激光選區熔化的風場仿真與流道結構優化
2019-04-23 07:14:36梁平華余志強馮琪翔
中國機械工程 2019年7期
梁平華 唐 倩 余志強 馮琪翔
劉 威11.重慶大學機械傳動國家重點實驗室,重慶,4000442.成都飛機工業(集團)有限責任公司,成都,610092
0 引言
金屬增材制造技術可分為同步送粉/送絲成形技術和預鋪粉床成形技術兩種,預鋪粉床成形技術可分為選擇性激光熔化(selective laser melting, SLM) 和電子束選區熔化(electron beam melting, EBM)[1],兩者都是將高能激光束或電子束通過激光振鏡或偏轉線圈投射到金屬粉床平面上,使局部金屬粉末迅速熔化而成形。在加工前建立零件的三維結構,導入STL文件后,根據材料的屬性和打印機的規格對其進行分層切片,并添加必要的支撐結構[2]。激光熔化金屬粉末時間很短,許多基于激光的加工過程都伴隨有飛濺現象[3],形成大量黑煙。為有效去除加工過程中產生的黑煙,同時也為了防止金屬高溫時被氧化,必須在加工面上形成有效流動的惰性保護氣風場[3]。FERRAR等[4]研究發現,在成形缸基板面上的惰性氣體風場分布會對成形試件力學性能和可重復性產生顯著影響;李金梁等[5]研究了金屬選區燒結過程中氣氛保護系統的原理構造;ANWAR等[6]研究了AlSi10Mg合金在SLM成形過程中惰性保護氣流速度對成形質量的影響,發現相同風速下激光掃描方向與風場方向相反時能更有效地去除黑煙雜質;宋長輝等[7]研究了激光掃描間距和風場對CoCrMo合金成形質量的綜合影響。然而,對SLM設備風場的相關研究大都集中在風場風速、激光相對風向掃描策略等對成形質量的影響,較少有運用CFD流體仿真技術對形成風場的流道進行優化改進以實現內部風場布局優化。
本文基于流體仿真技術對激光選區熔化過程中的風場布局進行仿真,并對保護氣流道結構進行了多次改進優化和仿真檢驗。仿真結果表明,優化后的保護氣流道結構能更有效地去除黑煙。
1 SLM設備成形系統組成
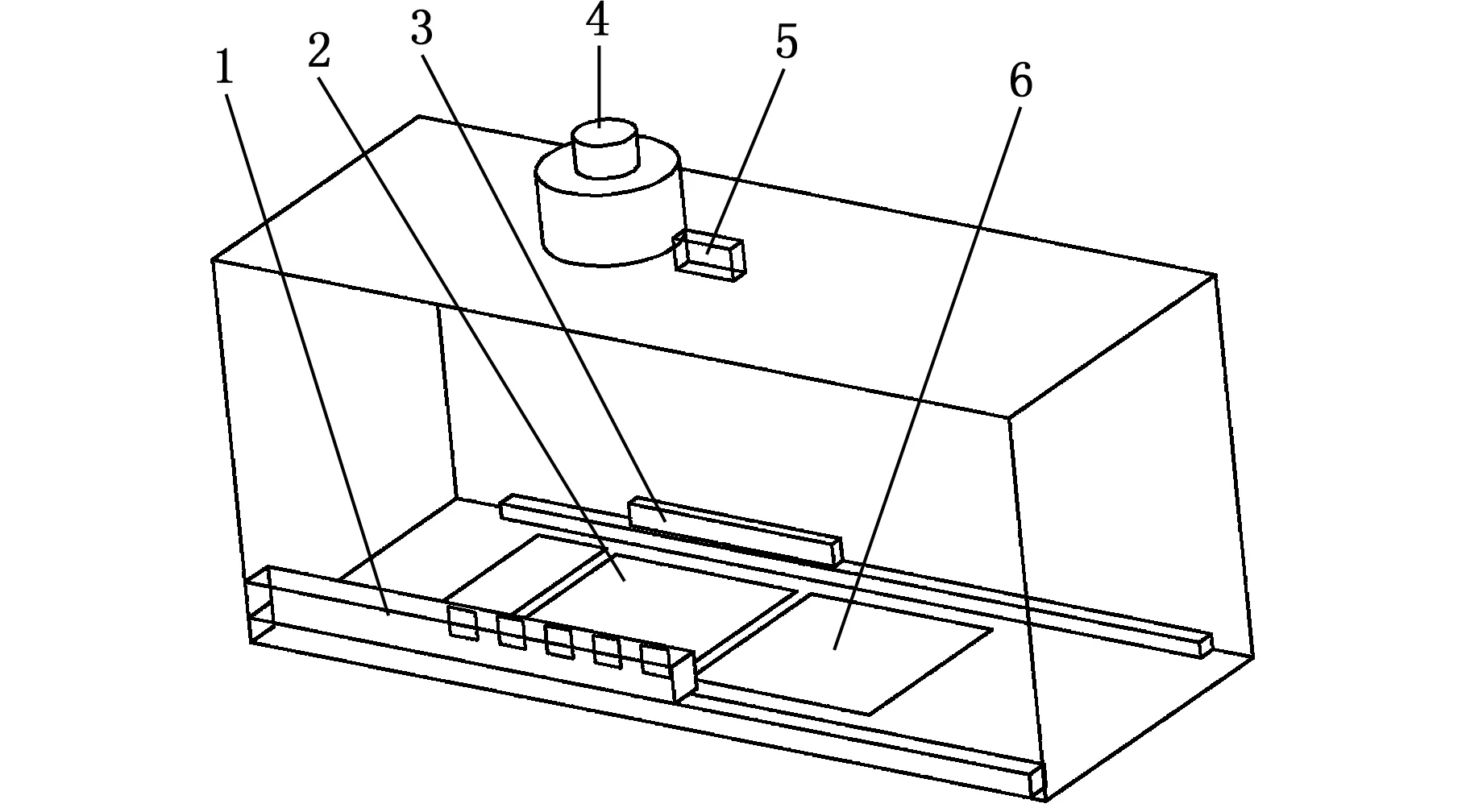
1.回風軌道 2.成形缸 3.下進風口 4.激光振鏡 5.上進風口 6.料缸圖1 成形倉Fig.1 Forming chamber
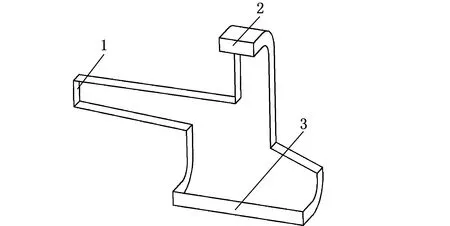
1.與循環風機相連的總進風口 2.上進風口 3.下進風口圖2 循環保護氣分支流道Fig.2 Branch runner of the circulating protective gas
以E-Plus-M250激光選區熔化設備為研究對象,測量提取得到其成形倉和循環保護氣分支流道模型,如圖1和圖2所示。成形倉整體為一個長方體空間,基本尺寸為110 mm×42 mm×48 mm,主要包括回風軌道、成形缸、下進風口、上進風口、激光振鏡、料缸、鋪粉車等基本結構。其中,上進風口布置在激光振鏡正下方,主要是為了避免減小加工過程中黑煙吸附在激光振鏡上而影響激光正常入射。下進風口布置在成形缸加工粉床平面上方19 mm處,主要功能是去除加工過程中產生的黑煙雜質。循環保護氣分支流道由一個總進風口和兩個出風口(成形倉上下進風口)構成,作用是將來自循環風機的保護氣分成兩路,分別送入成形倉對應位置。
E-Plus-M250設備的保護氣循環系統由一臺帶過濾功能的循環風機提供動力,使成形倉在工作時保持保護氣(氮氣)循環流動,從而去除激光掃描粉床面時產生的黑煙,同時帶走一部分激光熔化金屬粉末而產生的熱量。
2 SLM成形倉風場仿真
經由循環風機過濾后的氮氣從成形倉背后的與循環風機相連的總進風口進入,一部分進入上進風口,一部分進入下進風口。然而,在正常加工過程中,激光掃射粉床面時產生的黑煙并不能有效地被去除,仍有大量黑煙雜質直接掉落在粉床表面,這對加工零件的致密度、力學性能都有很大的影響;掉落在粉床上的黑煙雜質會參混在金屬粉末中而不能去除,對加工金屬粉料的純凈度也會產生影響。通過查看激光掃描后粉床上黑煙殘留情況,發現成形缸中的黑煙殘留主要集中在右側部分,甚至發現當激光掃略軌跡偏右時,在料缸粉床面上也有殘留黑煙,這說明在成形缸上方的循環保護氣速度分布不均勻。
2.1 流場仿真分析理論
由于仿真模擬未涉及溫度場的模擬,故在模擬時不考慮能量方程。基于N-S方程中的質量守恒方程和動量守恒方程,對E-Plus-M250金屬3D打印機成形倉內的風場分布情況進行速度場模擬。選擇k-ε湍流模型分別對保護氣分支流道和成形倉整體內部的風場進行迭代求解[8-9]。
質量守恒控制方程如下:
(1)
式中,ρ為流體微元體密度;t為時間;u、v、w分別為微元體在x、y、z方向的速度分量。
該方程表示流場中單位時間流體微元體中質量的增加都等于該時間段內流入微元體的質量。
動量守恒控制方程(x方向)如下:

(2)
式中,u為微元體速度矢量;p為作用于微元體上的壓力,τxx、τyx、τzx分別為微元體所受的黏性切應力分量;Fx為微元體所受體積力分量。
式(2)表示微元體流體動量的變化等于作用在微元體上的合力。
控制方程通式為
(3)
式中,φ為通用變量;Г為廣義擴散系數;S為廣義源。
2.2 建立分支流道計算模型
激光加工過程中不能有效去除黑煙雜質,是成形倉中的循環保護氣進風、回風口空間布局或結構不合理造成的。為了探究成形缸加工粉床面上方流場具體分布情況,并根據流場分布對保護氣分支流道結構進行優化,首先對循環保護氣分支流道進行了計算流體力學仿真分析,得到了成形倉上進風口、下進風口截面的風場分布情況。
提取E-Plus-M250循環保護氣分支流道結構尺寸參數后,在ANSYS ICEM CFD中建立等效流道模型并進行網格劃分,由于流道結構形狀不規則,因此采用非結構化網格建立流道網格模型,建立的流道網格模型見圖3。

圖3 循環保護氣分支流道網格模型Fig.3 Grid model of gas branche
將建立好的網格模型導入ANSYS FLUENT中進行計算。將本設備在加工時的實際工作條件作為計算仿真時的邊界條件和相關設定值,如表1所示。

表1 仿真基本參數
2.3 成形倉整體風場仿真
為了探究成形倉工作平面上方產生黑煙區域的流場具體分布情況,為后續循環保護氣分支流道結構優化提供依據,在ICEM CFD中建立了成形倉和循環保護氣分支流道的整體流場分析模型。同樣以26 m3/h的風場總流量進行仿真迭代計算,得到成形倉內風場的速度場分布,見圖4。上進風口對應的流場主要是為了保證漂浮在艙室內的冷凝物及時從激光振鏡附近移除,減少漂浮物在激光振鏡上的吸附量;下進風口主要是為了去除激光掃描成形缸粉床面時產生的大量黑煙雜質。
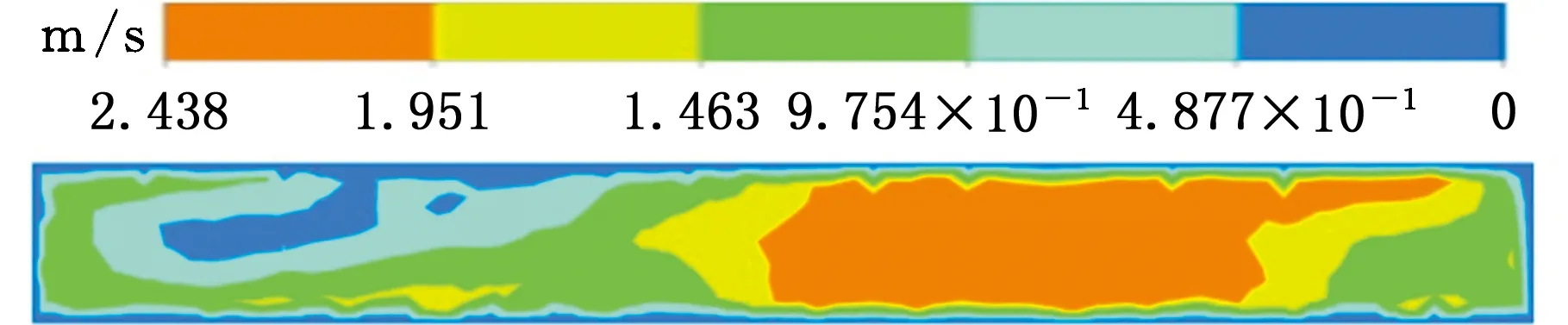
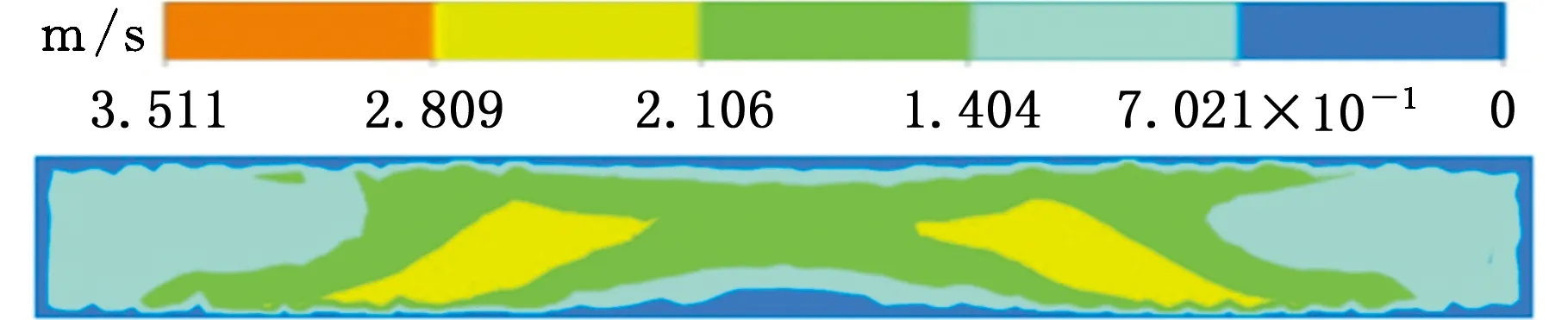
激光掃描粉床面時產生的黑煙主要分布在距離粉床面上方20 mm附近的區域[4],圖5為成形缸粉床面上方20 mm(Y=4 mm)平面上的風場速度分布云圖,云圖中左側矩形框為成形缸所在平面域,即激光掃描區域,也是黑煙產生區域;右側矩形框為料缸所在平面域。可明顯看出,在成形缸平面上方右側區域風場的速度場明顯偏向料缸一側,沒有垂直于前后壁面,這導致黑煙不能被有效去除甚至有部分黑煙被吹入右側料缸的粉床面上。
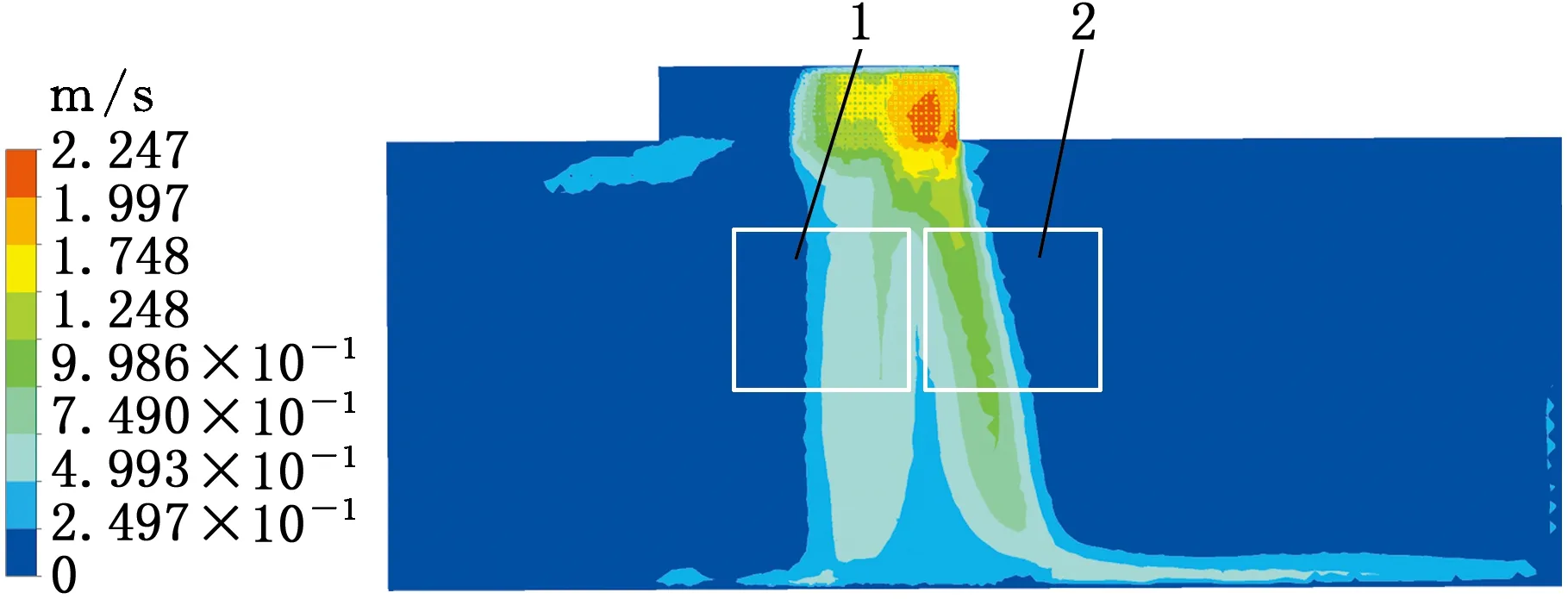
1.成形缸區域(黑煙產生區域) 2 料缸區域圖5 成形倉黑煙區域截面速度云圖Fig.5 Velocity contour of the black smoke area
2.4 成形倉風場仿真結果分析
將ANSYS FLUENT仿真計算得到的數據導入CFD POST中進行分析。圖6所示是循環保護氣分支流道在總進風口流量為26 m3/h時的流場流線分布情況,可以明顯看出,經分支流道分流后,氣體流速降低至1.5 m/s,在下進風口處流線分布不均勻,且在流道局部形成了渦流。進一步分析上下進風口的截面流體流速,如圖7所示,下進風口由于橫向尺寸過大,經分支流道分流后的流體很難在此截面上均勻分布。由圖7可以看出,靠成形倉右側(遠離總進風口一側)的流速較左側的流速偏大。
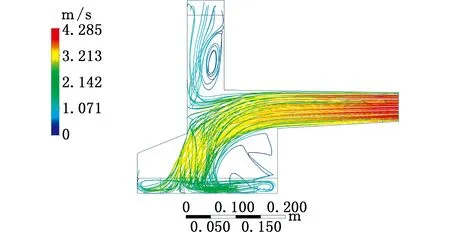
圖6 循環保護氣分支流道流場Fig.6 The flow field of gas branch
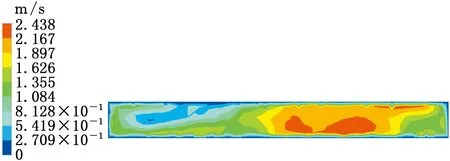
圖7 下進風口截面速度云圖Fig.7 The speed contour of down gas inlet
如圖1所示,下進風口與成形缸粉床平面中心均在垂直于成形倉前后壁面的同一直線上,因此較為理想的下進風口截面風速應當盡可能均勻分布,才能更有效地去除激光掃描成形缸粉床面所產生的黑煙。為獲取下進風口流速分布定量數據,并為后續結構優化提供定量評價參考,將下進風口沿長度方向離散化為面積相等的6個小部分,計算各部分的平均風速,結果如圖8所示。
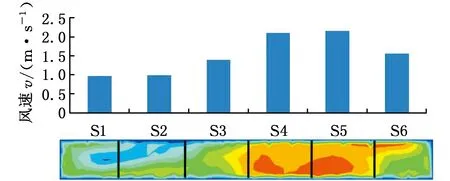
圖8 下進風口截面流速分布Fig.8 The flow velocity distribution at the down gas inlet
將得到的下進風口各部分風速進行整理可得到表 2所示分布情況。
表2下進風口截面風速分布情況
Tab.2Windspeeddistributionatdowngasinletm/s
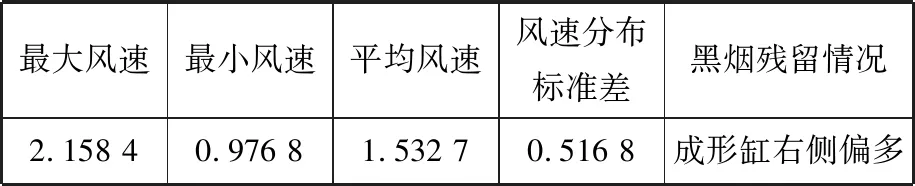
最大風速最小風速平均風速風速分布標準差黑煙殘留情況2.158 40.976 81.532 70.516 8成形缸右側偏多
在劃分的下進風口的6個部分中,第5部分風速最大,第1部分風速最小。這說明在成形倉中成形缸粉床面上方右側部分風場分布不均勻,實際中黑煙殘留也主要集中在這些地方,如圖9中標注區域所示,這說明了黑煙殘留問題確實是由于下進風口風速分布不均造成的。
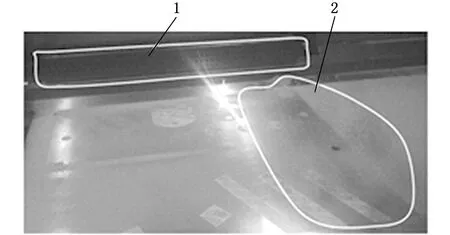
1.下進風口 2.黑煙主要殘留區域圖9 成形缸粉床面黑煙殘留情況Fig.9 Black smoke on the surface of the forming cylinder
通過對保護氣分支流道和成形倉與保護氣分支流道整體的流場仿真分析,黑煙殘留的原因可歸納為以下兩個方面:
(1)保護氣分支流道的下進風口不能形成流速均勻的風場,成形缸左側區域風速不足;
(2)保護氣下進風口形成的風場在局部(右側)出現傾斜,使得下進風口對面的回風軌道很難將這部分黑煙排出。
3 保護氣分支流道結構改進
從上述保護氣分支流道和成形倉整體流場仿真可看出,要想有效去除激光熔化粉末過程中產生的黑煙,就要使成形倉下進風口的風場分布更加均勻,并使其在成形缸上方產生的風場盡量垂直于成形倉前后壁面。
為使得下進風口風場分布均勻,考慮將成形倉的上下進風口分開單獨送風,這里只針對下進風口結構進行改進設計。將下進風口流道單獨設計成對稱的分叉結構,如圖10所示,內部用5組柵格沿出風口長度方向將下出風口截面分成6個部分,從左到右依次命名為S1~S6。
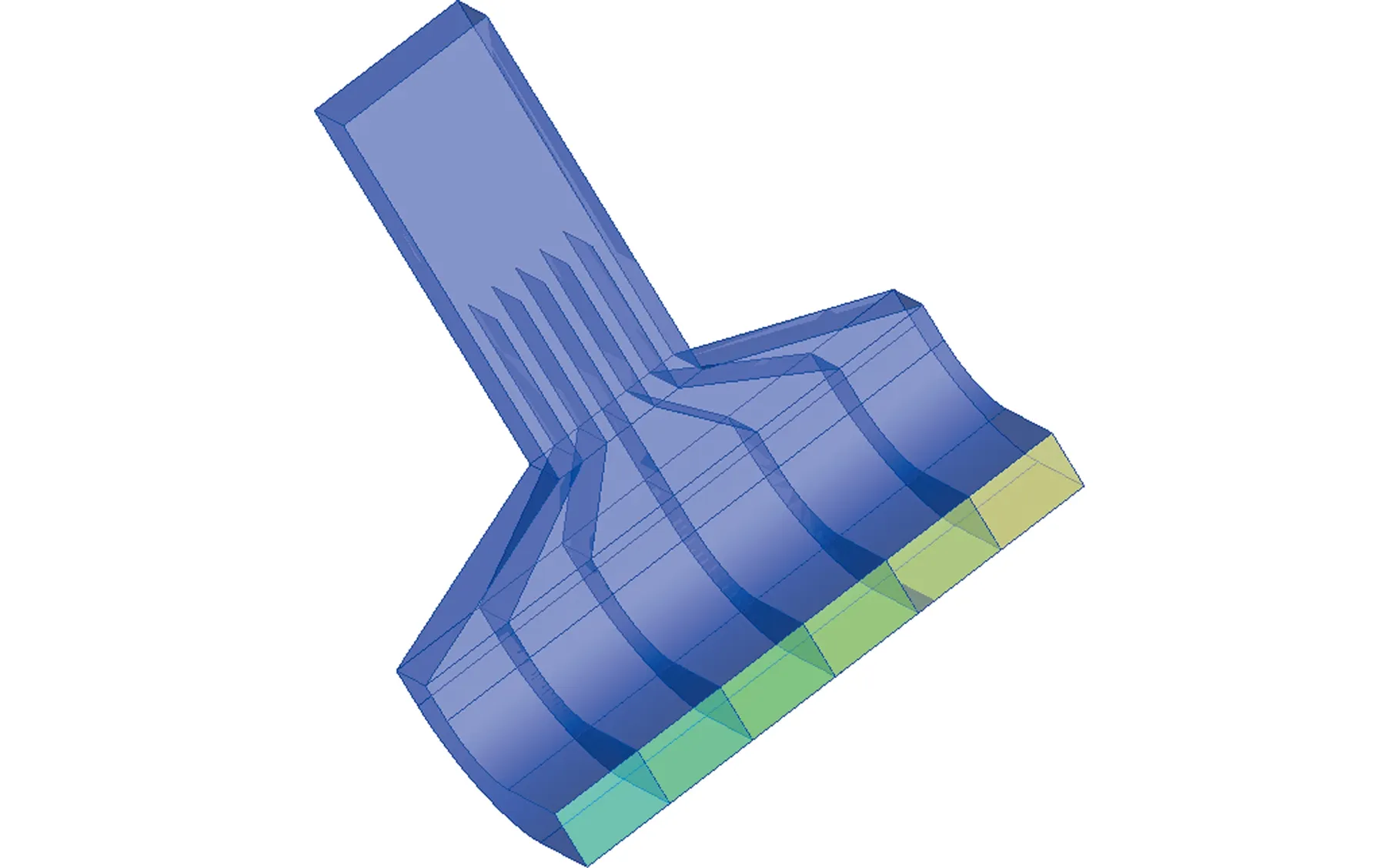
圖10 改進后的下進風口流道結構Fig.10 Optimized structure of down gas inlet
改進后的下進風口流道在出風口處保持各部分截面積相同,通過調整上游柵格的分布間距進行流場仿真迭代計算,以得到流道柵格最佳間距布置形式,使得S1~S6位置處平均風速標準差盡可能小。原流道和優化流道仿真迭代結果如表3所示。上述各柵格間距值如表 4所示(S1~S6對應上游柵格間距)。

表3 下進風口截面風速分布對比
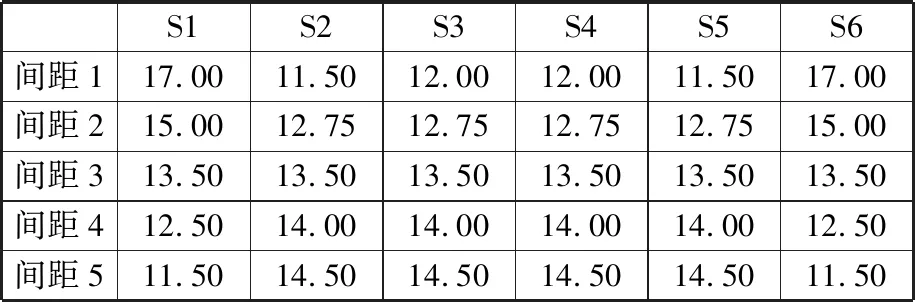
表4 柵格間距系列
(a)原廠狀態
(b)有柵格(間距1)

(c)有柵格(間距2)

(d)有柵格(間距3)
(e)有柵格(間距4)

(f)有柵格(間距5)圖11 下進風口截面風速分布Fig.11 Wind speed distributions at the down gas inlet
圖11所示為原廠無柵格狀態和有柵格狀態的下進風口截面風場風速分布情況,在柵格間距3情況下,下進風口截面風速分布標準差最小,能達到較為理想的風速均勻分布效果。
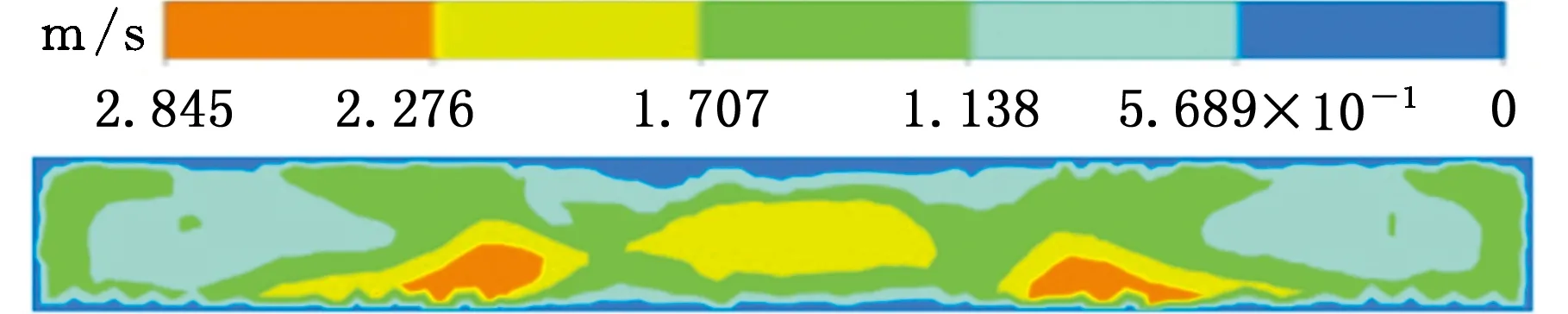
對下進風口流道結構進行改進優化,使得下進風口截面風速分布更加均勻,在成形倉中激光掃描區域產生均勻的風場,從而更有效地去除激光燒結金屬粉末時產生的黑煙。如圖 12所示,在柵格間距3時的流道柵格布置方式能在下進風口截面產生比較均勻的風場,截面風速分布標準差降至0.182 1 m/s,相比原無柵格狀態時的截面風速分布有了顯著的提高。成形缸粉床面上方20 mm處風場分布明顯較圖5有了很大改進,風場風速分布更加均勻。
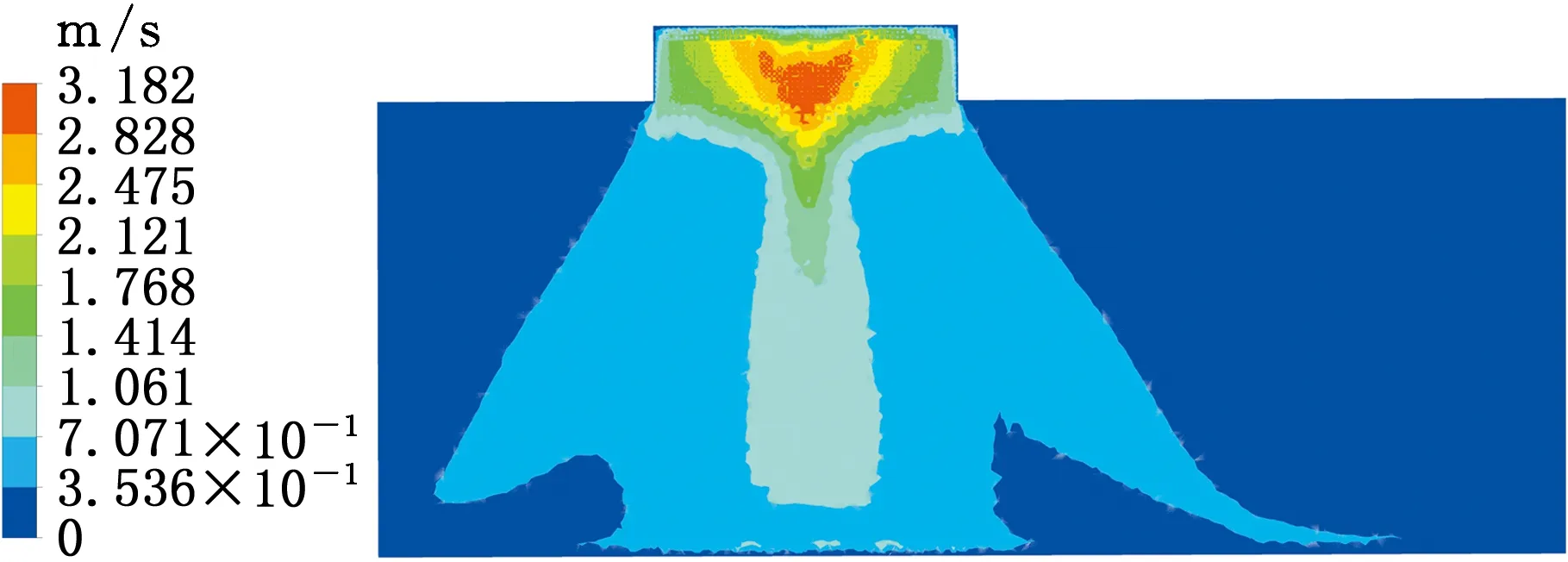
圖12 改進后成形倉黑煙區域截面速度云圖Fig.12 Speed contour of the black smoke area of the optimized one
利用ANSYS FLUENT對成形倉保護氣系統進行多次仿真模擬驗證,根據仿真結果對成形倉循環保護氣供氣系統中的供氣流道進行了結構優化。仿真結果表明,柵格間距3時(表 4),下進風口截面風速分布標準差值理論上從原廠狀態的0.472 7 m/s降低到0.182 1 m/s。對比圖5和圖 12在原廠狀態和優化流道狀態下成形倉中黑煙產生區域風場分布情況,明顯后者分布更加均勻,能更有效地去除激光燒結過程中產生的黑煙。
4 流道風速分布實驗驗證
為驗證原廠進風流道結構和優化后的流道結構流場仿真分析的正確性,說明優化風場分布實際的優化效果,仍以規定的總風速流量26 m3/h分別對原廠流道和優化后的流道進風口進行風速測量分析。
優化后的流道結構采用光固化成形(SLA)的方法獲得。以進風口處的風速分布為測量對象,圖13所示為進風流道風速分布測量現場。
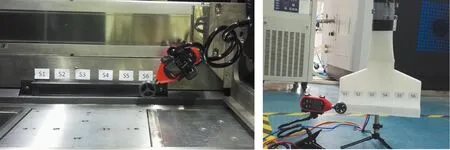
圖13 流道風速分布測量現場Fig.13 Flow velocity distribution measurement site
多次測量S1~S6對應進風口位置處的風速分布,取其平均風速值,可得到表5所示的風速分布數據。

表5 優化前后流道風速分布
整理上述原廠流道和優化流道的進風口S1~S6各個位置處的風速分布實驗結果,數據如表 6所示。

表6 流道風速分布統計值
實驗測得的原廠流道風速分布與原廠流道仿真分析結果基本一致,優化后的流道風速分布與仿真結果也比較吻合。實驗表明:在流道柵格間距為表4中的間距3時,下進風口處產生更加均勻的風場。
5 結論
(1)成形倉黑煙殘留問題是由于成形倉內風場風速分布不均勻造成的。下進風口形成的風場左側風速偏低且風場向料缸側傾斜,這與粉床面上的黑煙殘留情況是相吻合的。
(2)通過優化下進風口流道結構實現風場均勻化。在供氣流道中布置分流柵格。仿真和實驗表明,在柵格間距為13.5 mm的等間距分布時,下進風口截面處風速分布標準差值明顯降低。
(3)原廠流道下進風口截面風速分布標準差仿真值為0.472 7 m/s,實驗值為0.595 6 m/s,相同條件下優化后的流道形成的風場風速分布的標準差仿真值為0.182 1 m/s、實驗值為0.196 7 m/s。優化后風場風速分布明顯得到改善。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
電機與控制應用(2021年12期)2021-02-28 07:55:52
海洋通報(2020年5期)2021-01-14 09:26:54
西南交通大學學報(2016年4期)2016-06-15 20:29:37
電測與儀表(2015年8期)2015-04-09 11:50:06
電機與控制應用(2015年7期)2015-03-01 03:50:15
