火電廠汽輪發電機聯軸器端面修理
2019-06-16 02:02:34呂慧聰
設備管理與維修 2019年14期
關鍵詞:發電機
呂慧聰
(哈爾濱電機廠有限責任公司,黑龍江哈爾濱 150040)
0 引言
國外某聯合循環火電廠汽輪發電機功率為125MW,勵磁方式為三機無刷勵磁,在沖轉至3000 r/min 運行良好的情況下進行電氣試驗,突發發電機頻率降低,勵磁機電流異常升高,機組振動異常,并伴有火花和絕緣燒焦的濃煙,隨后發電機保護動作滅磁,機組跳機。檢查機組情況發現主勵磁機與本體轉子連接處鴨掌槽部分熔損,導電螺桿熔化變形,絕緣套筒燒焦。隨即對事故原因進行了分析,并進行修理。著重介紹本體聯軸器熔毀部位的修理工作,并進行了導電桿的回裝。希望對今后避免此類事故的發生和此類事故的處理能有所啟示。
1 機組情況介紹
聯合循環1 號汽輪發電機額定功率125 MW,國外機組,冷卻方式空冷,頻率50 Hz,勵磁方式為三機無刷勵磁,包括本體發電機、主勵磁機和副勵磁機,勵磁機發出的交流電通過旋轉二極管進行整流出直流電直接給轉子供電,勵磁系統為全封閉式(圖1)。

圖1 現場勵磁機、發電機和汽輪機
2 事故經過
汽輪發電機沖轉至3000 r/min 時各項參數良好,進行相關電氣試驗,短路特性試驗和空載試驗均無異常,隨即進行勵磁系統相關測試,包括滅磁時間常數、一次相序測量、零起自動升壓功能測試、階躍響應、定子殘壓、通道切換測試及軸電壓測量未發現異常,然后由DCS 進行控制起勵并自動升壓,當電壓自動升至13.76 kV 穩定幾秒鐘后,突然發電機頻率降低,勵磁機電流表已達到最大量程,機組振動異常,主勵磁與發電機連接處出現火花和絕緣燒焦濃煙,汽輪機保護跳閘動作,發電機保護滅磁動作,機組停機。
3 事故檢查
停機后對出現火花和濃煙位置進行了重點檢查,將主勵磁機打開檢查,發現旋轉整流管連接到轉子兩極位置出現了明顯電氣損傷,有電弧燒焦情況,對電極進行了檢查,拆掉接線柱,發現主勵磁機轉子負極與旋轉整流管負極連接螺栓松動。主勵磁機轉子與本體轉子拆卸時,連接螺栓發黑并有刺激氣味,打開后發現鴨掌連接部位軸鍛件部分金屬已經熔化,銅制導電螺桿熔損變形,絕緣套筒燒焦,損傷情況非常嚴重(圖2、圖3)。
4 原因分析
綜合現場電氣試驗情況和事故后的拆機情況,經專家分析,造成此次事故的根本原因如下:
(1)主勵磁機轉軸與本體轉軸連接采用鴨掌結構,需保證導電通路接觸良好,且均勻涂抹導電膏,現場發現存在部分接觸面接觸不良,導電膏不均勻,這將導致聯軸器電氣性能下降,局部過熱,這是此次事故的次要原因。
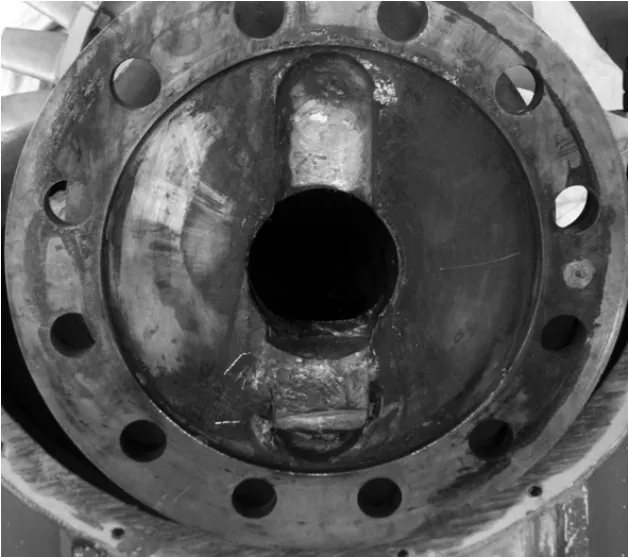
圖2 事故后本體聯軸器端面(已清理)

圖3 燒毀的絕緣套管
(2)主勵磁機轉子負極與旋轉整流管相連接的螺栓松動,導致電極發熱、拉電弧,造成正負電極短路,產生極大短路電流,最終造成聯軸器配合面、導電螺桿及絕緣套筒損毀,這是此次事故的主要原因。
5 事故處理
(1)主勵磁機旋轉整流管等部件現場處理更換。
(2)主勵磁機轉子返廠維修,導電桿、絕緣套筒等也在制造廠更換。進行了第一次PT 探傷,共有5 處裂紋,其中有幾處比較嚴重的裂紋,裂紋全部去除至少要銑進25 mm 深(圖4、圖5)。
(3)發電機本體聯軸器端面現場處理,著重介紹,具體過程如下:①轉子鍛件合金鋼與導電螺桿銅材質由于高溫相互融合,首先鉗工用風銑去除轉軸聯軸器端面的熔銅,直至熔銅全部清除(圖6);②繼續銑磨,探傷后再次發現裂痕,鉗工繼續研磨裂痕處,經多次銑磨和探傷直至無裂痕,然后出具探傷報告;③鉗工銑磨結束后進行焊接前的數據測量工作,勵端聯軸器端面面向鏜床,按聯軸器的端面找正,用百分表打聯軸器外圓直徑500 mm 的長度,水平精度<0.10 mm,垂直精度<0.40 mm,由于只是為了檢測焊接變形,上述找正可以滿足要求;④聯軸器數據測量結束后,按照標準的轉軸焊接規程對端面受損部位進行補焊工作,轉軸焊接要求工藝方式方法先進,焊料材質特殊,并要嚴格控制焊接時間上不能太快,避免轉軸因過熱造成變形,經過6 天完成焊接(圖7、圖8);⑤再次測量聯軸器各相關尺寸的變形情況,觀查變形量,只有銷孔有變形,其余外圓和止口等均無變形,說明焊接時應力與溫度控制良好;⑥開始鏜序找正,勵端聯軸器端面面向鏜床,按聯軸器的端面找正,用百分表打聯軸器外圓直徑500 mm 的長度,水平<0.10 mm,垂直<0.30 mm,由于聯軸器鴨掌槽呈水平放置,上述找正可以基本滿足圖紙加工要求,鴨掌槽水平0.08 mm,由于現場條件限制,決定允許加工,開始鏜序;⑦經過對端面的粗加工,發現有幾處需要補焊,補焊后再進行鏜序粗加工,然后由鉗工進行打磨,拋光,直到達到著色探傷要求為止;⑧通過PT 探傷,發現端面補焊處仍有裂紋,需重復上述過程,直至沒有裂紋,可以進行下一工序(圖9);⑨進行導電桿的回裝,做絕緣電阻實驗,絕緣電阻值前后無變化,為13 MΩ,合格。

圖4 進行PT 探傷
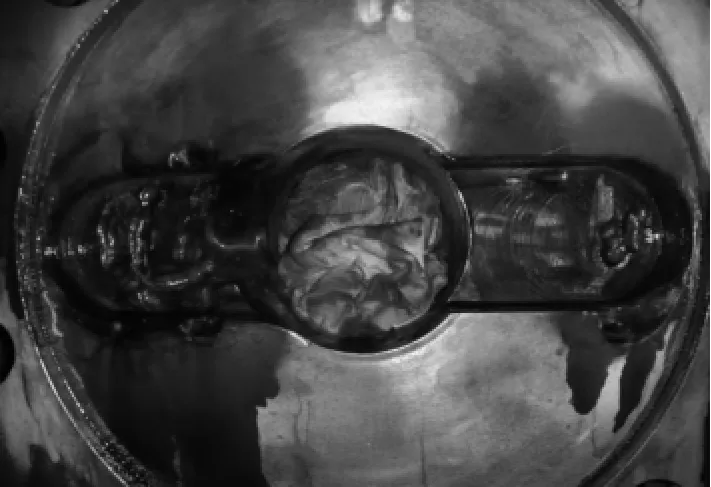
圖5 PT 探傷發現裂紋

圖6 清理熔銅

圖7 焊接過程中的端面
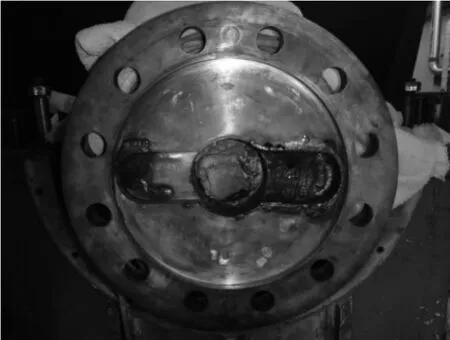
圖8 焊接完成

圖9 修理完的聯軸器端面
6 結語
此次事故由于主勵磁機轉子負極與旋轉整流管相連接的螺栓松動,造成電極拉電弧,最終導致短路現象的發生,電流通過2個聯軸器相連接的鴨掌,加之接觸面接觸不良,導電膏涂抹不均勻最終導致起火,造成旋轉整流管、聯軸器配鴨掌、導電螺桿及絕緣套筒損毀的重大事故,說明在發電機安裝問題中無小事,要注重細節,一個重要位置的小螺栓都有可能造成重大事故。
通過修理,汽輪發電機運行情況良好。在此次修理中,轉軸端面的焊接起到了重要的作用,如現場不能補焊,本體轉子將報廢造成重大損失,可見此項焊接技術的重要作用。只有技術方法的不斷創新與提高才能在電廠事故處理中節約成本,創造更大的價值。
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
大電機技術(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
廣西電力(2016年6期)2016-07-10 12:03:37
通信電源技術(2016年5期)2016-03-22 01:09:38
智能建筑電氣技術(2015年5期)2015-12-10 05:52:30
電測與儀表(2015年13期)2015-04-09 11:57:12
電測與儀表(2015年2期)2015-04-09 11:29:14
水電站機電技術(2014年6期)2014-09-26 12:07:48
水電站機電技術(2014年1期)2014-09-26 11:59:45
