陽極導桿檢測器夾緊結構設計
2019-06-16 02:02:58王星鑫
設備管理與維修 2019年14期
王星鑫
(中車蘭州機車有限公司新廠建設辦公室,甘肅蘭州 730050)
0 引言
陽極導桿組常采用爆炸焊、摩擦焊實現鋁和鋼的連接,該裝置在高溫腐蝕環境,反復使用的條件下存在隨機和偶發性斷裂失效的問題,接頭質量的好壞將直接影響陽極導桿組的導電性能。而對接頭質量的檢測,目前還無相關的技術標準,是電解鋁行業有待解決的一個問題。因此開展焊接接頭質量評定不僅可以確保電解過程的良好進行,而且還是保證電解鋁行業節能減排達標的必要條件。本課題將主要圍繞大電流無損檢測原理并基于SolidWorks 三維制圖平臺設計并優化一種陽極導桿檢測器的機械裝置。
1 陽極組裝工藝流程設計
傳統的陽極組裝車間生產工藝一般包括裝殘極、電解質清理、殘極拋丸、殘極壓脫、磷鐵環壓脫、鋼爪拋丸、鋁導桿校直、鋼爪校直、鋁導桿清刷、鋼爪蘸石墨、鋼爪烘干、組裝陽極組、澆鑄等工位,形成陽極組裝生產的主流程。但是,當陽極導桿長度在2168 mm 以上時,彎曲度不得超過0.4%;導桿鋁鋼焊接處的裂紋在0.5 mm 以上,長度在50 mm 以上(或跨棱長度在80 mm以上),連續平均深度在20 mm 以上的;鋼爪焊口有裂紋和缺焊現象;爪趾焊肉余高不在(1~1.5)mm 時,均不能進入下一道工序。因此,為了簡化修復程序,提高裝配效率,在陽極導桿的組裝工藝優化成如下流程:
裝殘極→電解質清理→殘極拋丸→殘極壓脫→磷鐵環壓脫→鋼爪拋丸→鋁導桿校直→鋼爪校直→鋁導桿清刷→鋼爪蘸石墨→鋼爪烘干→組裝陽極組→澆鑄→陽極導桿接頭質量檢測→送電解車間使用。加入大電流檢測這一環節,保證整個裝配過程的順利進行。
2 陽極導桿檢測器的組成
立式陽極導桿檢測器是通過對龐大的陽極導桿實施夾持固定并在焊接接口兩端加載大電流對其進行無損檢測的一種裝置。該裝置由機身、加壓機構、夾緊裝置、控制系統等組成。設計檢測裝置整體結構時要考慮到機身應有足夠的剛性、穩定性并能滿足安裝要求;加壓機構應有良好的隨動性和可實現的壓力曲線;夾緊機構應有足夠的夾緊力和有效的接觸面積。本課題圍繞最初設計的陽極導桿檢測器作出相應的結構優化。
2.1 夾緊裝置的優化
在陽極導桿彎曲度<0.4%的條件下,計算得出夾緊裝置的夾緊力為3.5 MPa,通過初期的模擬計算發現,施加壓力之后整個陽極導桿檢測器裝置的強度和剛度都未存在特殊的不足,但是陽極導桿夾緊裝置結構卻存在很嚴重的問題。在應力和應變滿足條件的情況下,并且夾緊裝置支撐架在X 方向上產生了4.394 mm 的位移,這將導致電極與陽極導桿結不能夠穩定的接觸,使左側電極板與陽極導桿的接觸面積發生變化。由電流密度計算公式:J=I/S,其中I 是電流,A;S 是導體截面積,mm2,發現接頭處的電流密度會發生很大程度的改變,導致電流檢測結果出現較大偏差。
因此,首先對夾緊裝置的結構進行優化。通過對氣缸支撐架的不斷改進,以內部施加加強筋、斜拉筋等方式,綜合三角形結構的力學穩定性和桁架結構的特點進行結構優化,在同樣施加3.5 MPa 的壓力情況下做出折線圖(圖1),其中,橫坐標為監測點,應變無單位,應力單位是Pa,位移單位是mm。最終發現在屈服強度都滿足的前提下,“右裝體4”(代號6)這一方案的形變適中,結構簡單,因此,最終選定為相對最優的夾緊裝置結構。該結構在力學性能的分析中相比最初的結構在應力及變形上有了明顯的改善,在其他條件均不發生變化的條件下,施加同樣大小的力在電極頭上,整個夾緊裝置產生了0.024 94 mm 的位移,相比原始結構,夾緊裝置的位移量減小了99%,這將非常有效的改善陽極導桿與電極板的接觸問題。
2.2 陽極導桿的定位
考慮到陽極導桿在加工和安裝焊接的過程中會出現一定的撓度變化,使導桿在一定程度上產生傾斜或者扭曲,從而不能保證與電極板的良好接觸。為了實現在大電流條件下對陽極導桿的鋁鋼焊接接頭進行較為精確的無損檢測,必須采取措施以保證撿測器裝置可以在各種條件下實現導桿與電極板的良好接觸。為此,通過理論計算和三維實體模型分析相結合的方式,求得整個陽極導桿組的重心位置(距離鋼爪下端554.616 mm處)。參考這一數據,最終確定了夾緊裝置在陽極導桿上的作用位置,并且利用一種油壓緩沖器結合萬向節,將從陽極導桿傳遞來的力分解到油壓緩沖器的軸線方向,利用彈簧的緩沖作用以及油壓桿的支撐作用,聯合設計出一種兼具緩沖和定位作用的機械結構,將它安裝到后立板支撐總成中形成結構,這種結構可以在如下3 個方向。
(1)垂直于YOZ 平面,繞X 軸,θ=±arctan25/212.5=±6°42″。
(2)垂直于XOY 平面,繞Z 軸,θ=±arctan25/307.5=±4°38″。
(3)Y 軸方向±25 mm;做出位置調整,以適應陽極導桿的形狀、位置,從而保證在規定的彎曲度范圍內陽極導桿與電極板的良好接觸。
3 結構件的選擇
夾緊裝置氣缸選擇SI 系列的ISO 643—2012 標準氣缸,代號SI-200×160;油壓緩沖器選擇FC3625,其工作行程為25 mm,最大吸收能量為150 J,容許沖擊速度3 m/s,工作溫度(-10~80)℃。油壓緩沖器中采用彈簧的標準是YA3.5×32×40 GB/T2089,其彈性系數為18 N/mm,行程為18 mm。定位緩沖器的受力計算如下。
(1)彈簧的彈力F1=18×18=324 N。
(2)油壓緩沖器吸收的最大力F2=150/0.018=8333.33 N。
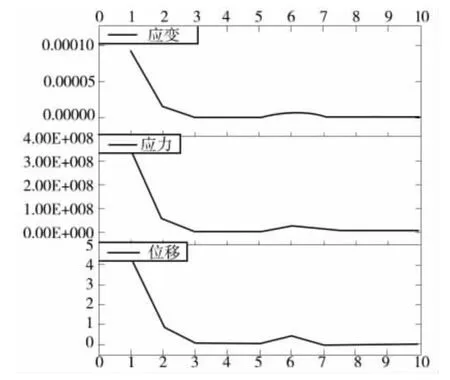
圖1 位移/應力/應變量比較
(3)單個定位緩沖器的最大受力Fa=F1+F2=324+8333.33=8657.33 N。
通過理論數據的計算得出,該設計中的一個定位緩沖器足以承受陽極導桿夾緊時所施加的力,這與三維圖中的力學模擬數據也相吻合,因此在此裝置中,各部分設計均能滿足相應的設計要求。最終整合各部分結構,設計出改進型的陽極導桿檢測器裝置。
4 結論
(1)陽極導桿鋁鋼焊接接頭質量的無損檢測可通過在大電流條件下測回路壓降的方法實現。
(2)通過對陽極導桿的重心位置的計算并利用SolidWorks的“質量屬性”功能對陽極導桿進行實體質量分析,確定了夾緊裝置的施力位置,為夾緊裝置進行結構優化提供了理論依據,保證了大電流無損檢測時陽極導桿與電極板的良好接觸,為精確測量奠定了基礎。
(3)在結構設計過程中,必須考慮從結構的強度,疲勞等特性,利用SolidWorks 三維設計平臺,用Simulation 插件實現仿真模擬,優化了設計方案,使整個檢測器裝置的綜合性能更趨于合理,為方案的修訂提供了更直觀的理論指導。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
哲學評論(2021年2期)2021-08-22 01:53:34
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
海峽科技與產業(2016年3期)2016-05-17 04:32:12
