全自動變壓器繞線機自動排線控制技術研究
2019-05-27 08:23:08
計算機測量與控制 2019年5期
關鍵詞:調試
(哈爾濱理工大學 自動化學院,哈爾濱 150080)
0 引言
現代變壓器是由鐵芯、線圈和絕緣材料共同組成的,該線圈通常分為高壓線圈和低壓線圈,其中高壓線圈使用絕緣導線進行繞制。線圈繞制是變壓器制造的核心,對于變壓器工作性能影響較大,不僅直接影響變壓器外形尺寸,還影響著變壓器絕緣性能和機械性能。現有繞線機一般為半自動繞線機,工作過程是:電機帶動工件一起旋轉繞線,通過計數裝置將纏繞圈數顯示在儀表上,工人手工排線,根據儀表顯示纏繞圈數控制電機啟停[1]。但它存在以下缺點:由于人工排線方式,使工件加工質量過于依賴工人技術水平,且當電機轉速過快時,人的操作無法跟上電機速度,因此限制了加工效率[2]。自動排線繞線機的出現雖然解決了半自動繞線機生產的一些弊端,但現有的自動排線繞線機為單絕緣層供給,不能實現線帶同步纏繞或線圈側邊絕緣紙纏繞,自動化程度低且工藝不完備。傳統變壓器線圈繞制都是依靠人力將絕緣層按照生產工藝流程纏繞到組件上的,由工作人員統計匝數,使用傳統繞線方式受到人為因素影響,導致繞制效率較低。因此,采用全自動變壓器繞線機來解決該問題[3]。
針對上述問題,采用伺服系統來驅動排線機構,搭建硬件平臺,結合控制系統軟件部分設計,完成變壓器的繞制過程。為實現精密繞制,需對漆包線和絕緣帶中的張力進行控制,本文對全自動變壓器的自動排線控制技術展開研究,為了絕緣帶的張力控制奠定基礎。
1 繞線機設備構成
傳統的半自動繞線機包括機座、檢測裝置、基于PLC 控制的控制柜和設置在機座上的人機界面,該設備僅為單絕緣層供給,不能實現線圈側邊絕緣紙纏繞,工藝不完備,生產的線圈側邊絕緣性能差[4]。因此本文設計的全自動變壓器繞線機,采用雙絕緣層供給裝置,可同時實現線帶同步纏繞和線圈側邊絕緣紙纏繞。對于繞線機主要設備主要包括電線自動排線裝置、主副絕緣層供給裝置、主副絕緣層主軸軸向驅動裝置和卷繞主機等裝置,如圖1所示。
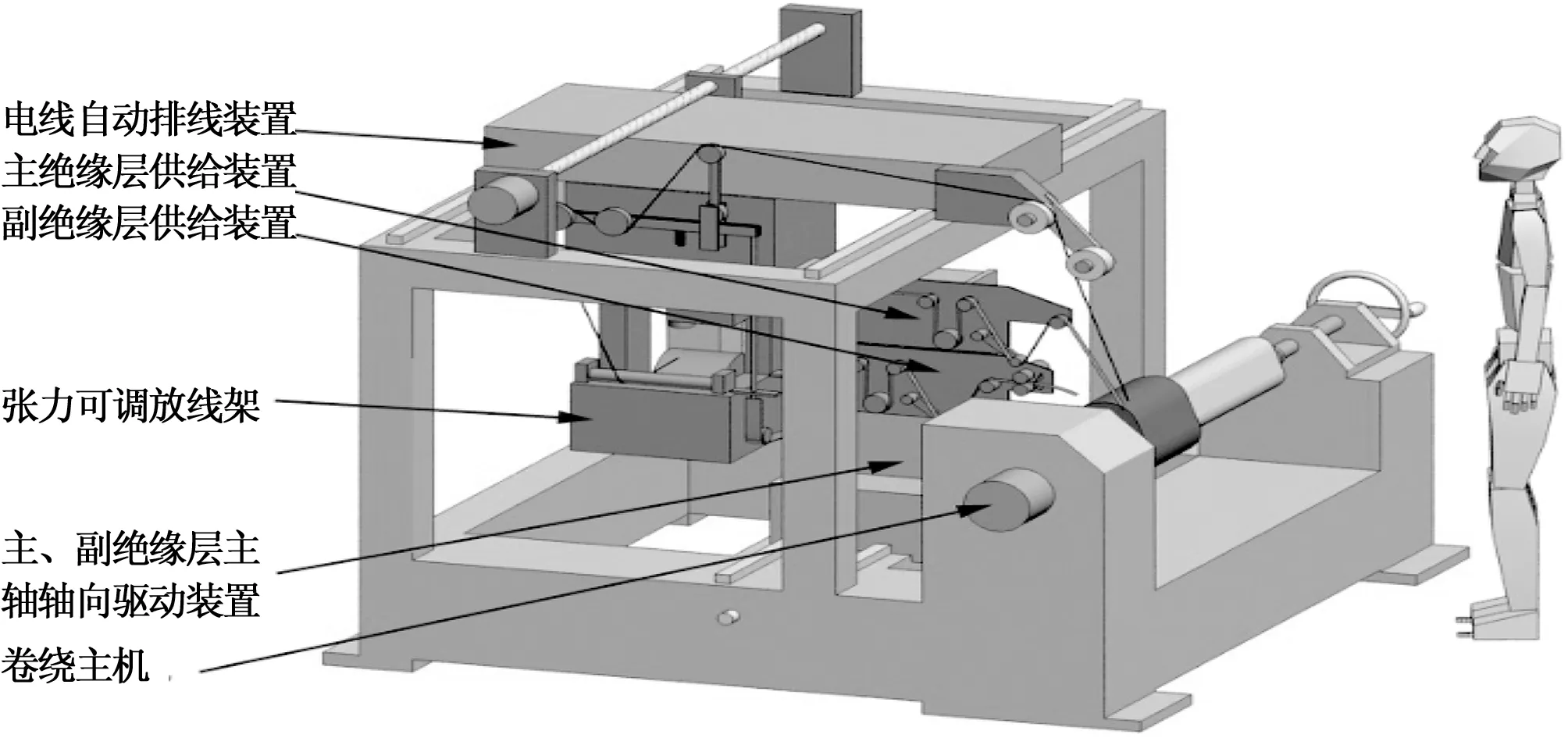
圖1 全自動變壓器繞線機
1.1 電線自動排線裝置
自動排線裝置為一軸伺服控制,包括排線裝置架體、主體小車、定向定位輪、電機、導軌、導程20的滾珠絲杠和1:5的配減速機組成的,排線裝置架體和主體小車上端設有絲杠,主體小車可沿導軌和絲杠方向移動,排線機頭安裝在滾珠絲杠上,可實現線頭沿著導軌直線移動,而排線裝置兩端設有限位開關,其中排線電機功率設置為150 W。
1.2 卷繞主機
卷繞主機包括主軸4.5 kW的伺服電機、1:10的主軸配減速機、便于安裝繞組芯模、取成品的主軸關節、主軸模架和手搖頂尖裝置;主機裝置軸承上可固定工件,隨著主軸旋轉完成線圈的繞制。設收卷電極功率為6.0 kW,通過變頻器驅動腳踏開關進行啟動與停止控制。收卷主機配有電磁驅動器,能夠滿足收卷主軸的制動需求。收卷電機與主軸之間是通過機械換擋來調節機箱傳遞動力的,其中設置兩個檔位分別為變壓器繞制提供較小額定轉矩和較高額定轉速,以滿足工藝要求[5]。
1.3 主副絕緣層供給裝置
主副絕緣層供給裝置包括伺服張力控制系統(內含伺服電機一臺及反饋傳感器等相關部件)、副絕緣層供給裝置中步進驅動輪組、剪紙機構和其他輔助機構;伺服系統控制絕緣紙捆沿定位定向輪移動。另雙絕緣層供給排線繞線機還包括腳踏開關和控制盒,卷繞主機主軸的正反轉可通過所述腳踏開關和控制盒分別實現。
1.4 主副絕緣層主軸軸向驅動裝置
主副絕緣層主軸軸向驅動裝置包括主副絕緣層架體、2 kW伺服電機、1:5的配減速機、導程20的絲杠、導軌和主體小車;主副絕緣層主軸軸向伺服電機和主副絕緣層主軸軸向配減速機連接PLC控制系統,PLC控制系統設有觸摸屏,用于顯示繞線圈數,并具有正反記數和斷電記憶功能。
全自動變壓器繞線機主要設備負責完成程序編寫和人機界面組態,程序是控制技術的具體實現,在硬件選型已經確定條件下,程序控制將最終決定整臺機器的性能。人機界面作為人機交互平臺,不僅能夠完成向程序發送控制指令以及輸入工藝參數的操作,還可實時顯示設備運行狀態[6]。
2 自動排線控制技術分析
對于影響全自動變壓器繞線機繞線質量以及加工精度,絕緣帶和漆包線中的張力是重要影響因素,目前張力控制已經廣泛應用于繞線行業中。在自動繞線機繞線過程中,如果漆包線中的張力較小,而導致繞線機組的絕緣帶松弛,那么就會產生繞線堆積現象;反之,如果漆包線中的張力較大,而導致繞線機組的絕緣帶纏繞表面坍塌,那么就會產生繞線斷帶現象,因此控制漆包線和絕緣帶張力對于繞線機繞線質量來說是具有重要的作用[7]。
2.1 張力的產生
在繞線機自動繞線過程中,為了達到工藝要求,必須在漆包線上產生摩擦力和阻力,因此對于張力的產生可通過如下3種情況進行說明[8]。

圖2 張力的產生
由圖2可知:圖(a)中在漆包線表面設置摩擦輥,使在運動時產生張力。當機器主軸產生帶動飛叉旋轉的繞線時,摩擦輥與漆包線之間會產生相對摩擦力,因此在摩擦輥與絕緣帶之間的漆包線產生了張力;圖(b)中是對防線卷施加了阻力矩,設置產生阻力矩的裝置;圖(c)是利用防線速度和收線速度之差來產生拉力,采用該方式可通過控制放線卷的放線速度實現對漆包線和絕緣帶中張力的控制。
圖(a)中產生的張力與帶盤半徑大小無關,即帶盤轉動變化對絕緣帶中張力是不產生影響的,因此對于張力的控制是比較容易的;圖(b)中裝置產生的阻力矩是保持不變的,因此絕緣帶產生的張力值是由阻力矩與放線卷半徑的比計算出來的;由于在摩擦輥與絕緣帶之間施加正壓力產生一定張力值才能促使繞線機正常工作,因此在圖(c)產生張力過程中,絕緣帶張力由如下公式進行計算:
(1)
公式(1)中:V2和V1分別為控制收線卷和防線卷的速度;s為絕緣帶的截面積;α為絕緣帶彈性模量;d為轉動點之間的距離;t為設備運轉時間。
絕緣帶張力會隨著繞線機繞線的速度變化而產生一定影響,在整個張力控制過程中實際上就是計算控制收線卷和放線卷之間的速度差,采用這種方式將張力控制轉化為兩線速度差的控制。卷繞主機上放置線圈芯模,而絕緣層供給裝置將絕緣紙送至卷繞主機,卷繞主機轉動使絕緣紙纏繞在線圈芯模上,主副絕緣層主軸軸向驅動裝置左右重復移動使絕緣紙均勻布滿線圈芯模,通過張力調節線架,將導線通過電線自動排線裝置送至卷繞主機,卷繞主機轉動使導線纏繞在絕緣紙上,電線自動排線裝置左右重復移動使導線均勻布滿絕緣紙。本文提出伺服自動排線方案,提高排線精確度,為絕緣帶張力的控制打下基礎。
2.2 伺服自動排線設計
伺服電機的控制有精確度高、定位準、調速范圍寬、響應速度快、動態性能好等特點。本系統中排線機構需要較好的跟隨性和主軸電機協同運轉,同時需要排線誤差小,排線均勻,精確度高,因此我們選用三菱伺服系統來驅動排線機構進行排線[9]。
使用伺服驅動器時,電線自動排線方案設計如下所示:根據一定時間內繞線機轉過的角度來控制程序向伺服驅動器發動的脈沖,排線裝置快速跟隨繞線機主軸轉動,根據在執行時發送的脈沖指令改變發送脈沖頻率,當發送脈沖指令之前,會按照之前設定的頻率發送脈沖,一旦更改了發送脈沖頻率之后,必須先斷開接通條件,再重新接通啟動脈沖指令,才可按照原始的脈沖頻率執行。此時電極工作是位于控制模式下進行的,由此設計了如圖3所示的排線時序圖。
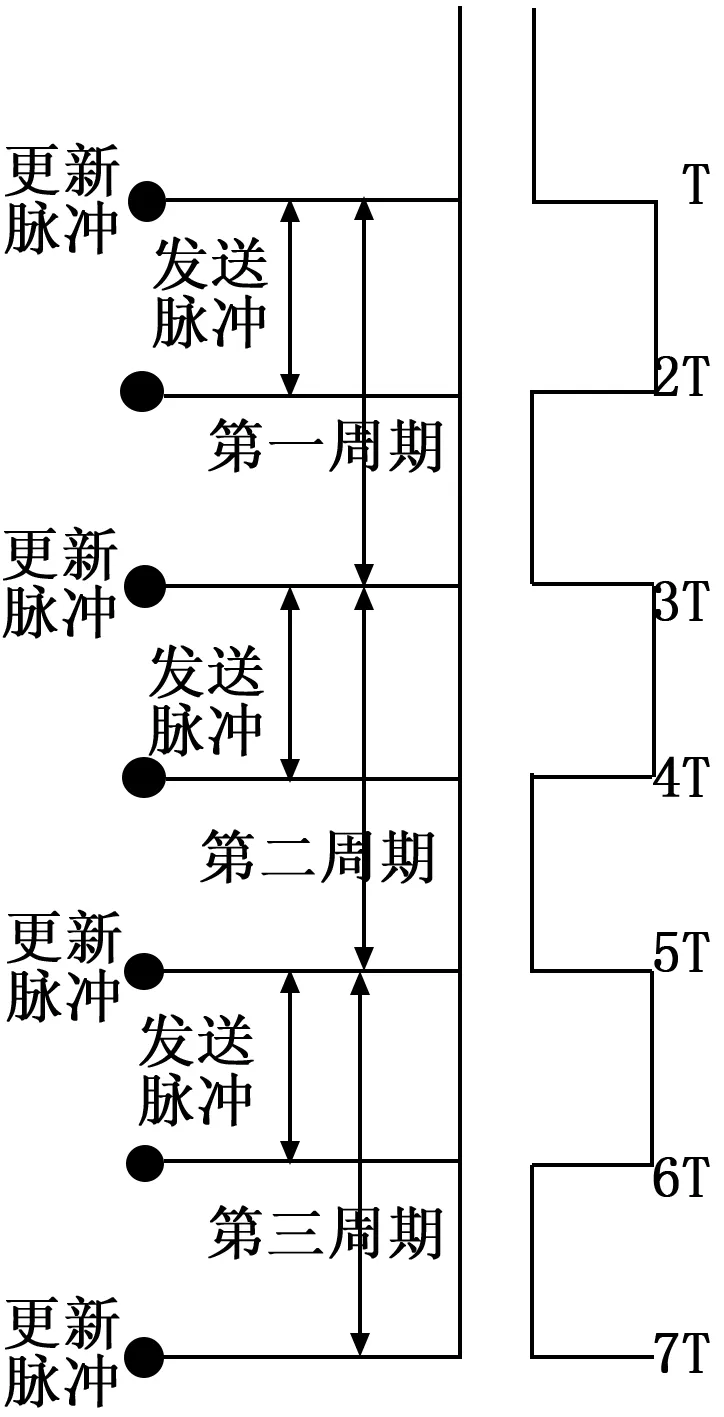
圖3 排線時序圖
由圖3可知,為了使排線更加平滑,需保證脈沖采樣時間間隔最短,選擇可編程邏輯控制器的掃描周期T作為采樣時間,每隔2T更新一次脈沖數量,但是每次都必須在時間T內完成脈沖的發送,因此在采樣周圍為2T時,就完成了一次自動排序任務,繼續進行下一次自動排線,直到自動繞線全部完成。具體排線方案設計如下所示:
a)計算導線整體直徑;
b)計算主軸轉速;
c)計算可編程邏輯控制器發送的脈沖主要頻率;
d)將上一次差值折算為可編程邏輯控制器發送脈沖的附加頻率;
e)計算可編程邏輯控制器實際應發脈沖頻率,并以此頻率發送脈沖;
f)統計一個周期的采樣結果;
g)計算以此脈沖發送結束時的可編程邏輯控制器實際應發脈沖與理論應發脈沖之差;
h)將第一次差值固定,將下一次差值移動到上一次差值中;
i)查看是否達到設定的匝數?
j)如果達到,則結束;如果沒有達到,則需重新計算導線整體直徑,直到達到設定的匝數即可。
雖然根據上述設計方案實現了繞線機的快速排線,但在變壓器的繞制過程中通過電磁剎車裝置實現主軸電機的快速制動,開始時電機轉速由低速加速到高速運行,在這一段繞制快要結束時電機又由高速降為低速運行,繞線完成一層后,自動鋪設絕緣層,伺服電機排線方向取反,繼續繞制工作。在這個過程中,主軸轉速過快,轉動慣量過大,致使排線誤差偏大,漆包線張力波動,因此本文提出逐次逼近補償的方法減少慣性造成的誤差。
2.3 慣性誤差補償
當設定匝數去掉慣性補償量即為低速線圈匝數,每當累計線圈匝數大于等于低速線圈匝數時,電機主軸將進入低速運行狀態。在實際調試過程中,最大線圈是以高速運轉所產生的慣性誤差為2.0匝左右,設置一定裕量,使慣性補償量達到2.5匝。加入一定裕量為保證主軸能夠在設定匝數前就進入低速運行區域。進入低速運行區域后,需引入預停匝數c1,通過調試確定慣性補償系數,如下所示:
c1=c-β×k
(2)
公式(2)中:c為設定的匝數;β為慣性補償系數;k為當前轉速。
當累計匝數大于等于預停匝數時,可發出停止信號,在電機停止運行之后,需判斷累計匝數與設定匝數之間的關系。如果累計匝數小于等于設定匝數時,則需令主軸重新啟動,并以最低速度繼續繞線;如果匝數大于等于設定匝數時,則認為該段繞線完成。
由實際調試結果可知,對于排線方案的設計是通過控制電機移動速度,實現了排線在整個繞線機繞線過程中能夠保持更加平滑的移動,對于誤差補償措施也有效減小了計算誤差,使繞線機線圈匝數與匝數之間緊密排布,電線自動排線裝置左右重復移動,使導線均勻布滿絕緣紙,為絕緣帶張力控制奠定基礎。
在控制系統中,檢測裝置作為反饋環節,需要對張力進行實時檢測,將張力值轉化為點信號反饋到張力控制裝置中,在穩定狀態下,控制張力所產生的作用與氣缸相平衡,保證浮輥位于中央穩態位置。當出現某種擾動導致張力發生變化時,平衡位置將被破壞,而浮輥位置上下移動較大,通過浮輥電位器位置變化將其反饋到控制器之中,經過排線設計方案實現對繞線機的控制,保證繞線能夠平滑移動,采用逐步逼近的方法改善慣性誤差,進而實現恒定張力控制。
3 調試驗證
3.1 調試前期準備工作
3.1.1 操作臺布局
帶有觸屏裝置的控制器與顯示器應放置在操作者視線最佳位置;不同按鈕應使用不同顏色加以區分;應急按鈕應安裝在操作者最優選擇位置。
3.1.2 控制柜布局
將發熱嚴重元器件放置在電氣柜上部,并與下層元件保持足夠大距離;輕微發熱的元器件安裝在控制柜最底層;控制器不能安裝在熔斷器下方;動力線應與控制線保持一定距離,避免受到電磁干擾。
3.2 調試步驟及方法
調試步驟如下所示:先檢查電線電路,然后設備上電檢查,并設置設備參數,點動調試,最后分別進行不帶料調試和帶料調試。
在調試過程中,使用可編程邏輯控制器編程軟件,并監視程序運行情況,有效解決調試過程中遇到的問題。
3.3 調試參數設置
調試參數設置如表1所示。

表1 調試參數設置
3.4 調試結果與分析
根據上述調試內容,驗證全自動變壓器繞線機絕緣帶張力控制技術研究是否合理。以初始開卷半徑等于265 mm、300 mm、400 mm和500 mm啟動變壓器繞制,獲取的張力單位階躍響應圖如圖4所示。
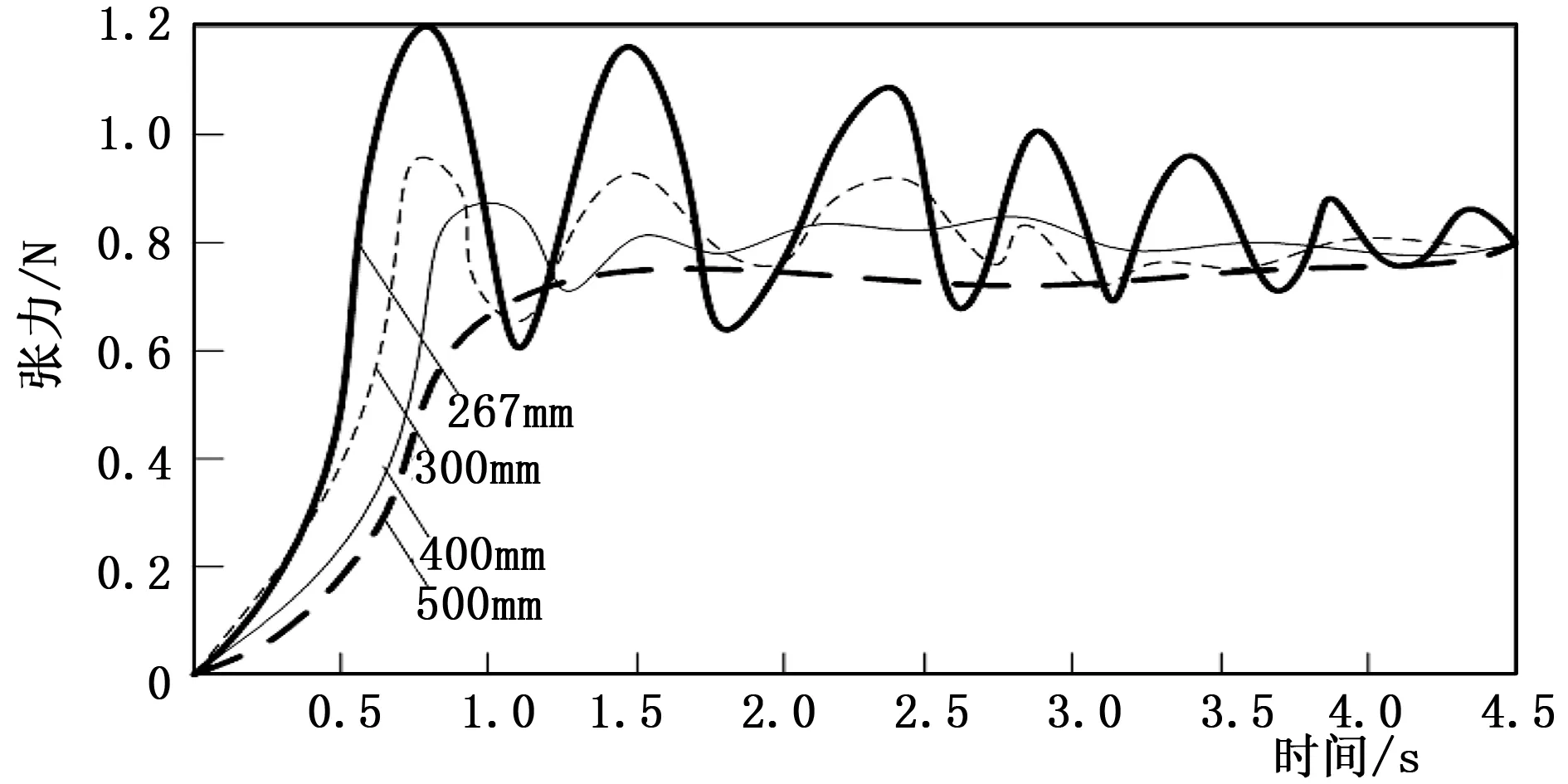
圖4 不同半徑下張力單位階躍響應圖
由圖4可知:在進行實際繞線過程中,下一個線圈最多繞100匝,并且開卷處半徑變化量較小。開卷半徑從265mm增加到最大500mm情況下,將調試時間設定為5.0s,采用自排線慣性誤差補償方法,可消除開卷半徑變化對繞線機的影響。
分別將傳統技術與研究的控制技術轉矩微調量進行對比分析,結果如圖5所示。
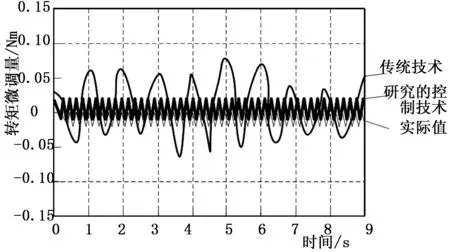
圖5 兩種技術轉矩微調量變化情況
由圖5可知,采用傳統技術獲取的轉矩微調量在范圍[-0.06 -0.07]內波動,而研究的控制技術獲取的轉矩微調量在范圍[-0.02 -0.02]內波動。調試的開卷半徑是平滑增大的,而實際開卷半徑是按階梯型增大的,采用研究的控制技術與實際值基本吻合。
依據微調量變化情況,將兩種技術控制效率進行對比分析,結果如表2所示。
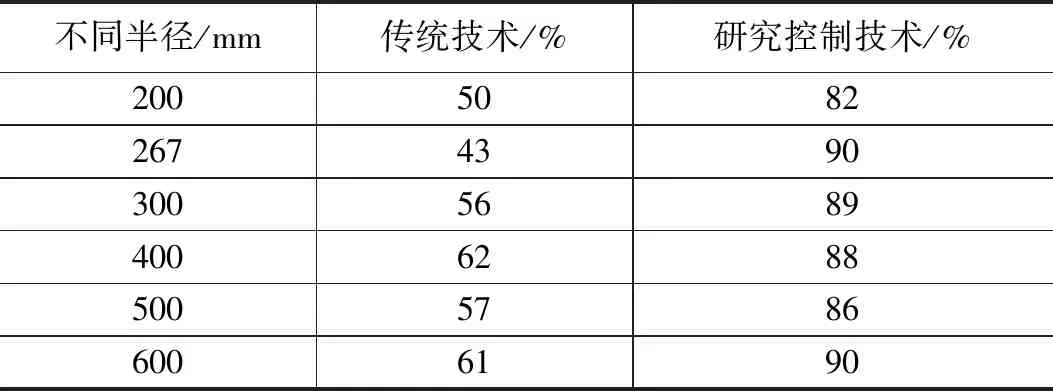
表2 兩種技術控制效率對比分析結果
由表2可知,當半徑為200 mm時,采用研究控制技術比傳統技術控制效率高32%;當半徑為267 mm時,采用研究控制技術比傳統技術控制效率高47%;當半徑為300 mm時,采用研究控制技術比傳統技術控制效率高33%;當半徑為400 mm時,采用研究控制技術比傳統技術控制效率高26%;當半徑為500 mm時,采用研究控制技術比傳統技術控制效率高29%;當半徑為600 mm時,采用研究控制技術比傳統技術控制效率高29%。
根據上述調試內容,可得出調試結論:在不同半徑下,所研究的控制技術比傳統技術控制效率高,且最高高出47%,因此全自動變壓器繞線機伺服自動排線控制技術研究是具有合理性的。
4 結束語
本文采用伺服張力器工作原理是由電機作為主要工作機構,通過調節速度控制扭矩,由傳統被動送線方式轉變為主動送線方式,保持張力穩定性。控制裝置是張力控制核心,對于整個控制系統具有重大影響,通過接收來自張力傳感器的反饋信號,根據時序圖設計具體排線方案,通過調試確定慣性補償系數,保證繞線能夠平滑移動,改善慣性誤差,最終實現繞線機張力穩定控制。通過研究結果可知,采用所研究的控制技術最高控制效率可達到90%。自動化程度高、功能齊全、動力強勁,適用于矩形和橢圓形線圈的繞制,適合啟動平穩、頻繁點動、制動平穩及急停剎車的工作狀態。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00