電阻點焊接頭拉剪力顯著提升,在電流相對較小時增長率更大,具有良好的韌性。在減小500 A焊接電流情況下,依然可以獲得與傳統接頭性能相當的接頭強度,具有良好的節能作用。
(4)徑向充磁磁控電阻點焊裝置可以僅通過在工件一側進行單側布置,實現在單側電阻點焊設備上的磁控電阻點焊,突破了長期以來磁控裝置只能雙側施加的技術挑戰。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:11:54
數學物理學報(2022年1期)2022-03-16 06:14:50
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時刊(2020年13期)2020-09-25 08:21:42
中學生數理化(高中版.高二數學)(2020年1期)2020-02-20 13:22:30
中學生數理化(高中版.高考數學)(2017年3期)2017-05-04 07:15:09
中學生數理化·高二版(2016年12期)2017-02-28 10:08:42
電子制作(2016年1期)2016-11-07 08:42:44
Coco薇(2016年1期)2016-01-11 16:53:24
西華師范大學學報(自然科學版)(2015年3期)2015-02-27 15:31:23
