核電廠除鹽水箱聚脲涂層施工探討
2019-06-12 06:53:56吉振川
科技視界 2019年9期
吉振川
(三門核電有限公司維修處,浙江 臺州 318000)
【關鍵字】核電廠;除鹽水箱;聚脲;施工
0 前言
目前采用AP1000 系統(tǒng)的核電廠除鹽水箱普遍采用的是聚脲防腐處理。 噴涂聚脲技術以其優(yōu)越的綜合性能和優(yōu)良的施工工藝, 已發(fā)展成為一種成熟的防腐技術,廣泛地應用于建筑、交通、能源、化工等領域[1]。近年來關于聚脲的施工質量問題層出不窮, 以至于極大的增加了工程制造費用。
某核電站除鹽水系統(tǒng)的3 個除鹽水箱采用Q235A碳鋼和內部噴涂聚脲防護的方式進行設計, 全部由建安單位負責施工。 運行半年后, 檢查其中一個除鹽水箱內部30%的聚脲涂層出現(xiàn)鼓包、 起皮、 脫落等多種類型的缺陷, 導致碳鋼箱體局部銹蝕, 影響除鹽水水質。
1 缺陷的種類
1.1 通過近幾年對除鹽水箱聚脲檢查和維修的情況,分析發(fā)現(xiàn)聚脲涂層缺陷以及產(chǎn)生的原因如下:
1.1.1 熱鼓包:聚脲涂裝涂過程中瞬間固化成型放熱造成部分熱氣包裹在涂層下
1.1.2 濕鼓泡: 基表表面的水汽與異氰酸酯組份反應,產(chǎn)生二氧化碳導致聚脲涂層鼓起;
1.1.3 起皮: 聚脲厚度不足,補噴處理過程中原聚脲層表面處理不當導致補噴的聚脲翹起;
1.1.4 穿孔: 聚脲噴涂過程中漏涂或者噴涂前焊縫位置表面處理不足所致;
1.1.5 流掛: 聚脲噴涂機預熱不足、未進行試噴或者噴涂前未清洗機器;
1.1.6 脫落: 表面處理不足,罐壁處聚脲搭接位置裂縫后在自重的作用下大面積脫落;
1.1.7 機械損傷: 腳手架等設備搬運過程中損壞聚脲。
1.1.8 附著力不足:采用拉拔實驗的方法對原始涂層進行附著力檢查,發(fā)現(xiàn)附著力均低于4Mpa[7],不滿足規(guī)范的要求。
2 缺陷的處理措施
核查原始設計文件后, 發(fā)現(xiàn)聚脲施工過程中存在多處不規(guī)范的操作, 隨后筆者從中吸取教訓重新編制檢修方案進行了施工, 并嚴格按照質量要求進行核查, 取得了很好的施工效果, 與原施工方案的區(qū)別如下:
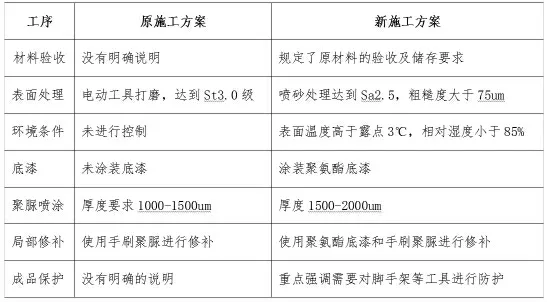
表1 方案對比
通過對提前預制樣塊附著力檢查發(fā)現(xiàn): 附著力大于4.5Mpa,附著力最大值為11.87Mpa,滿足要求。
經(jīng)過兩年后對水箱聚脲檢查未發(fā)現(xiàn)任何的缺陷,證明本次的修復工作非常成功。
3 經(jīng)驗總結
聚脲涂層后期缺陷處理難度較大, 且效果并不理想。 從缺陷原因來看, 大多數(shù)的聚脲涂層缺陷是在施工過程中產(chǎn)生的, 幾乎每一道工序都關系著最終的質量。 因此,需要對每一道工序做好質量管控。
3.1 材料驗收與儲存
施工前,需對聚脲A/B 組分、底漆、稀釋劑、界面劑等材料進行到場驗收, 確認產(chǎn)品包裝是否完好,品牌型號、生產(chǎn)日期和保質期等是否符合要求,合格證、使用說明書等文件資料是否齊全。材料的儲存應避免日曬雨淋, 禁止接近火源, 防止碰撞,注意通風,溫度宜為10-40 ℃,具體操作時可按產(chǎn)品說明書進行。
3.2 腳手架
對于大型箱體內部防腐, 根據(jù)經(jīng)驗, 腳手架層高1.8 ~2m,才能保證有充足施工空間;外排架(靠近罐壁側)距離罐壁約50cm,檢測和修補可達性較好;噴槍口距離噴涂處約1m 時可有效控制流掛現(xiàn)象; 每層腳手架上翹板平行固定放置, 方便人員行走和工器具擺放。
為了避免腳手架裝卸對聚脲涂層造成損傷, 應預先對腳手架鋼管、 翹板采取保護措施, 鋼管兩端用橡膠套管封堵, 翹板兩端用彈性發(fā)泡材料包覆, 這樣的處理方式可以大大降低物理損傷的產(chǎn)生。
3.3 施工環(huán)境
根據(jù)規(guī)范要求[4],聚脲的施工溫度宜為5-40 ℃,相對濕度小于85%,基體表面溫度高于露點3 ℃,還應保持適當?shù)耐L和良好的照明。 根據(jù)經(jīng)驗, 暴曬后的金屬表面不宜進行聚脲噴涂, 因為膨脹的金屬降溫收縮后容易導致聚脲鼓泡, 可待金屬基體表面降溫后再進行施工。
3.4 表面處理
表面處理是防腐工程最為關鍵的一道工序, 直接影響涂層附著力的好壞,噴涂聚脲技術也不例外。 《噴涂型聚脲防護材料涂裝工程技術規(guī)范》 對金屬表面處理有著明確的要求, 設備內金屬底材除銹等級不小于Sa2.5 或St3.0 級, 焊渣等尖銳突出物需打磨平整,平面拼接焊縫應平整連續(xù), 直角焊縫應為圓弧或斜角,人孔、接管焊縫應為大于或等于Ф3mm 的圓弧角,焊縫空隙處應用樹脂膩子填實后進行表面處理。 這是因為平整的表面易于形成連續(xù)的膜層, 而結構復雜、 不平整的表面不利于施工操作,是缺陷高發(fā)部位。
表面處理合格后, 確保底材干燥清潔, 并在4 小時內完成底漆涂裝,以免金屬表面返銹。
3.5 底漆和界面劑
為了增加聚脲與金屬基體之間的附著力,可采用配套底漆,一般厚度為10~35μm,涂裝完成后應進行適當保養(yǎng)。
聚脲表面進行復噴時, 為了增加新舊聚脲的層間結合力, 需將原有聚脲層表面磨毛, 清潔后采用界面劑處理,再進行復噴。
底涂和界面劑的使用, 大大增加了聚脲涂層的附著力,降低了鼓泡、起皮等缺陷發(fā)生的可能。
3.6 設備調控
較多的失敗案例顯示, 聚脲噴涂設備參數(shù)設置不當易使聚脲涂層產(chǎn)生缺陷。 一般情況下, 要求主機工作壓力大于7MPa, 加熱裝置加熱溫度應大于65 ℃,管道加熱溫度應大于45 ℃,A 組分和B 組分進料體積比為 1:1,空壓機壓力應大于 0.7MPa, 容量應大于0.85m3/min。 不同廠家的產(chǎn)品對于設備的參數(shù)可能存在些許差異,實際使用時參照說明書。
聚脲施工前須在樣板上進行試噴, 以檢驗設備參數(shù)是否設置正確。
3.7 噴涂操作
噴涂距離過近,容易造成流掛,距離過遠又容易形成顆粒, 走槍速度過快涂層厚度太薄, 速度太慢容易造成流掛,因此對施工人員的技能要求很高。
根據(jù)經(jīng)驗總結, 從頂部到側面再到底部的施工順序最為合適, 施工時對側面和底部的未完成面需進行有效遮蔽。 焊縫附近是缺陷高發(fā)區(qū)域, 需進行特殊處理。 焊縫處聚脲層應加厚1-2mm,接管、人孔處焊縫應加厚0.5-1.5mm,施工面陰角應加厚1-2mm,流體沖擊力變化較大區(qū)域應加厚1.5-2mm。 噴涂時先對焊縫部位進行局部點噴, 再對平面進行噴涂。 噴距應控制在50cm 左右,走槍速度控制在30-50cm/s,噴嘴盡量與施工面保持垂直, 噴涂角度應控制在70°~90°范圍內, 這是保證聚脲均勻成膜的關鍵。 每次施工寬度應小于120cm,相鄰施工層間的寬度應大于20cm,設計厚度大于2mm 宜分兩次施工完成。
3.8 質量驗收
質量驗收是對聚脲涂層質量最為直接的評價,一般包括外觀檢查、厚度檢測、附著力檢測、電火花檢漏等項目。 目視檢查聚脲涂層外觀應光滑,無鼓泡、起皮等可見缺陷。 厚度檢測時采用涂層測厚儀, 附著力檢測采用拉拔試驗儀, 分別對水箱內部聚脲涂層進行抽檢,厚度和附著力的驗收標準都遵循“雙10 原則”,即實際值小于設計值10%的點不多于總測點的10%。 電火花檢漏采用高壓電火花儀對水箱內部聚脲涂層進行全面檢查,儀器報警即表明該部位存在漏點,須修補。質量驗收是聚脲質量控制的主要途徑, 一定要對各個主控項目嚴格把關,對發(fā)現(xiàn)的問題及時進行處理。
3.9 養(yǎng)護
未進行正確養(yǎng)護, 過早投入使用也會導致聚脲涂層產(chǎn)生缺陷。 施工完畢的聚脲涂層應進行適時保養(yǎng),這樣才能使其完全固化發(fā)揮性能。 黃微波等研究表明,室溫保養(yǎng)1-7 天聚脲涂層的力學強度發(fā)展迅速[5]。 養(yǎng)護時間跟環(huán)境溫度有關,一般環(huán)境溫度低于10℃時養(yǎng)護時間至少要48 小時, 環(huán)境溫度10~23℃時養(yǎng)護時間至少要24 小時, 環(huán)境溫度高于23 ℃時養(yǎng)護時間至少要8小時。
4 結論建議
從聚脲涂層的缺陷原因來看, 施工操作對聚脲涂層質量影響最大, 幾乎每一道工序都關系著最終的質量,這也印證了“三分料,七分工”的說法。 聚脲涂層缺陷處理難度較大, 噴涂聚脲修補效果更好, 手工脲修補經(jīng)濟性更優(yōu),選擇時應綜合考慮功能性和經(jīng)濟性。
猜你喜歡
建材發(fā)展導向(2022年10期)2022-07-28 03:04:16
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導向(2021年20期)2021-11-20 05:43:16
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
建材發(fā)展導向(2021年6期)2021-06-09 05:57:02
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
新課程研究(2016年2期)2016-12-01 05:53:17
