一種典型多槽球墨鑄鐵工件的粗加工優化
2019-06-28 08:37:30衛宇清
科技創新與應用 2019年15期
衛宇清
摘 ?要:文章通過對某一典型中規格球墨鑄鐵零件的粗加工工藝優化,總結了類似零件的工藝優化思路和刀具選用,并提出了適合多槽類零件的有效進刀策略。
關鍵詞:球墨鑄鐵;銑削;進刀策略;刀具涂層
中圖分類號:TG54 文獻標識碼:A 文章編號:2095-2945(2019)15-0100-02
Abstract: In this paper, by optimizing the rough machining process of a typical medium specification ductile iron part, the idea of process optimization and tool selection of similar parts are summarized, and an effective feeding strategy suitable for multi-groove parts is put forward.
Keywords: ductile iron; milling; feed strategy; tool coating
1 概述
球墨鑄鐵QT600-3具有中高等強度、中等韌性和塑性、綜合性能較高、耐磨性和減振性良好、鑄造工藝性能良好等特點[1],應用于某種電梯零件。該類零件總體外形呈圓環狀,外圓面需加工數量眾多的淺槽,由機夾式銑刀銑削加工。
由于零件材質耐磨性好,提升其機械加工效率往往伴隨刀具壽命的大幅降低。
在高速切削鑄鐵的過程當中,切削參數、走刀方法、路徑形式等方面對刀具壽命、加工效率影響較大[2],為達成優化效果,需要針對典型零件進行試驗,以確定刀具材質以及各項工藝參數。
2 典型零件的切削過程優化
2.1 零件和工藝概況
2.2 切削參數提升試驗
由于原工藝中只使用一次走刀,切寬和切深均已達到最大值。因此切削效率的提升必須依賴切削參數即Vc和fz的提升。
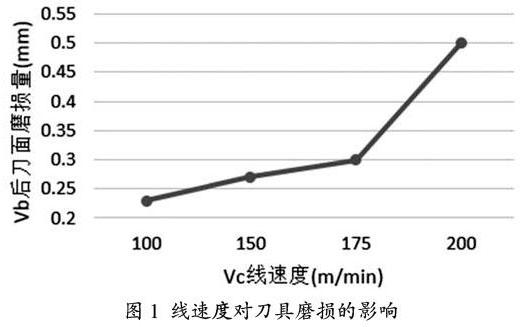
制定工藝試驗測試刀片的可用線速度。為降低試驗周期,刀桿上只裝1片刀片,并采用材質相同但走刀路徑更長的另一種零件作為試樣,Fz=0.15維持不變,使刀片分別在Vc=100m、150m、175m和200m線速度下加工同樣長度的路徑Lc=10m后,考察刀片的平均后刀面磨損量Vb。為防止刀片熱裂影響壽命,該試驗使用干式切削。試驗結果如圖1所示,其中Vc=200m時刀具在切削了大約7m后產生了大量火星,卸下后觀察其Vb已經大于0.5mm,屬于過度磨損。綜合試驗結果,該刀片的可用線速度極限大致在Vc=150~175m/min的范圍。
2.3 進退刀策略的影響與優化
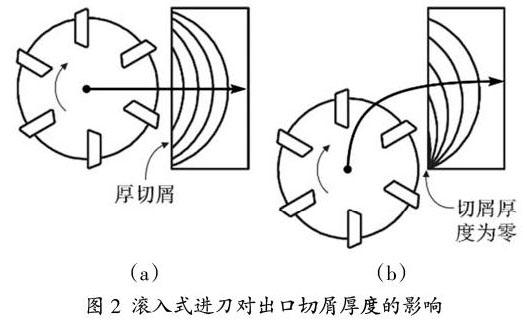
槽數眾多是目標零件的一個顯著特點,整個刀路中共有60次切入切出的過程。國內外學者在刀具切人方式的選擇上做了很多研究。其中一個共識即要盡可能使刀具運動軌跡保持平穩與光滑,同時盡可能采用順銑方式[3]。而另一個共識則是刀刃切出零件處的切屑厚度越薄則越有利于刀具壽命,這也是順銑有利于提升刀具壽命的主要原因。
由于采用了Ae=Dc的滿槽銑,刀刃切入和切出側的切屑厚度均為零。即使如此,刀具在切入和切出的過程中,還是不可避免的產生厚切屑。在本零件上,切入切出的總路徑長度占總進給長度的24%左右,因此切入切出過程即進退刀策略對刀具壽命的影響不能忽略。
設計對照試驗驗證進退刀策略對刀具壽命的影響。切削參數Vc=175m/min、fz=0.15mm,干式切削。對照組如圖2(a)采用直線方式進刀,試驗組如圖2(b)采用滾入式進刀,刀具在工件邊緣按1/4圓弧路徑順時針切入工件,可見此方式通過增加少量走刀路徑避免了厚切屑的出現。切出過程由于厚切屑無法避免,因此試驗組降低50%進給量觀察效果。
試驗結果顯示,使用了優化進退刀策略的試驗組切削2件工件后刃口的磨損情況甚至優于對照組只切削1件工件后的刃口狀況,可見優化后的進退刀策略帶來的效果非常顯著。
2.4 冷卻液對刀具壽命的影響以及新材質的選用
在之前的試驗中,基本都采用了干式或空冷加工。然而在試驗成果的推廣過程中,出現了部分設備主軸溫度過高的問題。觀察發現由于單一刀具連續加工時間過長,導致切削熱累積并沿刀體傳導觸發主軸溫度傳感器。同時干式切削也會引起加工區域粉塵過大的次生問題。
試驗冷卻液對刀具壽命的影響。設置參數為Vc=175m/min、fz=0.15mm,采用滾入式進刀,對比冷卻液與干式加工對刀具壽命的影響。
使用冷卻液的情況下,刀具在加工第2件時即出現崩刃,而干式加工條件下加工至第7件后刃口Vb到達0.3左右,磨損形式比較穩定和理想。
可見在較高線速度條件下,冷卻液極易造成CVD涂層刀片的熱裂過早失效。
在抵抗熱裂方面PVD涂層的刀片具有明顯優勢。不過其在極限線速度上有所落后。相關研究表明含有TiAlN涂層在球墨鑄鐵銑削具有壽命優勢[4],因此設計試驗比較含TiAlN PVD涂層刀具,試驗各涂層在濕切削工況下的磨損情況。
試驗選取MK2050、MH1000兩種涂層刀片參照2.2節試驗方法在濕切削條件下進行壽命試驗,最終MK2050在Vc=150m/min線速度下有接近CVD刀片的壽命表現。
3 結論
3.1 優化結果
經過優化試驗和測試,最終選定PVD涂層刀片SECO XOMX090308TR-M08 MK2050,切削參數定為Vc=150m/min、fz=0.15mm,采用滾入式進刀,濕切削。單件加工時間10.3min、刃口壽命7pcs。相較原工藝,加工時間減少了23.7%,刀具壽命提升了1倍左右。
3.2 對于類似零件的加工建議
滾入式進刀策略能消除進刀時產生的厚切屑,降低沖擊。對于有較多進刀過程的工序,使用該策略能顯著提升刀具壽命。即使是一般工件,只要結構和空間允許,建議所有的粗加工均采用該策略。
對于球墨鑄鐵粗加工,優先選擇CVD涂層刀具進行干式加工以獲取更高的線速度。
由于溫度、粉塵、排屑等原因使干式加工受到制約的條件下,可采用含有TiAlN的PVD涂層刀片進行濕加工,不過極限線速度可能有所降低。
參考文獻:
[1]馬志龍,張偉,等.國產直槽鉸刀和進口復合鉸刀加工球墨鑄鐵的對比試驗[J].機床與液壓,2014(10):48-49.
[2]吳世雄,等.不同走刀方式高速銑球墨鑄鐵的刀具磨損研究[J].機械設計與制造,2016(5):91-93.
[3]賀戰濤.高速銑削時生成刀具軌跡的優化設置[J].工具技術,2002(12):35-37.
[4]W.Grzesik,J.Rech,K.Zak,C.Claudin.Machining performance of pearlitic-ferritic nodular cast iron with coated carbide and Silicon nitride ceramic tools[J].Machine Tools & Manufacture,2009.49:125-133.