SYP系列盤管風(fēng)機(jī)鍍鋅鋼板葉輪激光焊接工藝
2019-06-18 01:06:18于勁松李定云王維王碧超
科技資訊 2019年8期
關(guān)鍵詞:激光焊接
于勁松 李定云 王維 王碧超
摘? 要:SYP系列盤管風(fēng)機(jī)葉輪采用薄鍍鋅鋼板焊接而成,傳統(tǒng)的電弧焊焊接工藝由于其熱輸出量大、焊接廢品率高,滿足不了目前公司質(zhì)量管控要求。而激光焊接作為一種新興焊接薄鍍鋅鋼板方法,具有無(wú)可比擬的強(qiáng)大優(yōu)勢(shì)。該文以SYP130/160J風(fēng)機(jī)為例介紹了SYP系列盤管風(fēng)機(jī)鍍鋅鋼葉輪激光焊接工藝,通過(guò)對(duì)實(shí)際產(chǎn)品焊接質(zhì)量檢測(cè)表明,該焊接工藝以及焊后產(chǎn)品質(zhì)量、成品率均可滿足要求。
關(guān)鍵詞:盤管風(fēng)機(jī)? 薄鍍鋅鋼板? 葉輪? 激光焊接
中圖分類號(hào):TG456.7? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識(shí)碼:A? ? ? ? ? ? ? ? ? ? ? ? ?文章編號(hào):1672-3791(2019)03(b)-0072-02
SYP系列離心式風(fēng)機(jī)是筆者公司在國(guó)內(nèi)首家推出的中央空調(diào)風(fēng)機(jī)盤管專用前向多翼離心式風(fēng)機(jī),具有效率高、噪聲低、結(jié)構(gòu)精巧等特點(diǎn),其葉輪為優(yōu)質(zhì)鍍鋅鋼,經(jīng)過(guò)精密級(jí)進(jìn)模具沖壓、氬弧焊接、翻邊,最終成形。
鍍鋅鋼材料由于其具有良好的抗腐蝕性能,被廣泛地應(yīng)用在通風(fēng)設(shè)施行業(yè)領(lǐng)域。通風(fēng)設(shè)施中鍍鋅鋼板材料的應(yīng)用使通風(fēng)產(chǎn)品各個(gè)部件的抗腐蝕性能以及使用壽命得到很大的提升。然而,鍍鋅鋼中鍍鋅層的存在,使得鍍鋅鋼的焊接過(guò)程和焊接質(zhì)量受到不利影響[1]。這主要是因?yàn)殄冧\鋼材料的鍍鋅層和基體鋼的物理特性之間存在極大的差異,使得鍍鋅鋼在進(jìn)行焊接時(shí),其基體鋼發(fā)生熔化之前鍍層鋅已經(jīng)氣化。目前該公司的鍍鋅鋼焊接工藝主要采用TIG(Φ1.0鈰鎢極),由于鋅金屬的沸點(diǎn)相對(duì)較低,在對(duì)鍍鋅鋼進(jìn)行焊接時(shí),其中的鋅金屬在焊接電弧剛剛到達(dá)鍍鋅層時(shí)便會(huì)迅速發(fā)生氣化,變成鋅蒸氣由內(nèi)向外發(fā)生噴射,這非常容易使焊縫形成焊接缺陷,如熔渣粒子、未熔合機(jī)裂紋、飛濺以及氣孔等,同時(shí)也會(huì)對(duì)焊接電弧的穩(wěn)定性造成一定的破壞,焊接過(guò)程中還會(huì)產(chǎn)生大量的煙塵[2,3]。另外,由于TIG焊最終形成的焊縫較寬,且焊接過(guò)程的熱量輸出較大,鍍鋅層中大量鋅金屬的氣化會(huì)導(dǎo)致鍍鋅鋼的抗腐蝕性能大大降低。
當(dāng)采用激光焊接方法時(shí),與TIG焊相同,鍍鋅鋼的焊縫位置同樣會(huì)形成焊接氣孔、未熔合機(jī)裂紋以及飛濺等焊接質(zhì)量缺陷。但是相較于TIG焊接,激光焊接最終的成品率更高,并且焊縫熔寬比相對(duì)較大、單位熱輸入量更少、鍍層鋅的損耗低、焊接速度快、熱變形更小等。
該文以SYP130/160J風(fēng)機(jī)鍍鋅鋼葉輪為例,設(shè)計(jì)制定激光焊接工藝參數(shù),進(jìn)行小批量試產(chǎn)并進(jìn)行相關(guān)焊接質(zhì)量檢測(cè)。
1? 試驗(yàn)材料及設(shè)備
1.1 試驗(yàn)材料
準(zhǔn)備SYP130/160J風(fēng)機(jī)鍍鋅鋼板葉輪毛坯100件,該毛坯由級(jí)進(jìn)模具沖制而成,材料牌號(hào)為DC51D+Z-N,材料厚度為0.35mm,鍍鋅層厚度約13?m。
1.2 焊接設(shè)備
試驗(yàn)焊接設(shè)備采用臺(tái)州菲速激光科技有限公司生產(chǎn)的FS-500W光纖激光器。該激光器最大優(yōu)點(diǎn)是采用光纖傳輸,其光電轉(zhuǎn)化效率較高,使用壽命更長(zhǎng),更加便于進(jìn)行柔性加工。FS-500W光纖激光器配備高精度3軸聯(lián)動(dòng)(x軸、y軸自動(dòng)平移,z軸自動(dòng)升降)工作臺(tái),采用99.99%氬氣作為焊接保護(hù)氣體。
2? 工藝過(guò)程
(1)采用長(zhǎng)尾票夾將葉輪筒兩端對(duì)齊夾緊。
(2)將夾緊后的葉輪筒用激光點(diǎn)焊牢固,將長(zhǎng)尾票夾夾到引弧位置。
(3)連續(xù)焊接:采用450W焊接功率,焊接焦距為200mm,正焦往上調(diào)焦10mm,焊接速度調(diào)節(jié)為30mm/s,焊完一端后再對(duì)另一端進(jìn)行焊接。
(4)焊好后取下長(zhǎng)尾票夾,用沖床剪掉兩端引弧位置,保證兩端頭平齊。
3? 試驗(yàn)檢驗(yàn)
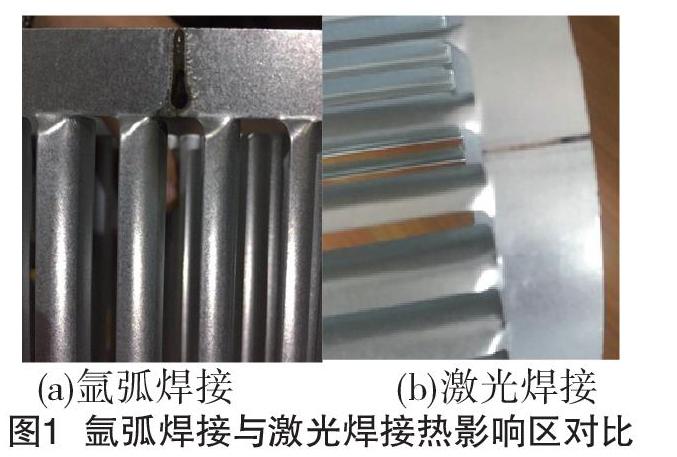
(1)外觀檢驗(yàn):激光焊接焊縫飽滿,與之前氬弧焊接工藝相比焊接熱影響區(qū)較小,如圖1所示。
(2)翻邊檢測(cè):用手整理葉輪筒圓度,整理好后將其套到卷邊模具上,開(kāi)動(dòng)機(jī)器,按編好的程序?qū)θ~片筒兩端同時(shí)翻邊。翻邊后葉輪筒兩端圓弧一致,沒(méi)有出現(xiàn)凹凸不平現(xiàn)象,兩底面平整。激光焊接葉輪筒翻邊后焊縫沒(méi)有撕裂,用百分表檢測(cè)葉輪端跳和徑跳,葉輪筒的端跳和徑跳均符合圖紙要求。
(3)葉輪強(qiáng)度檢驗(yàn):將葉輪的中盤裝入葉輪筒內(nèi),再把葉輪筒放到壓裝專用設(shè)備上進(jìn)行壓裝,壓裝后檢查壓裝質(zhì)量,中盤和葉片壓裝保證牢固、不松動(dòng)。將壓裝后的葉輪安裝到葉輪調(diào)試專用設(shè)備上,擰緊葉輪軸套上的螺釘,啟動(dòng)設(shè)備,對(duì)葉輪的徑跳和端跳進(jìn)行調(diào)試,直到葉輪的徑跳和端跳符合技術(shù)要求為止。松開(kāi)軸套的螺釘,在調(diào)試專用設(shè)備上取下葉輪,再把葉輪安裝到動(dòng)平衡調(diào)試設(shè)備上,擰緊螺釘,啟動(dòng)設(shè)備,對(duì)葉輪動(dòng)平衡進(jìn)行調(diào)試。直到葉輪剩余不平衡量符合技術(shù)要求為止。
葉輪動(dòng)平衡合格后進(jìn)行葉輪超速試驗(yàn)。將葉輪安裝到超速試驗(yàn)平臺(tái)上,風(fēng)機(jī)葉輪在環(huán)境溫度為25℃下最高工作轉(zhuǎn)速為2000r/min,超速試驗(yàn)轉(zhuǎn)速為最高工作轉(zhuǎn)速的1.1倍,即2200r/min。試驗(yàn)前后中盤、軸套、螺釘均無(wú)裂紋、無(wú)松動(dòng),試驗(yàn)前后葉輪軸向和徑向跳動(dòng)及尺寸變形量均小于0.04mm,低于允許尺寸變形量0.075mm,該葉輪在轉(zhuǎn)速為5391rpm時(shí)散架報(bào)廢,該葉輪焊接強(qiáng)度滿足圖紙技術(shù)要求。
(4)焊縫位置鹽霧試驗(yàn):將翻邊后的葉輪(氬弧焊和激光焊工件各一,焊縫位置未涂防銹漆)放入鹽霧試驗(yàn)機(jī)中,在壓力為0.17MPa,筒體溫度為38℃,室內(nèi)相對(duì)濕度小于80%R.H,噴霧量為1mL/h,鹽水濃度為5%,噴霧pH值為6.6~7.2條件下進(jìn)行鹽霧試驗(yàn),經(jīng)過(guò)168h后在葉輪各個(gè)焊縫處均出現(xiàn)白銹現(xiàn)象,未出現(xiàn)紅銹現(xiàn)象。兩種焊接方式均滿足該產(chǎn)品的技術(shù)要求。但氬弧焊焊縫表面出現(xiàn)光亮及焊接后黑色灼燒痕跡,與其余位置有明顯色差(焊縫相對(duì)激光較大);激光焊焊縫表面為線狀規(guī)則環(huán)形,較氬弧焊美觀一些,與葉輪基體存在明顯色差。
4? 結(jié)論
無(wú)論從焊縫外觀、焊縫強(qiáng)度、翻邊成品率,還是焊縫抗腐蝕性能來(lái)看,采用激光焊接工藝焊縫效果都非常理想。采用激光焊接樣件共計(jì)100件,焊接成品率為100%;而筆者公司氬弧焊目前焊接平均成品率為98.63%,并且工人焊接水平對(duì)葉輪焊接成品率影響較大。
生產(chǎn)實(shí)踐表明,采用激光焊接0.35mm厚鍍鋅鋼板葉輪是可行的,該激光焊接工藝不僅適用于該種型號(hào)空調(diào)風(fēng)機(jī)鍍鋅鋼板葉輪的焊接制造,也適用于同類風(fēng)機(jī)產(chǎn)品的生產(chǎn)制造,有利于提高產(chǎn)品質(zhì)量,降低焊接操作難度,制作雙面焊接專用夾具更能提高生產(chǎn)效率。
參考文獻(xiàn)
[1] 張屹,李時(shí)春,金湘中,等.鍍鋅鋼板激光焊接關(guān)鍵技術(shù)研究[J].激光與光電子學(xué)進(jìn)展,2010(47):71401-71409.
[2] 封小松,陳彥賓,李俐群,等.鍍鋅板激光填絲釬焊[J].應(yīng)用激光,2004,24(6):357-360.
[3] Jae-Do Kim,I.Na,Chan-Cheol Park.CO2 laser welding of zinc-coated steel sheets[J].KSME Inter.J,1998,12(4):606-614.
猜你喜歡
中國(guó)新技術(shù)新產(chǎn)品(2018年4期)2018-02-23 19:43:40
中國(guó)科技博覽(2017年48期)2017-12-13 10:52:42
山東工業(yè)技術(shù)(2017年19期)2017-09-27 10:10:03
山東工業(yè)技術(shù)(2017年18期)2017-09-12 04:09:59
科技創(chuàng)新與應(yīng)用(2017年24期)2017-09-08 16:39:04
中國(guó)新技術(shù)新產(chǎn)品(2017年18期)2017-09-07 12:01:08
中國(guó)科技博覽(2017年21期)2017-07-21 18:09:23
中國(guó)科技博覽(2017年7期)2017-05-16 08:39:49
中國(guó)科技博覽(2016年15期)2016-08-23 00:07:25
中國(guó)科技博覽(2016年8期)2016-04-25 05:19:05
